一种门扇铣坎、封边一体化加工设备及方法与流程
本发明涉及门扇加工,具体涉及一种门扇铣坎、封边一体化加工设备及方法。
背景技术:
1、在现有的门扇加工工艺过程中,门扇的铣坎和封边通常被作为两个单独的加工步骤进行,在单独的铣坎加工设备上进行批次门扇铣坎,而后转运至单独的封边加工设备上进行该批次门扇的封边操作。对于木质门扇而言(尤其是非原木材质的木质门扇),铣坎和封边两道工序之间的间隔时间过长,会导致原本干燥的门扇内部吸潮,使得门扇后期使用过程中的变形风险增加,影响使用寿命;而对于钢质门扇而言,铣坎产生的台阶面在和空气长时间接触后,容易发生锈蚀。因此,为了确保门扇的产品品质,需要在门扇铣坎后及时进行封边。
2、此外,上述现有的铣坎、封边分别分批加工的工艺中,是依赖于人工上件、人力扶持下坎、封边和人工下件,而加工件又重达80-100公斤,需要消耗强大体力劳动,不仅工作效率低下,还无法保证产品品质。
3、因此,亟需开发一种能够将铣坎和封边工序集成操作的,适用于多型号、多规格门扇产品的一体化加工设备,用于将同一门扇的铣坎和封边两道工序及时接续,同时降低工人劳动强度,提升加工效率,确保产品品质。
技术实现思路
1、本发明目的在于提供一种门扇铣坎、封边一体化加工设备及方法,能够至少部分克服上述技术问题,通过将门扇铣坎和封边两道工序有机整合,缩短门扇铣坎和封边两道工序之间的间隔时间,提升产品品质,通过该一体化加工设备,降低工人的劳动强度、提升加工效率。
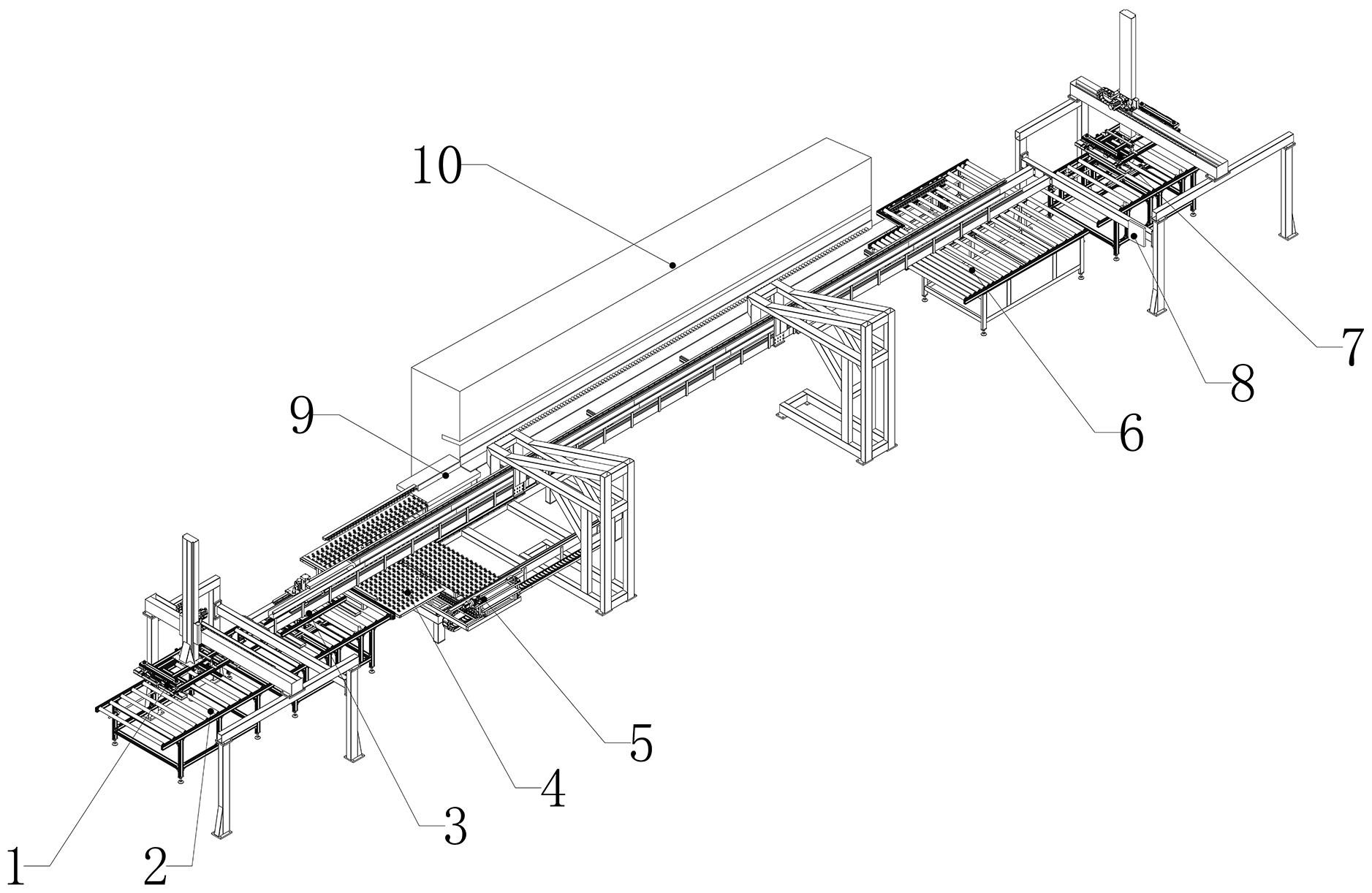
2、根据本发明的第一个方面,提供了一种门扇铣坎、封边一体化加工设备,包括单立铣和封边机,单立铣设置于封边机的左侧,还包括转运机械手、自动推料台和恒力夹紧装置;恒力夹紧装置设置于单立铣的左侧,自动推料台设置于恒力夹紧装置的左侧,自动推料台用于将门扇推送至单立铣进行铣坎,并在完成铣坎后将该门扇推送至封边机,恒力夹紧装置用于夹紧自动推料台上的门扇;在自动推料台左端与封边机右端之间还滑动设置有转运机械手,转运机械手用于将门扇抓取至自动推料台上,以及将在封边机完成封边的门扇取出。
3、进一步地,该门扇铣坎、封边一体化加工设备还包括上件机械手和上件输送线,上件机械手和上件输送线设置于转运机械手的左侧;上件机械手用于将门扇抓取至上件输送线,上件输送线用于将该门扇向右输送至上件输送线的末端并定位,供转运机械手抓取。
4、进一步地,该门扇铣坎、封边一体化加工设备还包括下件输送线和下件机械手,下件输送线和下件机械手设置于封边机的右侧,转运机械手将在封边机完成封边的门扇取出后转运至下件输送线,下件输送线用于将该门扇向右输送至下件输送线的末端并定位,下件机械手用于抓取该门扇并进行码垛。
5、进一步地,该门扇铣坎、封边一体化加工设备还包括人机交互界面,人机交互界面用于输入指令,并响应于所述指令控制所述转运机械手的动作。
6、进一步地,该门扇铣坎、封边一体化加工设备还包括刮刷,刮刷设置于单立铣的铣刀的右侧,用于刮除粘附在门扇被铣部位的切屑和灰尘。
7、进一步地,该门扇铣坎、封边一体化加工设备还包括集滤器,集滤器用于收集铣坎工序中产生的切屑和灰尘;集滤器包括密闭的容置腔、负压接口和吸入管,负压接口位于容置腔的顶部,负压接口用于向容置腔接入负压;容置腔内部盛装有预设深度的水,吸入管的一端伸入容置腔内并处于水面以下,吸入管的另一端穿过容置腔的侧壁延伸至铣刀和刮刷之间。
8、进一步地,在单立铣的铣刀内还设置有冷却液流道,冷却液流道包括进液流道和排液流道,进液流道从铣刀的刀杆顶端沿铣刀的轴向延伸至铣刀的刀头内部,并在刀头的内部形成积液腔,排液流道从积液腔延伸至刀杆的侧壁。
9、进一步地,在铣刀的外周面还套设有冷却液回收腔,冷却液回收腔靠近刀杆的一侧低于排液流道的出口端,冷却液回收腔远离刀杆的一侧高于排液流道的出口端,用于回收从排液流道排出的冷却液。
10、根据本发明的第二个方面,提供了一种门扇铣坎、封边一体化加工方法,包括:步骤1,通过转运机械手将门扇抓取至自动推料台,并控制恒力夹紧装置将该门扇夹紧;步骤2,通过自动推料台将该门扇推送至单立铣进行铣坎;步骤3,铣坎工序结束后,通过自动推料台将该门扇推送至封边机进行封边;步骤4,封边工序结束后,通过转运机械手将该门扇从封边机取出。
11、进一步地,封边工序结束后,通过转运机械手将该门扇从封边机取出之后还包括:通过转运机械手将从封边机取出的该门扇旋转90°或者180°,并转运至自动推料台,重复上述步骤1至步骤4,对该门扇的另一侧面进行铣坎和封边加工。
12、本发明与现有技术相比,具有如下的优点和有益效果:
13、1、本发明实施例提供的一种门扇铣坎、封边一体化加工设备及方法,通过将用于铣坎加工的单立铣和用于封边的封边机整合在一条生产线上,大幅缩短了门扇加工过程中“铣坎”和“封边”两道工序之间的间隔时间,对于木质门扇而言,能够避免原本干燥的门扇因铣坎而造成内部吸潮,对于钢质门扇而言,能够避免因铣坎而产生的新的成型面与空气接触时间过长导致锈蚀,通过在“铣坎”工序结束后及时进行“封边”,确保了产品的品质;
14、2、本发明实施例提供的一种门扇铣坎、封边一体化加工设备及方法,通过转运机械手抓取待加工门扇,利用恒力夹紧装置夹紧门扇,与自动推料台一同实现门扇铣削时的持续夹紧和均匀进给,避免依赖于人工上料、进给、扶持和下料带来的工人高强度劳作,能够大幅度的节省人力投入,且进给均匀、扶持(夹紧)平稳,有利于确保门扇加工的品质,降低产品的不良率;
15、3、本发明实施例提供的一种门扇铣坎、封边一体化加工设备及方法,通过设置刮刷,能够刮除粘附在门扇被铣部位的切屑和灰尘,使得门扇铣坎后的成型面更加清洁,封边条能够粘贴的更为紧实不易脱落,有利于延长产品的使用寿命,确保产品内部不会吸潮导致膨胀鼓包(对于木质门扇而言)或者锈蚀(对于钢质门扇而言);
16、4、本发明实施例提供的一种门扇铣坎、封边一体化加工设备及方法,通过设置集滤器,能够及时将铣坎工序中产生的切屑和灰尘吸收,尤其适用于木质门扇铣坎的工序中,通过及时将木屑和灰尘吸收进入容置腔,避免了木屑长期存在于铣刀附近被高速旋转的铣刀摩擦点燃的危险,也避免了大量的木料灰尘漂浮于加工车间给工人的身体造成伤害或者导致粉尘爆炸的严重事故;集滤器在吸取切屑和灰尘的同时,也带动了铣刀周围的空气流动,有利于对铣刀和门扇进行散热;
17、5、本发明实施例提供的一种门扇铣坎、封边一体化加工设备及方法,通过在单立铣的铣刀内设置有冷却液流道,有利于对铣刀本身进行散热;冷却液流道在铣刀刀头的内部形成积液腔,有利于冷却液充分吸收铣刀刀头积蓄的热量,冷却效果好;排液流道从积液腔延伸至刀杆的侧壁,基于此,在铣刀高速旋转进行铣削的同时,排液流道位于刀杆侧壁上的排出口附近空气流速大,将会在该排出口附近产生负压,对积液腔内的冷却液形成抽吸,加速铣刀内的冷却液的流速,有利于快速换热;此外,流至排液流道位于刀杆侧壁上的排出口的冷却液会受到高速旋转的铣刀产生的离心力的作用向外甩出,避免了冷却液沿铣刀向下流至被加工的木质门扇,避免了冷却液直接接触被加工门扇,从而避免了门扇吸湿影响产品品质;并且,冷却液在整个循环过程中没有接触到切屑,无需对冷却液进行过滤即可直接供给进行下次冷却循环,且冷却液的使用寿命更长。
- 还没有人留言评论。精彩留言会获得点赞!