一种能灭活病毒的口罩材料生产线的制作方法
1.本实用新型涉及熔喷布制备技术,尤其涉及一种能灭活病毒的口罩材料生产线。
背景技术:
2.口罩是一种卫生用品,戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫、病毒等物质的作用,传统口罩多采用无纺布和熔喷布结合。
3.熔喷布是口罩最核心的材料,熔喷布是以聚丙烯为主要原料的过滤材料。其纤维直径可以达到1~5微米,这些具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性,可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料及擦拭布等领域。
4.现有技术中,熔喷布一般是通过聚丙烯熔融挤压、计量、熔喷模头组件、溶体细流拉伸、冷却和接收等工序制备的,经过上述工序制备得到的熔喷布的纤维直径在0.5
‑
10微米之间,具有空隙多、结构蓬松的结构特点,且抗皱效果好,上述结构和效果使得熔喷布具有较好的过滤性,被广泛应用于口罩等过滤产品或者行业中。但是,在实际使用中,人们发现上述熔喷布对于油性颗粒以及油性颗粒携带的病毒和细菌以及分子态分子和小颗粒过滤效果较差。不能对空气中的有毒有害物质(例如新冠病毒)进行消杀,不能满足人们日益增长的需求。亟待研发一种能灭活病毒的功能性熔喷布,功能性熔喷布的研发重点在于如何将功能性材料稳固吸附在熔喷布上。
5.人们尝试通过将活性炭与聚丙烯混合同步拉丝或者通过粘结剂与聚丙烯拉丝以粘结方式制备复合熔喷布,该熔喷布由于活性炭被聚丙烯或者粘结剂包裹,从而影响活性炭的表面活性,虽然可以稍微提高熔喷布的过滤效果,但是提高程度有限,难以达到人们期望的效果。
6.还有研究者将石墨烯固定在熔喷布上的报道,如专利申请号: 2019100376120的实用新型涉及一种pm2.5口罩滤芯的制备方法。主要步骤为:首先采用hummers法制备氧化石墨烯,然后制备羧基化石墨烯,之后将一定量的pva、pet等粘合剂加入到不同浓度的羧基化石墨烯水溶液中,水浴搅拌 30min。采用静电纺丝法将所得的粘稠的溶液在无纺布上纺丝,制备石墨烯膜,用做石墨烯口罩滤芯。该实用新型采用湿法制备,产生大量废水,纤维中成分比较复杂,卫生等级不高。
7.还有研究通过静电方式,使粉末附着在物体表面,但静电对粉末的理化性能要求高,结合度差,通用性差。
技术实现要素:
8.本实用新型的目的在于,针对目前功能性熔喷布制造困难的问题,提出一种能灭活病毒的口罩材料生产线,该生产线能有效保障布料只在表面产生微融化,不会影响布料本身结构,将三层布料(包括能灭活病毒的熔喷布)紧密粘合在一起,形成单层能灭活病毒的口罩材料。
9.为实现上述目的,本实用新型采用的技术方案是:一种能灭活病毒的口罩材料生产线,包括熔喷布送料单元、低温压辊、收料单元、两个无纺布送料单元和两个高温气体发生单元;所述熔喷布送料单元和两个无纺布送料单元位于生产线前端,用于传送和加热熔喷布和无纺布,所述低温压辊位于生产线中端,用于压紧两层无纺布和熔喷布,所述收料单元位于生产线的后端,用于将制备得到的口罩材料缠绕收集;
10.所述两个无纺布送料单元设置在熔喷布送料单元两侧,所述两个无纺布送料单元与熔喷布送料单元间均设置有高温气体发生单元;所述熔喷布送料单元包括熔喷布送料机和熔喷布导向辊,所述无纺布送料单元包括无纺布送料机和无纺布预热辊,所述无纺布预热辊设置在无纺布送料单元传送的无纺布外侧。
11.进一步地,所述高温气体发生单元设置有两个高温蒸汽出口,两个高温蒸汽出口分别朝向邻近的无纺布和熔喷布。所述高温蒸汽出口为高压喷头,高温高压气体可均匀的将三层布料微融化。
12.进一步地,所述能灭活病毒的口罩材料生产线还包括熔喷布生产装置,所述熔喷布生产装置的熔喷布出口与熔喷布送料单元入口连通。
13.进一步地,所述熔喷布生产装置包括:送料辊、导向轴、预热辊、吸风机、高温压辊、烘干导向轴、收料辊、蒸汽喷嘴、高温气体喷嘴、流量粉浓度监测仪器、蒸汽发生器和液体搅拌机,所述送料辊、导向轴、预热辊、高温压辊、烘干导向轴和收料辊顺次设置,所述预热辊与高温压辊间物料(熔喷布)传送路径的一侧设置有吸风机,另一侧设置有蒸汽喷嘴和高温气体喷嘴,所述蒸汽喷嘴位于高温气体喷嘴上方,液体搅拌机出口与蒸汽发生器入口连通,所述蒸汽发生器出口通过管路与蒸汽喷嘴连通,所述蒸汽发生器与蒸汽喷嘴之间的管路上设置有流量粉浓度监测仪器。
14.本实用新型熔喷布生产装置中,预热压辊:压辊长度300mm直径中作用:将熔喷布预热。蒸汽发生器:将水与粉末混合液体雾化,通过水的易溶性,有效的将粉末融入熔喷布中。高温气体发生器:将熔喷布二次融化,使熔喷布产生粘性,易于粉末附着。高压喷头:通过高压热气,使高温蒸汽产生高压,可有效的将粉末渗透至熔喷布内部。高温烘干压辊:将通过高温蒸汽的熔喷布烘干压平。
15.采用上述生产线生产口罩材料的方法,包括以下步骤:
16.步骤1、将能灭活病毒的粉末与水混合、加热产生高温蒸汽;
17.步骤2、将高温蒸汽均匀喷洒在预热的熔喷布表面,通过热熔原理使能灭活病毒的粉末渗入熔喷布中;
18.步骤3、对熔喷布进行高温挤压烘干,得到能灭活病毒的熔喷布;
19.步骤4、先将两层无纺布预热,再通过高温气体将能灭活病毒的熔喷布和两层无纺布加热后低温压合,制备得到能灭活病毒的口罩材料,最后成卷打包。
20.进一步地,步骤1所述能灭活病毒的粉末与水的质量比为1:2
‑
5,优选为1:3。
21.进一步地,步骤1所述能灭活病毒的粉末包括但不限于能灭活新冠病毒的粉末,优选为由中国科学院化学与物理研究所生产的灭活病毒的多孔固体材料,公开号cn1552454a,一种用于吸附和灭活病毒的多孔固体材料及其应用。所述新冠病毒灭活颗粒真径5~10μm。比重和水比较接近,不溶于水,熔化温度1000℃以上,无毒、无味无害的白色粉末状。
22.进一步地,所述熔喷布上能灭活病毒的粉末的含量为5
‑
10g/m2,优选为 8g/m2。
23.进一步地,步骤2中所述熔喷布为成品熔喷布。
24.进一步地,步骤2中所述预热的熔喷布的温度为40~50摄氏度。
25.进一步地,步骤3所述高温挤压烘干的温度为140~170摄氏度,压力为 0.1
‑
0.3mpa,烘干时间为2
‑
5秒。优选的高温挤压烘干的温度为150~160摄氏度,优选压力为0.2mpa,优选烘干时间为4秒。
26.进一步地,步骤4中预热温度为40~50摄氏度,低温压合温度为100
‑
120 摄氏度,优选的预热温度为43
‑
48摄氏度,低温压合温度为105
‑
115摄氏度。
27.本实用新型的另一个目的还公开了一种能灭活病毒的口罩材料,采用上述能灭活病毒的口罩材料生产线制备而成。该口罩材料的熔喷布中包括能灭活病毒的粉末,且粘结稳定,该熔喷布不仅能阻隔细菌病毒,还能实现病毒的灭活。
28.本实用新型的另一个目的还公开了一种口罩,采用上述能灭活病毒的口罩材料。该口罩不仅能阻隔细菌病毒,还能实现病毒的灭活。
29.本实用新型能灭活病毒的口罩材料生产线的工作原理:将成品熔喷布固定在送料辊上面,使熔喷布可以稳定的向前送料,通过导向轴,将成品熔喷布阵列规则,不会出现褶皱现象,熔喷布通过低温预热辊进行预热,预热温度为40~50 摄氏度,使熔喷布产生轻微预热效果,以便进行下一道工序使用,在通过高温气体喷嘴过程中,熔喷布瞬间接收140~170摄氏度高温气体,通过0.2mpa的高压,使气体快速穿过熔喷布,将熔喷布瞬间发生轻微融化现象,使纤维表面产生粘度,在此过程前期,将消毒粉末及纯净水在液体搅拌机内进行混合,通过蒸汽发生器,使混合好的液体转变为水蒸气,通过水分子将消毒粉末带入蒸汽中悬浮,在蒸汽经过流量粉浓度监测仪器时,检测蒸汽内消毒粉末含量,浓度为40%~50%,经过检测的气体,与高温气体混合,产生高温蒸汽,通过蒸汽喷嘴的压力穿过经过轻微融化的熔喷布,使消毒粉末粘黏在经过轻微融化的熔喷布纤维上,剩余的气体及消毒粉末会被吸风机进行收集并重复利用,避免浪费,经过处理的高温压辊的时候,通过压辊的压力,使熔喷布纤维压实,并且进行熔喷布的烘干,烘干完成的熔喷布通过烘干导向轴,将处理完成的熔喷布通入熔喷布送料单元。
30.通过高温气体发生单元将布料进行微熔,使布料产生粘性,易于粘合在一起;通过无纺布预热辊对无纺布进行预热;将已经融合消杀粉末的熔喷布(第三次加热)与两层无纺布(进行二次加热后)紧密结合,形成一种全新的口罩材料,该材料一体成型,不会出现传统口罩三层分离起毛的现象。
31.本实用新型能灭活病毒的口罩材料生产线,与现有技术相比较具有以下优点:
32.(1)目前熔喷布熔点200摄氏度左右,而消杀病毒粉末熔点为1000摄氏度以上,两种材质很难结合在一起,因材质特性,附着的消杀病毒粉末无法控制均匀度及附着量,造成消杀病毒粉末附着不均与及不牢靠,消杀病毒粉末容易脱落,本实用新型通过蒸汽方式,将消杀病毒粉末附着及渗透至熔喷布内部,成功解决了消杀病毒粉末的均匀性与附着性。
33.(2)本实用新型在蒸汽喷涂前将熔喷布预热是因为:将熔喷布预热再次加热至熔点以下,使熔喷布纤维产生粘性,同时通过高温蒸汽的压力,将粉末带入熔喷布中,将消杀病毒粉末均匀、牢固附着在熔喷布纤维上,这样的方式可有效保证粉末的均匀度与附着度,成功制成含有灭活新冠病毒粉末的熔喷布。
34.3)实验证明本实用新型制备的能灭活病毒的熔喷布,能有效杀新型冠状病毒等病毒,应用范围广
35.4)使用500倍镜像显微镜观察,熔喷布内部消毒粉末含量完全达标,并且通过0.5mpa高压气体冲击,消毒粉末无掉落现象,完全符合使用标准。
36.5)本实用新型能灭活病毒的口罩材料生产线将已经融合消杀粉末的熔喷布 (第三次加热)与两层无纺布(进行二次加热后)紧密结合,形成一种全新的口罩材料,该材料一体成型,不会出现传统口罩三层分离起毛的现象。
37.6)灭活病毒熔喷布在生产完成后,经过第三次加热后,易产生硬化现象,导致布料变脆,同样,无纺布在经过二次加热后,同样会产生布料变硬问题,此时将三层布料结合后,将会影响口罩的透气性及舒适度;本设备采用温控预热功能,可有效保障布料只在表面产生微融化,不会影响布料本身结构,并且是三层布料紧密粘合在一起,形成单层布料,确保了口罩的功能性,同时增强了口罩的舒适性,是一种新型的口罩样式。
附图说明
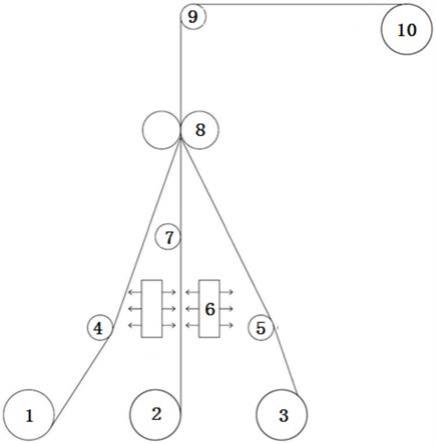
38.图1为本实用新型能灭活病毒的口罩材料生产线的示意图;
39.图2为能灭活病毒的口罩材料的生产原理;
40.图3为熔喷布生产装置的示意图;
41.图4为本实用新型能灭活病毒的熔喷布的500倍镜像显微镜图。
具体实施方式
42.以下结合实施例对本实用新型进一步说明:
43.实施例1
44.本实施例公开了一种能灭活病毒的口罩材料生产线,其结构如图1所示,包括熔喷布送料单元、低温压辊8、收料单元10、第一无纺布送料单元、第二无纺布送料单元、两个高温气体发生单元6和熔喷布生产装置,所述熔喷布生产装置的熔喷布出口与熔喷布送料单元入口连通;所述熔喷布送料单元和两个无纺布送料单元位于生产线前端,用于传送和加热熔喷布和无纺布,所述低温压辊8位于生产线中端,用于压紧两层无纺布和熔喷布,所述收料单元10位于生产线的后端,用于将制备得到的口罩材料缠绕收集,所述低温压辊8与收料单元10之间还设置有导向辊9;
45.所述第一无纺布送料单元、第二无纺布送料单元分别设置在熔喷布送料单元两侧,所述两个无纺布送料单元与熔喷布送料单元间均设置有高温气体发生单元6,所述高温气体发生单元6设置有两个高温蒸汽出口,两个高温蒸汽出口分别朝向邻近的无纺布和熔喷布。所述高温蒸汽出口为高压喷头,高温高压气体可均匀的将三层布料微融化。
46.所述熔喷布送料单元包括熔喷布送料机2和熔喷布导向辊7,所述第一无纺布送料单元包括第一无纺布送料机1和第一无纺布预热辊4,所述第二无纺布送料单元包括第二无纺布送料机3和第二无纺布预热辊5,所述第一无纺布预热辊 4和第二无纺布预热辊5设置在无纺布送料单元传送的无纺布外侧。
47.沿熔喷布传送路径方向,所述第一无纺布预热辊4和第二无纺布预热辊5 位于高温气体发生单元6之前。
48.所述熔喷布生产装置其结构如图3所示,包括:送料辊11、导向轴12、预热辊13、吸风机14、高温压辊15、烘干导向轴16、收料辊17、蒸汽喷嘴18、高温气体喷嘴19、流量粉浓度监测仪器20、蒸汽发生器21和液体搅拌机22,所述送料辊11、导向轴12、预热辊13、高温压辊15、烘干导向轴16和收料辊 17顺次设置,所述预热辊13与高温压辊15间物料(熔喷布)传送路径的一侧设置有吸风机14,另一侧设置有蒸汽喷嘴18和高温气体喷嘴19,所述蒸汽喷嘴18位于高温气体喷嘴19上方,液体搅拌机22出口与蒸汽发生器21入口连通,所述蒸汽发生器21出口通过管路与蒸汽喷嘴18连通,所述蒸汽发生器21 与蒸汽喷嘴18之间的管路上设置有流量粉浓度监测仪器20。
49.本实用新型能灭活病毒的口罩材料生产线的工作原理:将成品熔喷布固定在送料辊11上面,使熔喷布可以稳定的向前送料,通过导向轴12,将成品熔喷布阵列规则,不会出现褶皱现象,熔喷布通过低温预热辊13进行预热,预热温度为40~50摄氏度,使熔喷布产生轻微预热效果,以便进行下一道工序使用,在通过高温气体喷嘴19过程中,熔喷布瞬间接收140~170摄氏度高温气体,通过0.2mpa的高压,使气体快速穿过熔喷布,将熔喷布瞬间发生轻微融化现象,使纤维表面产生粘度,在此过程前期,将消毒粉末及纯净水在液体搅拌机22内进行混合,混合比例为1:3,使粉末与水混合为30%左右的液体,通过蒸汽发生器21,使混合好的液体转变为水蒸气,通过水分子将消毒粉末带入蒸汽中悬浮,在蒸汽经过流量粉浓度监测仪器20时,检测蒸汽内消毒粉末含量,浓度为 40%~50%,经过检测的气体,与高温气体混合,产生高温蒸汽,通过蒸汽喷嘴 18并以0.2mpa的压力穿过经过轻微融化的熔喷布,使消毒粉末粘黏在经过轻微融化的熔喷布纤维上,剩余的气体及消毒粉末会被吸风机14进行收集并重复利用,避免浪费,经过处理的高温压辊15的时候,通过压辊的200摄氏度高温及 20nm的压力,使熔喷布纤维压实,并且进行熔喷布的烘干,烘干完成的熔喷布通过烘干导向轴16,将处理完成的熔喷布阵列整齐,最后通过收料辊17将熔喷布送入熔喷布送料单元。
50.通过高温气体发生单元将布料进行微熔,使布料产生粘性,易于粘合在一起;通过无纺布预热辊对无纺布进行预热;将已经融合消杀粉末的熔喷布(第三次加热)与两层无纺布(进行二次加热后)紧密结合,形成一种全新的口罩材料,该材料一体成型,不会出现传统口罩三层分离起毛的现象。
51.本实用新型熔喷布蒸汽喷涂生产线中,预热压辊:压辊长度300mm直径中作用:将熔喷布预热。蒸汽发生器:将水与粉末混合液体雾化,通过水的易溶性,有效的将粉末融入熔喷布中。高温气体发生器:将熔喷布二次融化,使熔喷布产生粘性,易于粉末附着。高压喷头:通过高压热气,使高温蒸汽产生高压,可有效的将粉末渗透至熔喷布内部。高温烘干压辊:将通过高温蒸汽的熔喷布烘干压平。
52.实施例2
53.采用实施例1所述能灭活病毒的口罩材料生产线制备能灭活病毒的口罩材料,包括以下步骤:
54.步骤1、将能灭活病毒的粉末与水混合、加热产生高温蒸汽;步骤1所述能灭活病毒的粉末与水的质量比为1:3。步骤1所述能灭活病毒的粉末包括但不限于能灭活新冠病毒的粉末,优选为由中国科学院化学与物理研究所生产的灭活病毒的多孔固体材料,公开号cn1552454a,一种用于吸附和灭活病毒的多孔固体材料及其应用。所述新冠病毒灭活颗粒
真径5~10μm。比重和水比较接近,不溶于水,熔化温度1000℃以上,无毒、无味无害的白色粉末状。所述熔喷布上能灭活病毒的粉末的含量为8g/m2。
55.步骤2、将高温蒸汽均匀喷洒在预热的成品熔喷布表面,通过热熔原理使能灭活病毒的粉末渗入熔喷布中;所述预热的熔喷布的温度为45摄氏度。
56.步骤3、对熔喷布进行高温挤压烘干,最后成卷打包。所述高温挤压烘干的温度为150摄氏度,优选压力为0.2mpa,优选烘干时间为4秒。
57.步骤4、经过低温气体预热至45摄氏度,使无纺布及熔喷布表面发生轻微融化,产生粘性,而后,经过低温压辊(110摄氏度),将三层布料融合为一层口罩布料,此次融合,可保障制作完成的口罩不会产生变形,并且将消毒粉末更牢固的融合进熔喷布中,避免了在使用过程中发生消毒粉末脱落的现象,其流程如图2所示。
58.该口罩布料中熔喷布上能灭活病毒的粉末含量高,且粘结稳定。该熔喷布不仅能阻隔细菌病毒,还能实现病毒的灭活。本实用新型能灭活病毒的熔喷布的500倍镜像显微镜图如图4所示。
59.采用上述能灭活病毒的口罩布料制备的口罩不仅能阻隔细菌病毒,还能实现病毒的灭活。
60.实施例3
61.采用实施例1所述能灭活病毒的口罩材料生产线制备能灭活病毒的口罩材料,包括以下步骤:
62.步骤1、将能灭活病毒的粉末与水混合、加热产生高温蒸汽;步骤1所述能灭活病毒的粉末与水的质量比为1:4。步骤1所述能灭活病毒的粉末包括但不限于能灭活新冠病毒的粉末,优选为由中国科学院化学与物理研究所生产的灭活病毒的多孔固体材料,公开号cn1552454a,一种用于吸附和灭活病毒的多孔固体材料及其应用。所述新冠病毒灭活颗粒真径5~10μm。比重和水比较接近,不溶于水,熔化温度1000℃以上,无毒、无味无害的白色粉末状。所述熔喷布上能灭活病毒的粉末的含量为10g/m2。
63.步骤2、将高温蒸汽均匀喷洒在预热的成品熔喷布表面,通过热熔原理使能灭活病毒的粉末渗入熔喷布中;所述预热的熔喷布的温度为50摄氏度。
64.步骤3、对熔喷布进行高温挤压烘干,最后成卷打包。所述高温挤压烘干的温度为170摄氏度,压力为0.1mpa,烘干时间为5秒。
65.步骤4、经过低温气体预热至48摄氏度,使无纺布及熔喷布表面发生轻微融化,产生粘性,而后,经过低温压辊(115摄氏度),将三层布料融合为一层口罩布料,此次融合,可保障制作完成的口罩不会产生变形,并且将消毒粉末更牢固的融合进荣篷布中,避免了在使用过程中发生消毒粉末脱落的现象。
66.采用上述能灭活病毒的口罩布料制备的口罩不仅能阻隔细菌病毒,还能实现病毒的灭活。
67.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1