一种新型防护服面料的制备方法与流程
1.本发明涉及化学品防护领域,特别是指一种在多元化学品污染环境下具有可靠防护能力的防护服面料的制备方法。
背景技术:
2.随着我国经济活动的日益发展,化学工业作为我国的重要经济支柱,危化品的生产、运输、贮存、使用越来越频繁,社会生产与劳动保护领域对化学防护服的需求量非常巨大。除了生产环节对防化服的需求外,作为维护社会秩序安全稳定的军事、消防、公安等国家力量对化学防护服的需求量在近几年也成爆发式增长。
3.本公司在2020年申请的专利——202010390276.0,公开了一种新型防护服面料的制备方法,它能够对硫酸二甲酯、氨气、氯气、光气、氯化氢以及氢氰酸等6种常见的有毒化学物质进行有效防护,满足ga770-2008《消防员化学防护服装》的防护要求。
4.但是它的防护级别偏低,不具备广谱防护作用,特别是对丙酮、二硫化碳、二氯甲烷、二乙胺、乙酸乙酯等物质的防护性能较差,例如:丙酮的平均渗透时间只有22min,二氯甲烷的平均渗透时间甚至只有10分钟。
5.此外,在先申请(申请号202010390276.0)的“涂布”工艺较为繁杂,通常为了获得理想的防护效果,需要在基布上反复涂覆8层以上的混炼胶浆层,由于每涂覆一层,便需要在烘箱中单独进行加热烘干,因此极大地影响了生产效率。
技术实现要素:
6.本发明提供一种新型防护服面料的制备方法,其目的在于克服现有技术存在的应用领域窄的问题。
7.为了达到目的,本发明提供的技术方案如下:
8.一种新型防护服面料的制备方法,它包括以下步骤:
9.a、塑炼,将氯丁橡胶、丁腈橡胶以及氯磺化聚乙烯橡胶分别进行塑炼;
10.b、混炼,将上述各塑炼后的橡胶分别进行混炼,其中:
11.在塑炼后的氯丁橡胶中加入氧化锌、氧化镁、云母粉、白炭黑、硬脂酸、硼酸锌、三氧化二锑、松香、古马隆树脂、乙撑硫脲进行混炼并制成氯丁混炼胶。其质量份分别为:氯丁橡胶100份、氧化锌4-6份、氧化镁4-6份、云母粉20-30份、白炭黑10-20份、硬脂酸0.5-1.5份、硼酸锌30-50份、三氧化二锑30-50份、松香1-3份、古马隆树脂4-8份、乙撑硫脲0.3-1份;
12.在塑炼后的丁腈橡胶中加入氧化锌、硬脂酸、陶土、二硫化四甲基秋兰姆、n-环己基-2-苯并噻唑次磺酰胺以及硫磺进行混炼并制成丁腈混炼胶,其重量份数分别为:100份丁腈橡胶、4-6份氧化锌、0.5-2份硬脂酸、48-55份陶土、0.3-1份二硫化四甲基秋兰姆、0.8-2份n-环己基-2-苯并噻唑次磺酰胺以及1-2份硫磺;
13.在塑炼后的氯磺化聚乙烯橡胶中加入氧化镁、硬脂酸、云母粉、白炭黑、四硫化双戊撑秋兰姆、硫磺以及硼酸锌进行混炼并制成氯磺化聚乙烯混炼胶,其重量份数分别为:
100份氯磺化聚乙烯橡胶、4-6份氧化镁、0.8-2份硬脂酸、18-22份云母粉、8-20份白炭黑、1-2份四硫化双戊撑秋兰姆、3-5份季戊四醇以及28-35份硼酸锌;
14.c、混炼胶破碎,分别将上述混炼后的氯丁混炼胶、丁腈混炼胶以及氯磺化聚乙烯混炼胶切割成粒径≤5cm的颗粒;
15.d、胶浆制备,将上述各粉碎后的颗粒分别溶解于有机溶剂,其中:
16.氯丁混炼胶按照重量份数比1.5:1溶解于甲苯内,制成氯丁混炼胶浆;
17.丁腈混炼胶按照重量份数比1.5:1溶解于丙酮内,制成丁腈混炼胶浆;
18.氯磺化聚乙烯混炼胶按照重量份数比1:1溶解于甲苯内,制成氯磺化聚乙烯混炼胶浆;
19.e、涂布,在基布的正面分别涂覆至少一层上述各胶浆,每涂覆一层,分别进行加热烘干,以此制得复合层坯料;
20.f、硫化,将上述复合层坯料置于温度150—180℃以及硫化压力40-60kg/cm2的环境下进行硫化反应,持续3-5min,制得半成品面料;
21.g、贴合,将尼龙膜贴合于基布的背面,并最终制得成品面料。
22.在推荐的实施方式中,步骤b中:
23.氯丁橡胶和配合剂的重量份数分别为:氯丁橡胶100份、氧化锌4份、氧化镁5份、云母粉20份、白炭黑10份、硬脂酸0.5份、硼酸锌40份、三氧化二锑40份、松香1份、古马隆树脂5份、乙撑硫脲0.5份;
24.丁腈橡胶和配合剂的重量份数分别为:100份丁腈橡胶、5份氧化锌、1份硬脂酸、50份陶土、0.5份二硫化四甲基秋兰姆、1份n-环己基-2-苯并噻唑次磺酰胺以及1.5份硫磺;
25.氯磺化聚乙烯橡胶和配合剂的重量份数分别为:100份氯磺化聚乙烯橡胶、5份氧化镁、1份硬脂酸、20份云母粉、10份白炭黑、1.5份四硫化双戊撑秋兰姆、3份季戊四醇以及30份硼酸锌。
26.在推荐的实施方式中,步骤e中,所述基布的正面从内到外依次涂覆一层氯丁混炼胶浆、两层丁腈混炼胶浆以及一层氯磺化聚乙烯混炼胶浆。
27.在推荐的实施方式中,上述各层胶浆的涂覆厚度均为0.02mm。
28.在推荐的实施方式中,氯丁混炼胶浆在涂覆之前,需在氯丁混炼胶浆中以5:1的重量份数比加入架桥剂。
29.在推荐的实施方式中,步骤f之前,还需对步骤e中制得的复合层坯料的正反面喷洒橡胶隔离剂。
30.在推荐的实施方式中,步骤f中,硫化的温度为170℃,硫化压力50kg/cm2,持续3-5min。
31.在推荐的实施方式中,所述基布为聚酯纤维。
32.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
33.1、本发明的防护服由氯丁橡胶、丁腈橡胶以及氯磺化聚乙烯橡胶作为主要原料,按照相应的配方进行混炼,并制备成相应的胶浆逐层涂覆在基布的正面,再在基布的背面贴合尼龙膜,并最终制得成品面料。它具有广谱防护效果,能够真正适应各种复杂的化学污染环境,具有更为广阔的市场应用前景。
34.2、本发明在“涂布”工艺中只需涂覆4层左右的混炼胶浆层,不仅使得工艺更加简
单,而且极大地提升了生产效率。
具体实施方式
35.为进一步了解本发明的内容,结合实施例对本发明作详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
36.优选实施例
37.一种新型防护服面料的制备方法,它包括以下步骤:
38.1、塑炼,将氯丁橡胶、丁腈橡胶、氯磺化聚乙烯橡胶分别进行塑炼,目的是使生胶由弹性体变成可塑性物质,同时生胶的可塑性均匀可以为后续混练做准备。塑炼温度一般为40-70℃,时间为10-20min。
39.2、混炼,将氯丁橡胶、丁腈橡胶、氯磺化聚乙烯橡胶按照配方要求进行混练。目的是使得生胶中补入各种助剂,让混炼胶理化性能符合设计要求,符合自身的生产工艺条件,方便生产。比如补强剂提高强度,增塑剂提高流动符合硬度,特殊助剂提高电阻率,提高阻燃率,其它助剂提供良好的生产工艺等等。其具体配方如下:
40.氯丁橡胶配方(质量份)
41.氯丁橡胶100硼酸锌40氧化锌4三氧化二锑40氧化镁5松香1云母粉20古马隆树脂5白炭黑10乙撑硫脲0.5硬脂酸0.5
ꢀꢀ
42.丁腈橡胶配方(质量份)
43.丁腈橡胶100tmtd0.5氧化锌5cz1硬脂酸1硫磺1.5陶土50
ꢀꢀ
44.氯磺化聚乙烯橡胶配方(质量份)
45.氯磺化聚乙烯橡胶100白炭黑10氧化镁5dptt1.5硬脂酸1季戊四醇3云母粉20硼酸锌30
46.备注:tmtd
ꢀꢀ
二硫化四甲基秋兰姆
47.ꢀꢀꢀꢀꢀ
cz
ꢀꢀꢀꢀ
n-环己基-2-苯并噻唑次磺酰胺
48.ꢀꢀꢀꢀꢀ
dptt
ꢀꢀ
四硫化双戊撑秋兰姆
49.3、混炼胶破碎,分别将上述混炼后的氯丁混炼胶、丁腈混炼胶以及氯磺化聚乙烯混炼胶切割成粒径小于5公分的颗粒。主要目的是便于溶解搅拌,加快溶解速度。
50.4、胶浆制备,将上述各粉碎后的颗粒分别溶解于各自的有机溶剂,其中:
51.氯丁混炼胶按照重量份数比1.5:1溶解于甲苯内,制成氯丁混炼胶浆;
52.丁腈混炼胶按照重量份数比1.5:1溶解于丙酮内,制成丁腈混炼胶浆;
53.氯磺化聚乙烯混炼胶按照重量份数比1:1溶解于甲苯内,制成氯磺化聚乙烯混炼胶浆;
54.5、过滤,分别过滤步骤4的各种胶浆中的未溶解颗粒和杂质,过滤的主要目的是使得到的胶浆统一均匀,保证胶浆满足涂层(涂覆)的要求。
55.6、在氯丁混炼胶浆中以5:1的重量份数比加入架桥剂,并搅拌均匀。配合混炼过程中加入的古马隆。两者配合使得基布和橡胶界面的剥离强度高达1.8kn/m,《ga770-2008消防员化学防护服装》指标为0.78kn/m,测试结果为指标值得2倍多。假如完全采用架桥剂喷涂也可以获得较大的剥离强度,但由于架桥剂价格昂贵,使得成本非常高。
56.7、涂布,基布(本实施例采用0.22mm厚度的聚酯纤维),正面从内到外依次涂覆一层氯丁混炼胶浆、两层丁腈混炼胶浆以及一层氯磺化聚乙烯混炼胶浆。
57.具体的:
58.①
采用氯丁混炼胶浆在基布正面涂覆一遍,烘箱采用连续阶梯式升温,加热烘干。保证胶浆内部的溶剂尽量挥发。
59.②
采用丁腈混炼胶浆涂覆两遍,加热烘干。胶布从烘道出来后再经过冷却辊降温,避免的胶布出现粘辊现象。
60.③
表层采用氯磺化聚乙烯橡胶涂覆一遍。
61.本实施例中上述各胶浆层的单次涂覆厚度为0.02mm,并且涂覆过程在涂布装置内进行,每涂覆一层,便在连续式烘箱进行加热烘干,加热温度为100℃,持续时间为12min。以此制得复合层坯料。需要指出的是,涂布装置在涂覆过程中,每次的涂覆厚度一般为0.02mm,每次的涂覆厚度不宜超过0.03mm,否则容易造成胶浆的流动和厚薄不均。
62.8、喷洒橡胶隔离剂,在制得的复合层坯料喷洒橡胶隔离剂。防止橡胶与橡胶之间的粘连。
63.9、硫化,复合层坯料的硫化采用鼓式硫化机,胶面直接与不锈钢带和硫化辊接触,硫化的胶布表面手感柔软卫生,彻底摆脱了滑石粉罐式硫化生产的胶布产品“脏、乱、差”的形象。其具体过程如下:
64.①
清洁硫化机硫化辊和钢带的卫生。
65.②
设定硫化的参数,硫化时间为3-5min,硫化温度采用170℃,硫化压力采用50kg/cm2。等待设备达到产品的硫化条件。
66.③
将复合层坯料平整的送入硫化机。复合层坯料与硫化辊和钢带接触,采用氟素脱模剂,杜绝橡胶粘辊和钢带现象。
67.④
硫化完成后,得到一块外观整洁,质地均匀,紧密性好的半成品面料。
68.10、贴合,将0.05mm的尼龙膜贴合于半成品面料的背面(基布的背面),并最终制得成品面料(防护服面料)。
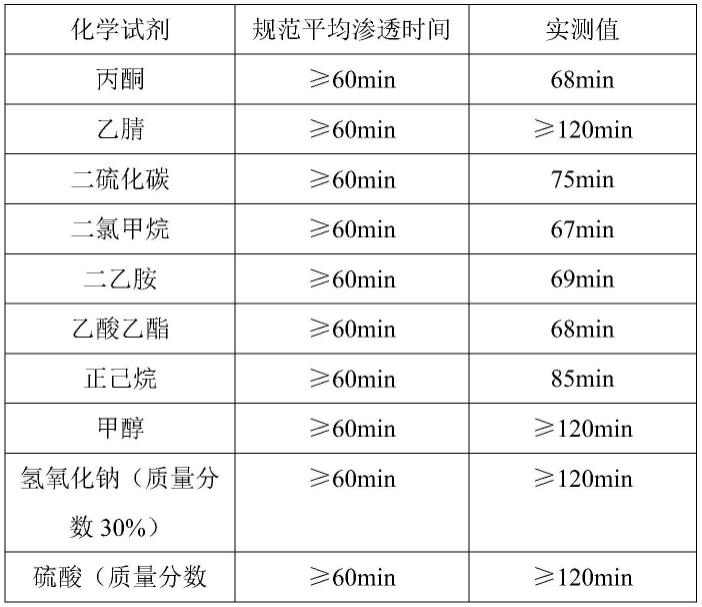
69.结合以上步骤,便能生产出本实施的防护服面料,该防护服面料除去基布外,正反面共有4层橡胶层和一层尼龙膜,其厚度只有约0.2mm,单位面积的重量为400g/m2左右。对该产品化学测试得到下表:
70.表1为优选实施例成品面料各项化学渗透性能的检测结果和标准值的对比
[0071][0072][0073]
从表1可以看出,该防护服面料不仅能对硫酸二甲酯、氨气、氯气、光气、氯化氢以及氢氰酸等6种常见的有毒化学物质进行有效防护,而且对丙酮、乙腈二硫化碳等12种工业化学品也具备良好的防护效果,因此由本发明的制备方法制成的新型防护服面料具有广谱防护作用,市场应用前景更为广泛。
[0074]
对比例一
[0075]
对比例一跟上述优选实施例工艺相比,其主要区别在于,对比例一中将基布背面的尼龙膜替换成跟基布正面相同的橡胶层,具体的,就是在“涂布”工序中,待基布的正面涂
覆完成后,基布反面采用相同涂层工艺由内层向外层依次涂覆多层跟基布正面相同的混炼胶层,并最终制得成品面料。
[0076]
经过对该对比例一防护服料的化学测试得到下表:
[0077]
表2为对比例一成品面料各项化学渗透性能的检测结果和标准值的对比
[0078][0079][0080]
从表2可以看出,对比例一制成的成品面料虽然能对氨气、氯气、光气、氯化氢等多种常见的有毒化学物质进行有效防护,但是对丙酮、乙腈二硫化碳等工业化学品的防护效果并不理想。
[0081]
对比例二
[0082]
对比例二跟优选实施例的工艺基本相同,其主要区别在于,对比例二中,采用的是2020年申请的专利号202010390276.0《一种防护服面料制备方法》中的橡胶。具体如下:
[0083]
1、塑炼,将氟橡胶、丁腈橡胶、丁基橡胶、氯磺化聚乙烯橡胶分别进行塑炼,目的是使生胶由弹性体变成可塑性物质,同时生胶的可塑性均匀可以为后续混练做准备。塑炼温度一般为40-70℃,时间为10-20min。
[0084]
2、混炼,将氟橡胶、丁腈橡胶、丁腈橡胶、氯磺化聚乙烯橡胶按照配方要求进行混练。目的是使得生胶中补入各种助剂,让混炼胶理化性能符合设计要求,符合自身的生产工艺条件,方便生产。比如补强剂提高强度,增塑剂提高流动符合硬度,特殊助剂提高电阻率,提高阻燃率,其它助剂提供良好的生产工艺等等。其具体配方如下:
[0085]
氟橡胶配方(质量份)
[0086]
氟橡胶100氧化镁3白炭黑45苄基三本基氯化磷0.8份双酚af12古马隆5
[0087]
丁腈橡胶配方(质量份)
[0088]
丁腈橡胶100tmtd0.5氧化锌5cz1硬脂酸1硫磺1.5陶土50
ꢀꢀ
[0089]
丁基橡胶配方(质量份)
[0090]
丁基橡胶100tmtd1氧化锌5dm1.5硬脂酸1硫磺1.5陶土20氯化石蜡30
[0091]
氯磺化聚乙烯(海泊隆)橡胶配方(质量份)
[0092]
氯磺化聚乙烯橡胶100白炭黑1氧化镁5dptt1.5硬脂酸1硫磺1.5云母粉20硼酸锌30
[0093]
备注:tmtd
ꢀꢀ
二硫化四甲基秋兰姆
[0094]
ꢀꢀꢀꢀꢀ
cz
ꢀꢀꢀꢀ
n-环己基-2-苯并噻唑次磺酰胺
[0095]
ꢀꢀꢀꢀꢀ
dm
ꢀꢀꢀꢀ
2、2'-二硫代二苯并噻唑
[0096]
ꢀꢀꢀꢀꢀ
dptt
ꢀꢀ
四硫化双戊撑秋兰姆
[0097]
3、混炼胶破碎,分别将上述混炼后的氟橡胶混炼胶、丁腈混炼胶、丁基混炼胶以及氯磺化聚乙烯混炼胶切割成粒径小于5公分的颗粒。主要目的是便于溶解搅拌,加快溶解速度。
[0098]
4、胶浆制备,将上述各粉碎后的颗粒分别溶解于各自的有机溶剂,其中:
[0099]
氟橡胶混炼胶按照重量份数比1.2:1溶解于丙酮内,制成丙酮混炼胶浆;
[0100]
丁腈混炼胶按照重量份数比1.5:1溶解于丙酮内,制成丁腈混炼胶浆;
[0101]
丁基混炼胶按照重量份数比0.9:1溶解于溶剂汽油内,制成丁基混炼胶浆;
[0102]
氯磺化聚乙烯混炼胶按照重量份数比1:1溶解于甲苯内,制成氯磺化聚乙烯混炼胶浆;
[0103]
5、过滤,分别过滤步骤4的各种胶浆中的未溶解颗粒和杂质,过滤的主要目的是使得到的胶浆统一均匀,保证胶浆满足涂层(涂覆)的要求。
[0104]
6、在氟橡胶混炼胶浆中以5:1的重量份数比加入架桥剂,并搅拌均匀。配合混炼过程中加入的古马隆。两者配合使得基布和橡胶界面的剥离强度高达2.3kn/m,《ga770-2008消防员化学防护服装》指标为0.78kn/m,测试结果为指标值得三倍。假如完全采用架桥剂喷涂也可以获得较大的剥离强度,但由于架桥剂价格昂贵,使得成本非常高。
[0105]
7、涂布,基布(本实施例采用0.2mm厚度的聚酯纤维),正面从内到外依次涂覆一层氟橡胶混炼胶浆、两层丁腈混炼胶浆、两层丁基混炼胶浆以及两层氯磺化聚乙烯混炼胶浆;
[0106]
具体的;
[0107]
①
采用氟橡胶混炼胶浆在基布正面涂覆一遍,烘箱采用连续阶梯式升温,加热烘干。保证胶浆内部的溶剂尽量挥发。
[0108]
②
采用丁腈混炼胶浆涂覆两遍。烘箱采用连续阶梯式升温,加热烘干。保证胶浆内部的溶剂尽量挥发。
[0109]
③
采用丁基混炼胶浆涂覆两遍,加热烘干。胶布从烘道出来后再经过冷却辊降温,避免的胶布出现粘辊现象。
[0110]
④
表层采用氯磺化聚乙烯橡胶涂覆两遍。
[0111]
本实施例中上述各胶浆层的单次涂覆厚度为0.02mm,并且涂覆过程在涂布装置内进行,每涂覆一层,便在连续式烘箱进行加热烘干,加热温度为100℃,持续时间为12min。以此制得复合层坯料。需要指出的是,涂布装置在涂覆过程中,每次的涂覆厚度一般介于0.01—0.02mm之间,每次的涂覆厚度不宜超过0.02mm,否则容易造成胶浆的流动和厚薄不均。
[0112]
8、喷洒橡胶隔离剂,在制得的复合层坯料喷洒橡胶隔离剂。防止橡胶与橡胶之间的粘连。
[0113]
9、硫化,复合层坯料的硫化采用鼓式硫化机,胶面直接与不锈钢带和硫化辊接触,硫化的胶布表面手感柔软卫生,彻底摆脱了滑石粉罐式硫化生产的胶布产品“脏、乱、差”的形象。其具体过程如下:
[0114]
①
清洁硫化机硫化辊和钢带的卫生。
[0115]
②
设定硫化的参数,硫化时间为3-5min,硫化温度采用170℃,硫化压力采用50kg/cm2。等待设备达到产品的硫化条件。
[0116]
③
将复合层坯料平整的送入硫化机。复合层坯料与硫化辊和钢带接触,采用氟素脱模剂,杜绝橡胶粘辊和钢带现象。
[0117]
④
硫化完成后,得到一块外观整洁,质地均匀,紧密性好的防化胶布。
[0118]
10、贴合,将硫化后的橡胶面料与尼龙膜贴合,正面为橡胶层,背面为尼龙膜。
[0119]
经过对该对比例二制成的防护服面料的化学测试得到表3:
[0120][0121][0122]
对比例二制得防护服面料跟优选实施例制得的防护服面料在防护性能上基本相当,也具备广谱防护效果。
[0123]
但是对比例二的橡胶种类更多,橡胶涂覆次数更多,工艺相对复杂,效率相对低下。
[0124]
以上结合实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1