一种改良型熔喷布制备方法与流程
[0001]
本发明涉及熔喷布生产技术领域,具体涉及一种改良型熔喷布制备方法。
背景技术:
[0002]
熔喷布是口罩最核心的材料,熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。空隙多、结构蓬松、抗褶皱能力好,具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
[0003]
由于普通的熔喷无纺布的过滤效率低于70%,为了增强熔喷无纺布的过滤效率,通常会通过静电驻极工艺对熔喷布添加静电电荷效应,利用静电的方法可以大大提升过滤效率。
[0004]
现在在对熔喷布进行驻极处理时,如果没有对熔喷布进行一定的保护,容易在熔喷布输送的过程中产生静电流失或者受到污染,导致降低熔喷布的过滤效率。
[0005]
鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
[0006]
本发明的目的在于提供一种改良型熔喷布制备方法,以解决背景技术中提到的熔喷布在输送过程中静电流失或受到污染,导致降低熔喷布的过滤效率的问题。
[0007]
为了达到上述目的,本发明采用这样的技术方案:
[0008]
一种改良型熔喷布制备方法,包括如下步骤:
[0009]
(1)加工出熔喷布;
[0010]
(2)对熔喷布进行静电驻极处理;
[0011]
(3)对熔喷布的上表面进行覆膜处理,使熔喷布的上表面形成保护膜;
[0012]
(4)对熔喷布和保护膜进行热合处理。
[0013]
进一步,在步骤(3)中,使保护膜带电,且所带电荷与熔喷布所带电荷的极性相同。
[0014]
进一步,通过静电覆膜机构对保护膜进行静电驻极处理,和将带电的保护膜覆在熔喷布的上表面,防止驻极处理后的熔喷布静电流失。
[0015]
进一步,所述静电覆膜机构包括对保护膜进行驻极处理的第一静电驻极装置,和沿熔喷布的输送方向对熔喷布进行覆膜的覆膜装置。
[0016]
进一步,所述覆膜装置包括向熔喷布的上表面进行供膜的供膜装置。
[0017]
进一步,所述覆膜装置还包括引导保护膜输送方向的导向装置。
[0018]
进一步,所述导向装置包括引导保护膜改变输送方向的导向部件。
[0019]
进一步,所述导向部件包括对保护膜进行横向导向的横向导向部,和对保护膜进行纵向导向的纵向导向部。
[0020]
进一步,所述横向导向部包括横向导向辊。
[0021]
进一步,所述纵向导向部包括纵向导向辊,所述纵向导向辊和熔喷布之间具有保护膜穿过的间隙。
[0022]
进一步,所述纵向导向辊位于横向导向辊的下方,所述横向导向辊和纵向导向辊的轴线均水平设置,所述横向导向辊和纵向导向辊的轴线平齐设置。
[0023]
进一步,所述第一静电驻极装置包括对保护膜与熔喷布的接触面进行静电驻极处理的第一静电驻极发生器。
[0024]
进一步,所述第一静电驻极发生器设于横向导向辊和纵向导向辊之间,所述第一静电驻极发生器的输出端朝向保护膜的下表面设置。
[0025]
进一步,还包括在保护膜和熔喷布贴合之间对保护膜进行预加热的加热装置。
[0026]
进一步,所述加热装置包括热风机;所述热风机的出风口朝向保护膜的上表面设置。
[0027]
进一步,在步骤(4)中,通过热合装置将熔喷布的上表面和保护膜的下表面粘附在一起。
[0028]
进一步,所述热合装置包括对保护膜进行加热软化的热合部件。
[0029]
进一步,所述热合部件包括与保护膜的上表面相接触的热合辊,和支撑热合辊的热合安装座,所述热合安装座的下表面形成容置热合辊的凹槽,所述热合辊装配于所述凹槽内,热合辊的两端分别与凹槽的两边内侧壁转动连接。
[0030]
进一步,所述热合辊包括将保护膜的一侧向下压形成第一台阶的第一滚轮,将保护膜的另一侧向下压形成第二台阶的第二滚轮,和将保护膜与熔喷布热合连接在一起的热合杆;所述第一滚轮设于热合杆的一端并和热合杆转动连接,第二滚轮设于热合杆的另一端并和热合杆转动连接。
[0031]
进一步,所述第一滚轮和第二滚轮的直径尺寸均大于热合杆的直径尺寸,所述第一滚轮、热合杆和第二滚轮之间形成熔喷布通过的通道,所述通道的高度尺寸大于熔喷布的厚度尺寸。
[0032]
进一步,所述热合杆内配设有电加热器。
[0033]
进一步,所述热合部件还包括驱动热合辊转动的第一动力驱动装置;所述第一动力驱动装置的输出端和热合辊连接在一起。
[0034]
进一步,在步骤(4)之后,通过卷收装置将覆膜好的熔喷布卷收起来。
[0035]
进一步,所述卷收装置包括逐渐将粘附在一起的保护膜和熔喷布卷收起来的卷收部件。
[0036]
进一步,所述卷收部件包括逐渐将粘附在一起的保护膜和熔喷布卷收起来的卷收辊。
[0037]
进一步,所述卷收部件还包括用于封闭卷收起来的熔喷布和保护膜侧边的封闭部。
[0038]
进一步,所述封闭部包括设于卷收辊一端的第一遮挡部,和设于卷收辊另一端的第二遮挡部;所述第一遮挡部和第二遮挡部的直径尺寸均大于卷收辊的直径尺寸。
[0039]
进一步,所述卷收装置还包括驱动卷收辊转动的第二动力驱动装置;所述第二动力驱动装置的输出端和卷收辊连接在一起。
[0040]
进一步,在步骤(1)中,通过熔喷装置加工出熔喷布。
[0041]
进一步,所述熔喷装置包括加工出熔喷布的熔喷设备。
[0042]
进一步,所述熔喷设备包括持续输出熔喷布的熔喷喷头。
[0043]
进一步,所述熔喷装置还包括对熔喷布进行输送的输送装置,所述熔喷设备设于输送装置的上方,所述熔喷喷头的输出端朝向输送装置的上表面设置。
[0044]
进一步,在步骤(2)中,通过第二静电驻极装置对熔喷布进行静电驻极处理。
[0045]
进一步,所述第二静电驻极装置包括对熔喷布进行静电驻极处理的第二静电驻极发生器。
[0046]
进一步,所述第二静电驻极发生器的输出端朝向熔喷布的上表面设置。
[0047]
进一步,所述熔喷设备、第二静电驻极装置、静电覆膜机构、加热装置、热合装置和卷收装置沿输送装置的输送方向依次设置;所述熔喷设备、第二静电驻极装置、静电覆膜机构、加热装置和热合装置均设于输送装置的上方。
[0048]
采用上述结构后,本发明涉及的一种改良型熔喷布制备方法,其至少有以下有益效果:
[0049]
通过熔喷设备的熔喷喷头持续向输送装置输出熔喷布后,对熔喷布进行静电驻极处理,提高熔喷布的过滤效率;通过对熔喷布的上表面进行覆膜处理,有效防止了熔喷布在输送过程中的静电流失,同时防止了熔喷布在输送过程中受到污染,有效保持了熔喷布的过滤效率,同时保护膜与熔喷布的接触面同样带有与熔喷布驻极处理后相同极性的电荷,更大程度的保护熔喷布上存在的静电;通过将熔喷布和保护膜热合连接在一起,使熔喷布和保护膜的连接结构更稳定,在需要使用时将保护膜撕掉,便于使用。
附图说明
[0050]
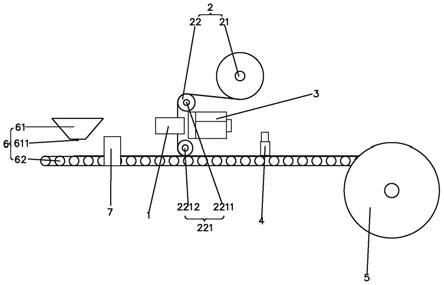
图1为本发明涉及一种改良型熔喷布制备方法的制备流水线的结构示意图;
[0051]
图2为本发明涉及一种改良型熔喷布制备方法的热合部件的结构示意图;
[0052]
图3为本发明涉及一种改良型熔喷布制备方法的卷收装置的结构示意图。
[0053]
图中:1-静电驻极装置,2-覆膜装置,21-供膜装置,22-导向装置,221-导向部件,2211-横向导向部,2212-纵向导向部,3-加热装置,4-热合装置,41-热合部件,411-热合辊,412-热合安装座,4111-第一滚轮,4112-第二滚轮,4113-热合杆,4114-通道,5-卷收装置,51-卷收部件,511-卷收辊,512-封闭部,5121-第一遮挡部,5122-第二遮挡部,6-熔喷装置,61-熔喷设备,611-熔喷喷头,62-输送装置,7-第二静电驻极装置。
具体实施方式
[0054]
为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
[0055]
如图1至图3所示,本发明的一种改良型熔喷布制备方法,包括如下步骤:
[0056]
(1)加工出熔喷布;
[0057]
(2)对熔喷布进行静电驻极处理;
[0058]
(3)对熔喷布的上表面进行覆膜处理,使熔喷布的上表面形成保护膜;
[0059]
(4)对熔喷布和保护膜进行热合处理。
[0060]
这样,通过熔喷设备61的熔喷喷头611持续向输送装置62输出熔喷布后,对熔喷布进行静电驻极处理,提高熔喷布的过滤效率;通过对熔喷布的上表面进行覆膜处理,有效防
止了熔喷布在输送过程中的静电流失,同时防止了熔喷布在输送过程中受到污染,有效保持了熔喷布的过滤效率,同时保护膜与熔喷布的接触面同样带有与熔喷布驻极处理后相同极性的电荷,更大程度的保护熔喷布上存在的静电;通过将熔喷布和保护膜热合连接在一起,使熔喷布和保护膜的连接结构更稳定,在需要使用时将保护膜撕掉,便于使用。
[0061]
优选地,为了更有效地保护熔喷布上的静电,在步骤(3)中,使保护膜带电,且所带电荷与熔喷布所带电荷的极性相同。具体地,保护膜为保鲜膜,保鲜膜的材质为pvc、pe或pvdc任一种,保鲜膜易于与熔喷布贴合,且容易在需要使用时分离。
[0062]
优选地,通过静电覆膜机构对保护膜进行静电驻极处理,和将带电的保护膜覆在熔喷布的上表面,防止驻极处理后的熔喷布静电流失。
[0063]
优选地,静电覆膜机构包括对保护膜进行驻极处理的第一静电驻极装置1,和沿熔喷布的输送方向对熔喷布进行覆膜的覆膜装置2。通过第一静电驻极装置1对保护膜进行静电驻极处理后,带有静电的保护膜贴附于熔喷布上,防止熔喷布在输送过程中静电流失,防止熔喷布受到污染,保证了熔喷布的过滤效率。
[0064]
优选地,覆膜装置2包括向熔喷布的上表面进行供膜的供膜装置21。通过供膜装置21持续输送保护膜。
[0065]
优选地,覆膜装置2还包括引导保护膜输送方向的导向装置22。通过导向装置22对保护膜的输送方向进行导向。
[0066]
优选地,导向装置22包括引导保护膜改变输送方向的导向部件221。通过导向部件221对保护膜的输送方向进行导向。
[0067]
优选地,导向部件221包括对保护膜进行横向导向的横向导向部2211,和对保护膜进行纵向导向的纵向导向部2212。通过横向导向部2211和纵向导向部2212,使保护膜先水平输送后再竖直输送。
[0068]
优选地,横向导向部2211包括横向导向辊。通过横向导向辊,使保护膜进行水平输送。
[0069]
优选地,纵向导向部2212包括纵向导向辊,纵向导向辊和熔喷布之间具有保护膜穿过的间隙。通过纵向导向辊,使保护膜竖向输送。
[0070]
优选地,为了使保护膜的输送更稳定,纵向导向辊位于横向导向辊的下方,横向导向辊和纵向导向辊的轴线均水平设置,横向导向辊和纵向导向辊的轴线平齐设置。
[0071]
优选地,第一静电驻极装置1包括对保护膜与熔喷布的接触面进行静电驻极处理的第一静电驻极发生器。通过第一静电驻极发生器设于横向导向辊和纵向导向辊之间,对保护膜进行驻极处理,使保护膜贴附于熔喷布上更容易维持熔喷布上的静电。
[0072]
优选地,为了提高对保护膜静电驻极处理的效率,第一静电驻极发生器设于横向导向辊和纵向导向辊之间,第一静电驻极发生器的输出端朝向保护膜的下表面设置。
[0073]
优选地,为了使保护膜更容易形成于熔喷布的上表面,还包括在保护膜和熔喷布贴合之间对保护膜进行预加热的加热装置3。
[0074]
优选地,加热装置3包括热风机;热风机的出风口朝向保护膜的上表面设置。通过热风机向保护膜吹出热风,对保护膜进行预加热,使保护膜受热软化,更容易贴附于熔喷布的上表面;具体地,保护膜的软化温度为50-70℃。
[0075]
优选地,保护膜的软化温度为60℃。
[0076]
优选地,在步骤(4)中,通过热合装置4将熔喷布的上表面和保护膜的下表面粘附在一起。
[0077]
优选地,热合装置4包括对保护膜进行加热软化的热合部件41。通过热合部件41,使保护膜和熔喷布的连接结构更稳定。
[0078]
优选地,热合部件41包括与保护膜的上表面相接触的热合辊411,和支撑热合辊411的热合安装座412,热合安装座412的下表面形成容置热合辊411的凹槽,热合辊411装配于凹槽内,热合辊411的两端分别与凹槽的两边内侧壁转动连接。通过热合辊411在保护膜的上表面不断转动,使保护膜和熔喷布的连接结构更稳定。
[0079]
优选地,热合辊411包括将保护膜的一侧向下压形成第一台阶的第一滚轮4111,将保护膜的另一侧向下压形成第二台阶的第二滚轮4112,和将保护膜与熔喷布热合连接在一起的热合杆4113;第一滚轮4111设于热合杆4113的一端并和热合杆4113转动连接,第二滚轮4112设于热合杆4113的另一端并和热合杆4113转动连接。通过第一滚轮4111、第二滚轮4112和热合杆4113,使熔喷布两边的保护膜向下贴合输送装置62,形成台阶,使保护膜完全封闭熔喷布的两侧边,防止污染物从熔喷布的两侧边污染熔喷布,保证熔喷布的过滤效率;具体地,保护膜的宽度尺寸大于熔喷布的宽度尺寸。
[0080]
优选地,第一滚轮4111和第二滚轮4112的直径尺寸均大于热合杆4113的直径尺寸,第一滚轮4111、热合杆4113和第二滚轮4112之间形成熔喷布通过的通道4114,通道4114的高度尺寸大于熔喷布的厚度尺寸。为了防止热合杆4113在对保护膜和熔喷布进行热合时破坏熔喷布的结构,熔喷布通过的通道4114的高度尺寸大于熔喷布的厚度尺寸,使熔喷布不会被热合杆4113压到,避免了破坏熔喷布的立体网状结构,保证了熔喷布的过滤效率。
[0081]
优选地,为了提高热合效率,热合杆4113内配设有电加热器。
[0082]
优选地,热合部件41还包括驱动热合辊411转动的第一动力驱动装置;第一动力驱动装置的输出端和热合辊411连接在一起。通过第一动力驱动装置驱动热合辊411不断转动对保护膜和熔喷布进行热合,防止保护膜粘附在热合辊411上;具体地,第一动力驱动装置为电机驱动。
[0083]
优选地,为了便于熔喷布的后续使用,在步骤(4)之后,通过卷收装置5将覆膜好的熔喷布卷收起来。
[0084]
优选地,为了便于对熔喷布进行卷收,卷收装置5包括逐渐将粘附在一起的保护膜和熔喷布卷收起来的卷收部件51。
[0085]
优选地,为了便于对熔喷布进行卷收,卷收部件51包括逐渐将粘附在一起的保护膜和熔喷布卷收起来的卷收辊511。
[0086]
优选地,为了避免熔喷布的两侧边被污染物污染,卷收部件51还包括用于封闭卷收起来的熔喷布和保护膜侧边的封闭部512。
[0087]
优选地,封闭部512包括设于卷收辊511一端的第一遮挡部5121,和设于卷收辊511另一端的第二遮挡部5122;第一遮挡部5121和第二遮挡部5122的直径尺寸均大于卷收辊511的直径尺寸。通过第一遮挡部5121和第二遮挡部5122,遮挡住熔喷布的两侧边,避免了熔喷布的两侧边被污染物污染的问题。
[0088]
优选地,卷收装置5还包括驱动卷收辊511转动的第二动力驱动装置;第二动力驱动装置的输出端和卷收辊511连接在一起。通过第二动力驱动装置驱动卷收辊511转动,使
卷收辊511逐渐将熔喷布卷收起来;具体地,第二动力驱动装置为电机驱动。
[0089]
优选地,在步骤(1)中,通过熔喷装置6加工出熔喷布。
[0090]
优选地,熔喷装置6包括加工出熔喷布的熔喷设备61。通过熔喷设备61加工出熔喷布。
[0091]
优选地,熔喷设备61包括持续输出熔喷布的熔喷喷头611。通过熔喷喷头611持续输出熔喷布。
[0092]
优选地,熔喷装置6还包括对熔喷布进行输送的输送装置62,熔喷设备61设于输送装置62的上方,熔喷喷头611的输出端朝向输送装置62的上表面设置。输送装置62包括输送带,和驱动输送带输送的输送驱动装置;输送驱动装置包括主动辊、从动辊和动力电机,输送带缠绕主动辊和从动辊设置,动力电机的输出端和主动辊连接在一起;动力电机驱动主动辊转动,主动辊带动输送带输送,熔喷喷头611的输出端朝向输送带的上表面,熔喷喷头611持续向输送带的上表面输出熔喷布,使输送带逐渐将熔喷布向覆膜装置2的方向输送。
[0093]
优选地,在步骤(2)中,通过第二静电驻极装置71对熔喷布进行静电驻极处理。
[0094]
优选地,第二静电驻极装置71包括对熔喷布进行静电驻极处理的第二静电驻极发生器。第二静电驻极发生器对熔喷布进行驻极处理,使熔喷布上带有静电,提高熔喷布的过滤效率。
[0095]
优选地,为了提高熔喷布静电驻极效率,第二静电驻极发生器的输出端朝向熔喷布的上表面设置。
[0096]
优选地,为了提高熔喷布制备的效率,熔喷设备61、第二静电驻极装置71、静电覆膜机构、加热装置3、热合装置4和卷收装置5沿输送装置62的输送方向依次设置;熔喷设备61、第二静电驻极装置71、静电覆膜机构、加热装置3和热合装置4均设于输送装置62的上方。
[0097]
本发明的产品形式并非限于本案图示和实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1