一种全成形立方体几何结构织物的织造工艺
1.本发明属于针织家纺及工业用全成形技术领域,具体涉及一种全成形立方体几何结构织物的织造工艺。
背景技术:
2.常规全成形技术一般应用于服装领域,基于前后衣片、衣片与袖片免缝合的设计思路,本质上属于将立体结构压扁成前后宽度一致的平面结构的设计方法,这种设计方法适用于日常服装,但对于服装配件、家纺及工业用结构件的实现具有一定的局限性,比如座椅套、抽纸盒、带有底座的硬质包包、工业用立方体结构件等不光具有前片、后片、侧片,还有底面或顶面,这些类立方体几何结构,在编织底面或顶面时超出常规二维设计的思维方式,其工艺转换需与全成形编织原理结合,选择最适宜编织的变形转换方式。
3.全成形编织技术属于较新的研究领域,目前关于全成形的技术研究大部分集中在服装版型、编织方法上,还没有专门针对立体结构的研究。
技术实现要素:
4.本发明要解决的技术问题是提供一种全成形立方体几何结构织物的织造工艺,解决现有技述中平面全成形工艺向立体全成形工艺的转换问题。
5.为了解决上述技术问题,本发明采用的一种技术方案是:所述全成形立方体几何结构织物的织造工艺,所述立方体盒状织物由底面a’b’c’d’、顶盖e’f’g’h’和筒状的盒身部分构成,盒身部分展开时包括盒身前片abcgfe和盒身后片adcghe;所述底面、顶盖和盒身部分在四针床或双针床上编织而成全成形织物,具体包括以下步骤:
6.(1)在后针床上编织平行四边形的底面a’b’c’d’、平行四边形的顶面e’f’g’h’和盒身前片abcgfe,在前针床上编织盒身后片adcghe;编织时,由下至上依次编织底面a’b’c’d’、盒身部分和顶面e’f’g’h’;
7.(2)底面a’b’c’d’的编织步骤具体为:
8.步骤a、正常起头编织后,前片线圈暂停编织;
9.步骤b、后针床对底面a’b’c’d’从下至上的进行编织,底面长边a’b’的长度由所选织针区域的线圈长度编织确定;每编织2行线圈整体向右移动1针,移动的同时底面的左边缘挂一针用于与盒身后片ad边缘线圈相连,底面的右边缘对应的前针床挂一针用于与对应盒身前片bc边缘的线圈相连;
10.步骤c、重复上述步骤3b,直至底面c’、d’处的线圈编织长度达到底面的短边所需长度,即达到盒身底部的编织起点;
11.(3)底面a’b’c’d’编织完成后对盒身前片和后片分别在前针床和后针床上进行常规的筒状织物编织;其中,盒身后片eh边缘线圈与顶盖边缘e’h’的线圈相连,盒身前片fg边缘对应的后针床挂一针用于与顶盖f’g’边缘的线圈相连;
12.(4)盒身部分编织完成后,后针床对顶盖e’f’g’h’进行编织,顶盖e’f’g’h’与盒身
部分的连接与底面的连接沿水平方向对称,即转换后的平行四边形倾斜方向与底面相反;具体编织时,参照步骤3的编织方式,每编织2行线圈整体向左移动1针,完成顶盖部分的编织;顶盖与盒身前后片的左右边缘连接完成后,顶盖的上边缘与盒身前片采用肩部收针模型进行闭口缝合。
13.进一步地,所述顶盖e’f’g’h’进行编织时,参照底面的编织方式,每编织2行线圈整体向左移动1针,完成顶盖部分的编织。
14.进一步地,当采用双针床进行编织时,采用隔针编织的方式。
15.进一步地,所述底面长边a’b’的长度由所选织针区域的线圈长度编织确定,为12个线圈。
16.本发明的优点具体如下:
17.(1)本发明能够保证长宽高基本参数不变,并结合全成形编织原理,既可在四针床上满针编织,也可在双针床上隔针编织;立体几何结构的底面与顶面与四个侧面保持垂直,具有良好的立体性,与侧面一体成形编织;
18.(2)本发明得到的立方体织物的织造方式适用于底面织造高度较窄的结构,如包包、沙发靠垫的底面。
附图说明
19.图1
‑
1为本发明立方体织物的示意图。
20.图1
‑
2为本发明立方体织物展开结构的示意图。
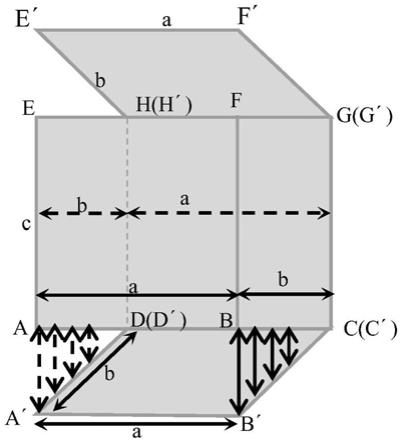
21.图2为本发明变形转换后的立方体织物展开结构示意图。
22.图3为本发明底面与盒身连接的编织图。
具体实施方式
23.为了使本发明的上述目的、特征和优点能够更加明显易懂,下面结合具体附图对本发明的具体实施方式作进一步的说明。
24.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施例,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
25.请参阅图1
‑
1、图1
‑
2的常规立方体盒状织物结构示意图,为研究立方体成形原理,采用逆推思维方式,将立方体盒状织物展开成图1
‑
2,盒身部分属于前后片等宽等高的常规圆筒编织结构,盒底a
′
b
′
c
′
d
′
与圆筒abcd一一对应连接,即a
′
d
′
与后片左边ad连接,b
′
c
′
与前片右边bc连接,a
′
b
′
与前片左边ab连接,dc与d
′
c
′
顺向编织连接,除了dc与d
′
c
′
可顺向连接外,其余三个连接在实际编织中均无法实现,如a
′
d
′
与ad的连接、b
′
c
′
与bc的连接均属于水平线圈与垂直线圈的连接,垂直线圈a
′
d
′
与b
′
c
′
已经编织完毕后,已经被罗拉拉进卷布装置,在时间上无法再倒回去与ad和bc
′
进行缝合;而a与a
′
、b与b
′
不在编织区域同一条垂直线上,因此也无法连接。
26.经以上分析,无法按图1
‑
2展开图直接编织,必须经过转换变形,在符合编织原理的前提下还需保证立方体长宽高基本参数不变,结合四边形的不稳定性,将底面a
′
b
′
c
′
d
′
转换成平行四边形,如图2变形转换后的立方体盒状织物展开结构示意图,转换过程中四条
边的长度保持不变,转换后a与a
′
、b与b
′
处于编织区域同一条垂直线上,d与d
′
、c与c
′
处于同一位置,因此ab与a
′
b
′
、ad与a
′
d
′
、bd与b
′
c
′
、cd与c
′
d
′
均可以顺利连接。编织完成后将下机织物撑开,由于针织线圈具有柔软易变形的特点,经过后期整烫,平行四边形的底面可以轻松的再次转换为矩形底面,从而形成立方体结构。
27.为进一步说明转换后的编织方法,本发明所述全成形立方体几何结构织物的织造工艺,包括以下步骤:
28.(1)将立方体盒状织物转换变形成图2,包括平行四边形的底面a’b’c’d’、平行四边形的顶盖e’f’g’h’、以及作为立方体盒状织物的盒身部分,其中盒身部分包括朝向外侧的abcgfe和背向外侧的adcghe连成的筒状;
29.(2)在四针床上进行编织,在后针床上编织平行四边形的底面a’b’c’d’、平行四边形的顶面e’f’g’h’和立方体盒状织物的盒身朝向外侧的面abcgfe(以下称“盒身前片”),在前针床上编织立方体盒状织物的盒身背向外侧的面adcghe(以下称“盒身后片”);
30.(3)如图3所示,其中1~n为为平行四边形的底面a’b’c’d’、平行四边形的顶盖e’f’g’h’的编织示意图;具体地:
31.步骤3a、正常起头编织后,前片线圈暂停编织;
32.步骤3b、后针床对底面a’b’c’d’进行编织从图2所示的从下至上的进行编织,在本实施例中,底面长边a’b’的长度a由图3
‑
1中23号织针到12号织针区域的线圈长度编织确定,共12个线圈;如图3
‑
2所示,每编织2行线圈整体向右移动1针,移动的同时底面的左边缘挂一针用于与盒身后片ad边缘线圈相连,底面的右边缘对应的前针床挂一针用于与对应盒身前片bc边缘的线圈相连;
33.步骤3c、重复上述步骤3b,直至底面c’、d’处的线圈编织长度达到底面的短边所需长度b,即达到盒身底部的编织起点;
34.(4)底面a’b’c’d’编织完成后对盒身前片和后片分别在前针床和后针床上进行常规的筒状织物编织;其中,盒身后片eh边缘线圈与顶盖边缘e’h’的线圈相连,盒身前片fg边缘对应的后针床挂一针用于与顶盖f’g’边缘的线圈相连;
35.(5)盒身部分编织完成后,后针床对顶盖e’f’g’h’进行编织,顶盖e’f’g’h’与盒身部分的连接与底面的连接沿水平方向对称,即转换后的平行四边形倾斜方向与底面相反;具体编织时,参照步骤3的编织方式,每编织2行线圈整体向左移动1针,完成顶盖部分的编织;顶盖与盒身前后片的左右边缘连接完成后,顶盖的上边缘与盒身前片采用肩部收针模型进行闭口缝合。
36.为保证底面的耐磨性,原料上底面可采用捻度较高的纱线,组织结构上可采用双面组织结构或夹纱结构等,增加织物的厚度和耐久性能。为保证四片彼此独立,需要用四把纱嘴分别编织四片区域。
37.顶面与圆筒侧边边缘的连接可以看做t袖与大身的连接模型,顶面编织的同时,圆筒侧边边缘的水平线圈按照一定的编织比例与顶面纵向线圈一一连接。顶面前后片与侧面边缘连接完成后,前后片采用肩部收针模型进行闭口缝合。
38.以上对本技术所提供的一种全成形立方体几何结构织物的织造工艺进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本
申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1