一种定位热压硅胶治具的制作方法
[0001]
本实用新型涉及热压治具技术领域,特别是一种定位热压硅胶治具。
背景技术:
[0002]
热压压力、热压温度和热压时间称为热压工艺三要素。实际热压过程是板坯状态(木材原料、胶粘剂、含水率等)与热压要素综合作用的结果。
[0003]
布匹热压成型时,由于贴合面积较大,且不在一个平面,按照以往硬热压很难达到效果。布匹在热压时,无法确保工作时布匹没有卷曲、热压不匀等现象。
[0004]
为此我们研发了一种定位热压硅胶治具,用以解决以上缺点。
技术实现要素:
[0005]
本实用新型目的是为了克服现有技术的不足而提供一种定位热压硅胶治具,具有降低成本,加热均匀,确保布匹热压平整等优点。
[0006]
为达到上述目的,本实用新型采用的技术方案是:一种定位热压硅胶治具,包括一热压组件、一基座定位板组件与多个导柱,所述导柱上穿设有一t形的法兰轴承,所述热压组件的顶端中心位置设有一气缸连接件,所述气缸连接件的水平两侧各设有一l形的卡块,所述卡块设置在所述热压组件的顶端处,所述法兰轴承与所述热压组件滑动连接,所述导柱与所述基座定位板组件固定连接,所述热压组件通过所述气缸连接件将布匹热压在所述基座定位板组件内,所述基座定位板组件将热压后的布匹顶出。
[0007]
优选的,所述热压组件包括自上而下依次连接的一下压导向板、一热压板与一承载上板,所述承载上板的底端处为内凹的y形结构,并且设有一上板仿形硅胶层。
[0008]
优选的,所述承载上板的侧面设有多个均布的盲孔,所述盲孔内插设有一加热棒。
[0009]
优选的,所述基座定位板组件包括依顺时针方向设置的一第五定位板、一第四定位板、一第二定位板、一第一定位板、一第六定位板与一第三定位板,以及设置在所述第一定位板、所述第二定位板、所述第三定位板、所述第四定位板、所述第五定位板与所述第六定位板底端处的一y形内凸的定位底板,所述定位底板为中空的阶梯形结构。
[0010]
优选的,所述定位底板的底端处设有一面板,所述面板与所述导柱的底端处固定连接。
[0011]
优选的,所述第一定位板、所述第二定位板、所述第三定位板、所述第四定位板、所述第五定位板与所述第六定位板构成内凸的y 形结构,并且顶端处与所述承载上板压接。
[0012]
优选的,所述定位底板上竖直穿设有至少4个顶出气缸。
[0013]
优选的,所述第一定位板、所述第二定位板、所述第四定位板、所述第五定位板与所述第六定位板的侧壁上都设有至少一个气孔。
[0014]
优选的,两所述导柱的顶端处设有一气缸固定板,所述气缸固定板设置在所述基座定位板组件宽度方向上。
[0015]
由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
[0016]
1.本实用新型所述定位热压硅胶治具,布匹在上板仿形硅胶层下自动热压,节省人力,降低生产成本;
[0017]
2.加热棒分布均匀,确保热压板热压时温度一致;
[0018]
3.上板仿形硅胶层确保布匹热压后平整,没有褶皱;
[0019]
4.布匹气孔位置可调,连接的吸盘位置可调,能够适应不同大小的布匹;
[0020]
5.加热棒连接至完备的电控系统,确保热压温度、时间等参数可调;
[0021]
6.该治具周围设置安全防护光栅、双手启动按钮等保护措施,保证操作员生产安全。
附图说明
[0022]
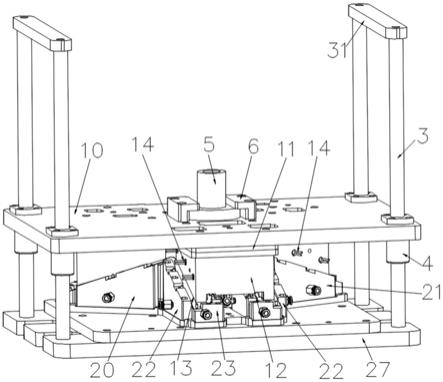
附图1为本实用新型所述定位热压硅胶治具的立体图。
[0023]
附图2为本实用新型所述定位热压硅胶治具的结构示意图。
[0024]
附图3为本实用新型所述定位底板的顶部结构示意图。
[0025]
附图4为本实用新型所述承载上板的底部结构示意图。
具体实施方式
[0026]
下面结合附图及具体实施例对本实用新型作进一步的详细说明。
[0027]
附图1至附图4中,一种定位热压硅胶治具,包括一热压组件、一基座定位板组件与多个导柱3。该治具占用空间小,加热均匀。
[0028]
导柱3上穿设有一t形的法兰轴承4,热压组件的顶端中心位置设有一气缸连接件5,气缸连接件5的水平两侧各设有一l形的卡块6,卡块6设置在热压组件的顶端处,法兰轴承4与热压组件滑动连接,导柱3与基座定位板组件固定连接,热压组件通过气缸连接件5 将布匹热压在基座定位板组件内,基座定位板组件将热压后的布匹顶出。
[0029]
为了确保布匹热压后平整,没有褶皱,热压组件包括自上而下依次连接的一下压导向板10、一热压板11与一承载上板12,承载上板 12的底端处为内凹的y形结构,并且设有一上板仿形硅胶层13。
[0030]
为了确保热压板热压时温度一致,承载上板12的侧面设有多个均布的盲孔121,盲孔121内插设有一加热棒14,9根加热棒14均匀将热压组件均匀加热,由于贴合面积较大,且不在一个平面,按照以往硬热压很难达到效果,现采用承载上板12底端镶嵌上板仿形硅胶层13的方式完成热压。产品仿形硅胶均匀覆盖产品,确保工作时布匹没有卷曲、热压不匀等现象,加热棒14连接至电控系统,便于热压温度和时间等的参数调节。
[0031]
塑胶产品准确放入基座定位板组件,将布匹均匀覆盖在产品上部,通过真空方式将布匹固定,基座定位板组件包括依顺时针方向设置的一第五定位板20、一第四定位板21、一第二定位板22、一第一定位板23、一第六定位板24与一第三定位板25,以及设置在第一定位板23、第二定位板22、第三定位板25、第四定位板21、第五定位板20与第六定位板24底端处的一y形内凸的定位底板26,定位底板26为中空的阶梯形结构。承载上板12底端处设有一凹槽122,凹槽122压接在第二定位板22、第一定位板23上。
[0032]
定位底板26的底端处设有一面板27,面板27与导柱3的底端处固定连接。
[0033]
第一定位板23、第二定位板22、第三定位板25、第四定位板21、第五定位板20与第
六定位板24构成内凸的y形结构,并且顶端处与承载上板12压接。
[0034]
定位底板26上竖直穿设有至少4个顶出气缸28。4个顶出气缸 28呈等腰梯形形状设置。
[0035]
第一定位板23、第二定位板22、第四定位板21、第五定位板20 与第六定位板24的侧壁上都设有至少一个气孔29,气孔29连接的吸盘位置可调,能够适应不同大小的布匹。
[0036]
该治具通过外接气缸动作,气缸连接至气缸连接件5,两导柱3 的顶端处设有一气缸固定板31,气缸固定板31设置在基座定位板组件宽度方向上。
[0037]
本定位热压硅胶治具的工作原理如下:
[0038]
1、操作员将产品放入定位底板26上,然后通过6个定位板将布覆盖在塑胶产品上方。
[0039]
2、加热棒14均匀将上侧热压板11加热,操作员按下启动按钮,热压板11匀速均匀将布加热,上板仿形硅胶层13确保布均匀覆盖产品,不会发生褶皱、卷曲等现象,同时通过电控系统精准控制温度、热压时间等重要参数。
[0040]
3、热压完成后热压板11自动升到安全位置,顶出气缸28直接将产品从定位底板26上顶出。
[0041]
4、操作员将成品取出,重新将待加工产品放入定位底板26上,按下双手启动按钮进行加工。
[0042]
以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1