一种基于工业互联网的家具打孔工序柔性匹配系统及方法与流程
本发明涉及家具制造,尤其是一种基于工业互联网的家具打孔工序柔性匹配系统及方法。
背景技术:
1、家具(尤其是木制家具)产品具有较多的形态以及较强的定制属性。在家具的结构中,各类连接孔和功能孔形态较多,打孔是家具生产的主要工作量。并且,由于各类孔的加工通常会采用智能化设备,且接入mes系统进行联网智能执行,此类设备的价值通常较高,匹配数量有限。因此,家具的打孔工序通常是家具生产企业的瓶颈级加工工序,对该工序的管理、创新提升对整体家具生产工序的价值优化具有重要意义。其中基于柔性匹配算法对打孔工序订单进行柔性排产安排被认为是一种有效手段。
2、现有的柔性匹配算法在各打孔设备的工作能力参数上通常采用的是预估一定值,或者通过经验大数据进行动态修正的方式。其中,预估一定值的方式在实际生产中通常会出现预估不准的情况,如果预估值超出了实际能力值,会出现排产过量进而导致加工积压的问题。通常的做法是进行保守预估,即预估值通常小于实际能力值,这种做法将导致产能浪费的弊端。通过大数据进行动态修正的方式一般采用历史数据统计求平均,这种方式看似在一定程度上缓解了产能浪费或物料拥堵的问题,但针对某一具体的生产行为时,拥堵或产能浪费仍然存在,这将导致该岗位的管理需要保持长期持续跟踪以及时解决问题。特别的,打孔工序存在规律性耗损品(如转头、刀具等)修复或更换,这是历史大数据统计难以预估的。
3、因此,如何实现高匹配性的家具打孔工序柔性匹配,以同时解决家具打孔加工时可能会出现的产能浪费或物料拥堵,是一个亟需解决的技术问题。
技术实现思路
1、为解决上述现有技术问题,本发明提供一种基于工业互联网的家具打孔工序柔性匹配系统及方法,旨在解决现有柔性匹配算法通常采用定值估计或大数据修正导致无法避免产能浪费或物料拥堵的问题。
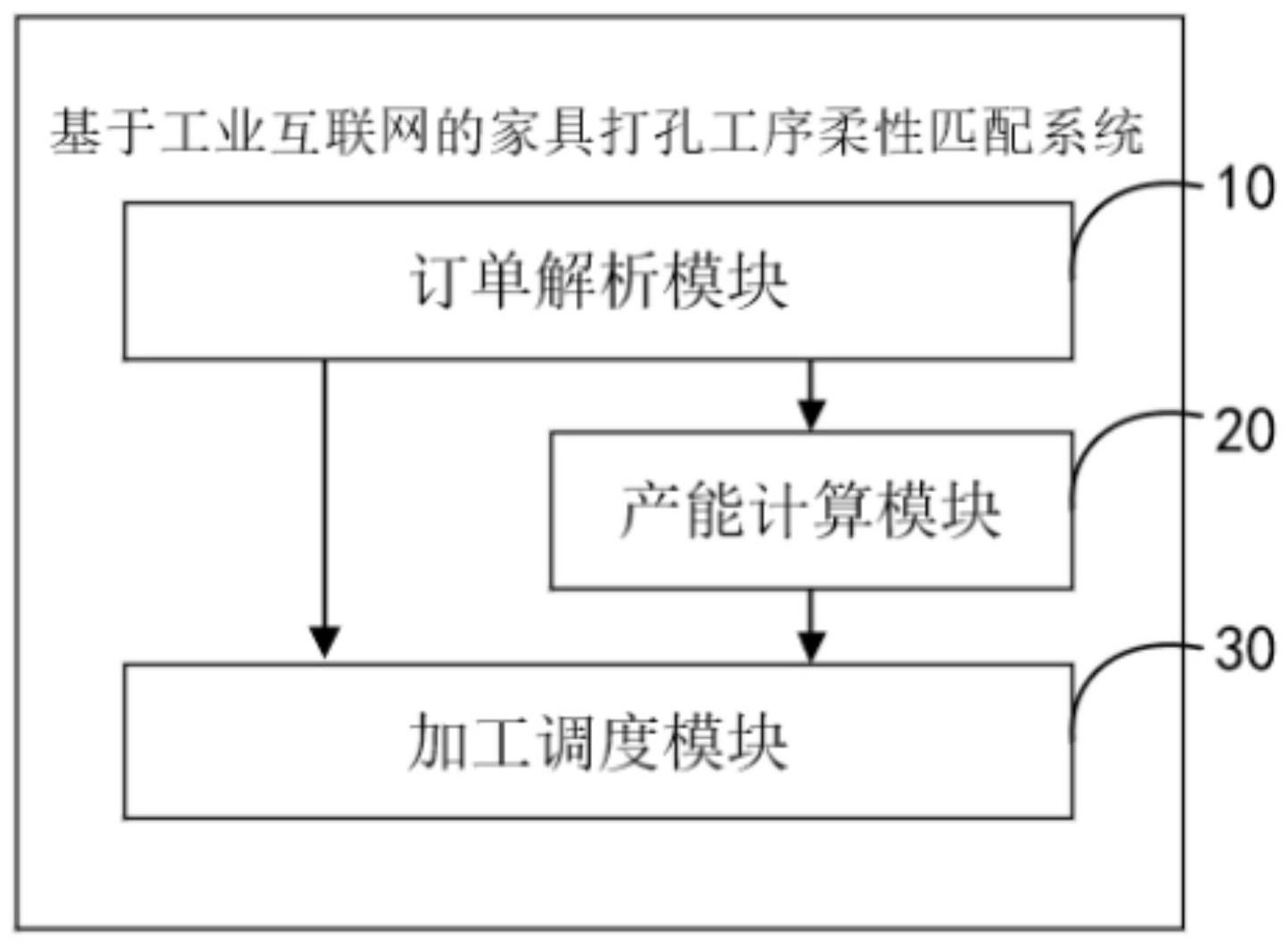
2、本发明的第一方面,提供了一种基于工业互联网的家具打孔工序柔性匹配系统,该系统,包括:
3、订单解析模块,所述订单解析模块被配置为在接收到订单任务时,解析提取所述订单任务中的订单任务量和订单任务期限;
4、产能计算模块,所述产能计算模块被配置为获取每个打孔设备的单位产能,根据所述单位产能和所述订单任务期限,确定每个打孔设备的期限产能;
5、加工调度模块,所述加工调度模块被配置为根据每个打孔设备的期限产能,以所述订单任务量和所述订单任务期限为限制条件,生成用于每个打孔设备执行的打孔任务。
6、可选的,所述订单解析模块,包括:
7、订单任务拆解单元,所述订单任务拆解单元被配置为在接收到订单任务时,提取所述订单任务的订单信息;其中,所述订单信息包括订单交付家具和订单任务期限;
8、订单任务解析单元,所述订单任务解析单元被配置为调用家具数据库,匹配所述订单交付家具对应的订单任务量。
9、可选的,所述家具数据库包括若干个家具数据包,每个所述家具数据包具有目标家具的零件组成信息和每个零件的打孔信息;所述订单任务解析单元,包括:
10、家具匹配子单元,所述家具匹配子单元被配置为根据所述订单信息中的订单交付家具在家具数据库中匹配对应的订单家具数据包;
11、任务量生成子单元,所述任务量生成子单元被配置为根据每个所述订单家具数据包中的零件组成信息和每个零件的打孔信息,生成订单任务量。
12、可选的,所述打孔信息包括打孔数量和打孔类型;其中,不同打孔类型具有预设不同的任务量,所述订单任务量为每个订单交付家具对应打孔信息的任务量总和。
13、可选的,所述产能计算模块,包括:
14、排队任务量获取单元,所述排队任务量获取单元被配置为在调用的设备加工任务列表中获取每个打孔设备的排队任务量;
15、单位产能获取单元,所述单位产能获取单元被配置为在预设的打孔设备产能列表中获取每个打孔设备在每个加工周期内的单位产能;
16、期限产能计算单元,所述期限产能计算单元被配置为根据所述单位产能和所述订单任务期限,确定每个打孔设备的理论产能,根据所述理论产能和所述排队任务量,确定每个打孔设备的期限产能。
17、可选的,还包括:打孔设备产能列表生成模块;其中,所述打孔设备产能列表生成模块,包括:
18、标准产能确定单元,所述标准产能确定单元被配置为获取每个打孔设备在标准加工人员和标准使用状态时的标准产能;
19、人员修正系数确定单元,所述人员修正系数确定单元被配置为获取每个打孔设备的加工人员排班信息,根据所述加工人员排班信息,确定每个加工周期对应的加工人员,在加工人员与人员修正系数对照表中,匹配每个加工周期对应的人员修正系数;
20、使用修正系数确定单元,所述使用修正系数确定单元被配置为获取每个打孔设备的标识信息,根据所述标识信息,确定每个加工周期对应的使用修正系数;
21、打孔设备产能列表生成单元,所述打孔设备产能列表生成单元被配置为根据每个打孔设备在每个加工周期的标准产能、人员修正系数和使用修正系数的乘积,生成每个打孔设备的打孔设备产能列表。
22、可选的,所述打孔设备产能列表生成模块,包括:
23、人员修正系数计算单元,所述人员修正系数计算单元被配置为根据加工人员在目标打孔设备的单位时间打孔数量与目标打孔设备的所有加工人员平均的单位时间打孔数量的比值,确定人员修正系数;
24、人员修正系数对照表生成单元,所述人员修正系数对照表生成单元被配置为根据每个加工人员在对应打孔设备的人员修正系数,建立不同加工人员在对应打孔设备的人员修正系数对照表。
25、可选的,每个所述家具数据包还具有每个零件的板材类型;其中,不同板材类型的零件在执行相同打孔任务时具有预设不同的任务量等效比例。
26、可选的,所述使用修正系数确定单元,包括:
27、第一时间确定子单元,所述第一时间确定单元被配置为根据目标打孔设备对每种板材类型的零件执行每种打孔类型的历史加工数据中每两次更换刀具之间的加工时间,确定第一时间;
28、第二时间确定子单元,所述第二时间确定单元被配置为根据第一时间和目标打孔设备对每种板材类型的零件执行每种打孔类型的历史加工数据中更换一次刀具时间之和,确定第二时间;
29、使用修正系数计算子单元,所述使用修正系数计算子单元被配置为根据第一时间与第二时间的比值,计算使用修正系数;
30、使用修正系数确定子单元,所述使用修正系数确定子单元被配置为根据打孔设备的标识信息,确定打孔设备对目标板材类型的零件执行目标打孔类型的打孔任务时的使用修正系数。
31、本发明的第二方面,提供了一种基于工业互联网的家具打孔工序柔性匹配方法,包括:
32、在接收到订单任务时,解析提取所述订单任务中的订单任务量和订单任务期限;
33、获取每个打孔设备的单位产能,根据所述单位产能和所述订单任务期限,确定每个打孔设备的期限产能;
34、根据每个打孔设备的期限产能,以所述订单任务量和所述订单任务期限为限制条件,生成用于每个打孔设备执行的打孔任务。
35、本发明的有益效果在于:提出了一种基于工业互联网的家具打孔工序柔性匹配系统及方法,通过从订单任务中获取订单任务量和订单任务期限,根据订单任务期限确定每个打孔设备的期限产能,利用期限产能和订单任务量与订单任务期限,来生成每个打孔设备执行的打孔任务,以此,实现家具打孔工序的柔性匹配,能够同时解决家具打孔加工时可能会出现的产能浪费或物料拥堵,提高企业生产效率。
- 还没有人留言评论。精彩留言会获得点赞!