一种双面提花针织鞋面的制备方法与流程
1.本发明涉及双面提花技术领域,具体为一种双面提花针织鞋面的制备方法。
背景技术:
2.随着人们生活水平的日益提高,鞋子面料的种类和样式也在不断变化和更新,除了穿着的舒适性之外,鞋子应有的美观度也不能忽视,美观度处理涉及鞋子的整个结构造型外,更多的是鞋面图案的设计和装饰,人们对于美的追求愈加强烈,这必然对面料外观的要求愈来愈高,而纬编提花面料的花型变换丰富多样,能够满足消费者更多的美感需求。
3.使用传统的纬编电脑提花设备只能实现纬编面料的单面提花,所展示的均为面料的正面花型,织物反面多为芝麻点、纵条等规律性小花纹,使得反面组织结构比较单一,因此在实际使用中仅将正面作为使用面加以利用,面料的利用率不高,为了进一步提升面料花型多层次的变化,本发明采用新型双面电脑提花设备进行生产,以此解决传统提花鞋面仅有一面有花、色彩单一这一问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种双面提花针织鞋面的制备方法,主要为解决现有的传统提花鞋面仅有一面有花、色彩单一的问题。
6.(二)技术方案
7.为实现上述目的,本发明提供如下技术方案:
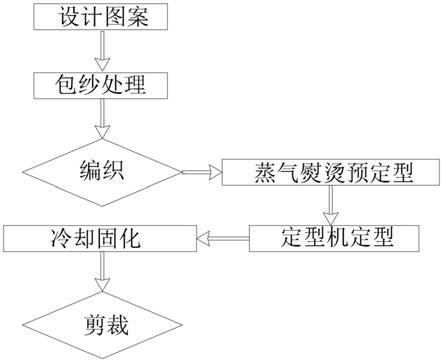
8.一种双面提花针织鞋面的制备方法,包括以下步骤:
9.s1:设计图案,利用双面提花针织鞋面电脑制版,设计提花针织物的表面花纹;
10.s2:包纱处理,采用常规包纱工艺用热熔丝对氨纶进行包纱处理,得到热熔丝拉架;
11.s3:编织,将s2所得的热熔丝拉架与常规针织用纱线一起送入电脑横机中针织成预设花样的的双面提花针织鞋面半成品;
12.s4:蒸气熨烫预定型,将s3得到的双面提花针织鞋面半成品于80
‑
90℃的环境下进行蒸气熨烫处理,熨烫时间为20
‑
30s;
13.s5:定型机定型,将预定型后的双面提花针织鞋面放置到传动带上,使其有序的通过定型机并对其施加一定的压力进行定型,使得鞋面材料平整;
14.s6:冷却固化,将热定型后的鞋面放入温度为20
‑
30
°
的冷却箱中进行冷却,冷却后得到双面提花针织鞋面成品;
15.s7:剪裁,采用激光沿着鞋面的轮廓线进行裁剪。
16.在前述方案的基础上,所述s2中热熔丝拉架中氨纶占15
‑
20wt%、热熔丝占80
‑
85wt%。
17.作为本发明再进一步的方案,所述s3中针织物的参数横密为14
‑
16个线圈/cm,纵
密为16
‑
18个线圈/cm,克重为260
‑
270g/
㎡
,纱长为14
‑
16cm/100针,编织结构为两路成圈系统形成一个横列,第一路成圈系统对应的热熔丝拉架,第二路为常规针织。
18.进一步的,所述s3双面提花针织鞋面中热熔丝拉架占15
‑
60wt%,常规针织用纱线占40
‑
85wt%。
19.在前述方案的基础上,所述s5中加压过后的双面提花针织面料的厚度为0.9
‑
1.2mm。
20.本发明再进一步的方案,所述s5中定型机设定的温度为125
‑
155℃,压力为13
‑
17kpa,传送速度为1
‑
1.2米/分钟。
21.进一步的,所述s3中针织用纱线采用橡筋线、涤纶、尼龙、棉中的一种或多种,当选用多种时,各种的用量比例根据产品设计需要任意搭配,热熔丝采用低熔点尼龙丝或低熔点涤纶丝。
22.在前述方案的基础上,所述s7中由鞋面部与鞋底部两个面形成的角为35
‑
85
°
,由鞋后跟与鞋面部两个面形成的角为100
‑
140
°
。
23.(三)有益效果
24.与现有技术相比,本发明提供了一种双面提花针织鞋面的制备方法,具备以下有益效果:
25.1、本发明中通过激光剪裁使鞋面裁剪的准确快速,效率高,无需传统鞋材的切割材料、把鞋子的各个部件缝制、粘合在一起等工序,生产流程缩短,降低了设备投入和人工成本。
26.2、本发明中采用双面提花工艺使生产出的鞋面面料正、反面都具有花纹,均可作为使用面加以利用,从而使面料的功能和用途能够多样化,避免传统鞋面提花面料仅有一面有花、色彩单一导致使用率低。
27.3、本发明中通过电脑制版纬编针织提花不仅使鞋面材料、花样、颜色和款式多变且造型美观,还具有低碳环保的优势,避免传统的运动鞋面由皮革或橡胶制成导致产品污染较大。
28.4、本发明中通过对鞋样进行蒸气熨烫,既可以使布面保持平整,又可以适当提供水分,便于布面黏连,从而使后续布料之间的黏连更加的牢固。
29.5、本发明中通过采用热熔丝拉架使编织的鞋面轻便柔软,粘黏性强,从而使鞋面更加的经久耐用,延长了鞋面的使用寿命,针织本身的线圈使鞋面材料透气性良好,穿着舒适,消费者穿在脚上不会闷脚。
附图说明
30.图1为本发明提出的一种双面提花针织鞋面的制备方法的流程示意图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例1
33.参照图1,一种双面提花针织鞋面的制备方法,包括以下步骤:
34.s1:设计图案,利用双面提花针织鞋面电脑制版,设计提花针织物的表面花纹,采用电脑制版纬编针织提花不仅使鞋面材料、花样、颜色和款式多变且造型美观,还具有低碳环保的优势,避免传统的运动鞋面由皮革或橡胶制成导致产品污染较大;
35.s2:包纱处理,采用常规包纱工艺用热熔丝对氨纶进行包纱处理,得到热熔丝拉架;
36.s3:编织,将s2所得的热熔丝拉架与常规针织用纱线一起送入电脑横机中针织成预设花样的的双面提花针织鞋面半成品;
37.s4:蒸气熨烫预定型,将s3得到的双面提花针织鞋面半成品于80℃的环境下进行蒸气熨烫处理,熨烫时间为20s,对鞋样进行蒸气熨烫,既可以使布面保持平整,又可以适当提供水分,便于布面黏连,从而使后续布料之间的黏连更加的牢固;
38.s5:定型机定型,将预定型后的双面提花针织鞋面放置到传动带上,使其有序的通过定型机并对其施加一定的压力进行定型,使得鞋面材料平整;
39.s6:冷却固化,将热定型后的鞋面放入温度为20
°
的冷却箱中进行冷却,冷却后得到双面提花针织鞋面成品;
40.s7:剪裁,采用激光沿着鞋面的轮廓线进行裁剪。
41.尤其的,本发明中s2中热熔丝拉架中氨纶占15wt%、热熔丝占80wt%,s3中针织物的参数横密为14个线圈/cm,纵密为16个线圈/cm,克重为260g/
㎡
,纱长为14.6cm/100针,编织结构为两路成圈系统形成一个横列,第一路成圈系统对应的热熔丝拉架,第二路为常规针织,采用热熔丝拉架使编织的鞋面轻便柔软,粘黏性强,从而使鞋面更加的经久耐用,延长了鞋面的使用寿命,针织本身的线圈使鞋面材料透气性良好,穿着舒适,消费者穿在脚上不会闷脚,s3双面提花针织鞋面中热熔丝拉架占19wt%,常规针织用纱线占81wt%。
42.需要特别说明的是,s5中加压过后的双面提花针织面料的厚度为0.9mm,s5中定型机设定的温度为125℃,压力为13kpa,传送速度为1米/分钟,s3中针织用纱线采用橡筋线、涤纶、尼龙、棉中的一种或多种,当选用多种时,各种的用量比例根据产品设计需要任意搭配,热熔丝采用低熔点尼龙丝或低熔点涤纶丝,采用双面提花工艺使生产出的鞋面面料正、反面都具有花纹,均可作为使用面加以利用,从而使面料的功能和用途能够多样化,避免传统鞋面提花面料仅有一面有花、色彩单一导致使用率低,s7中由鞋面部与鞋底部两个面形成的角为35
°
,由鞋后跟与鞋面部两个面形成的角为105
°
,激光剪裁的裁剪准确快速,效率高,无需传统鞋材的切割材料、把鞋子的各个部件缝制、粘合在一起等工序,生产流程缩短,降低了设备投入和人工成本。
43.实施例2
44.参照图1,一种双面提花针织鞋面的制备方法,包括以下步骤:
45.s1:设计图案,利用双面提花针织鞋面电脑制版,设计提花针织物的表面花纹,采用电脑制版纬编针织提花不仅使鞋面材料、花样、颜色和款式多变且造型美观,还具有低碳环保的优势,避免传统的运动鞋面由皮革或橡胶制成导致产品污染较大;
46.s2:包纱处理,采用常规包纱工艺用热熔丝对氨纶进行包纱处理,得到热熔丝拉架;
47.s3:编织,将s2所得的热熔丝拉架与常规针织用纱线一起送入电脑横机中针织成预设花样的的双面提花针织鞋面半成品;
48.s4:蒸气熨烫预定型,将s3得到的双面提花针织鞋面半成品于85℃的环境下进行蒸气熨烫处理,熨烫时间为25s,对鞋样进行蒸气熨烫,既可以使布面保持平整,又可以适当提供水分,便于布面黏连,从而使后续布料之间的黏连更加的牢固;
49.s5:定型机定型,将预定型后的双面提花针织鞋面放置到传动带上,使其有序的通过定型机并对其施加一定的压力进行定型,使得鞋面材料平整;
50.s6:冷却固化,将热定型后的鞋面放入温度为25
°
的冷却箱中进行冷却,冷却后得到双面提花针织鞋面成品;
51.s7:剪裁,采用激光沿着鞋面的轮廓线进行裁剪。
52.尤其的,本发明中s2中热熔丝拉架中氨纶占18wt%、热熔丝占82wt%,s3中针织物的参数横密为15个线圈/cm,纵密为17个线圈/cm,克重为265g/
㎡
,纱长为15cm/100针,编织结构为两路成圈系统形成一个横列,第一路成圈系统对应的热熔丝拉架,第二路为常规针织,采用热熔丝拉架使编织的鞋面轻便柔软,粘黏性强,从而使鞋面更加的经久耐用,延长了鞋面的使用寿命,针织本身的线圈使鞋面材料透气性良好,穿着舒适,消费者穿在脚上不会闷脚,s3双面提花针织鞋面中热熔丝拉架占35wt%,常规针织用纱线占65wt%。
53.需要特别说明的是,s5中加压过后的双面提花针织面料的厚度为1.1mm,s5中定型机设定的温度为135℃,压力为15kpa,传送速度为1.1米/分钟,s3中针织用纱线采用橡筋线、涤纶、尼龙、棉中的一种或多种,当选用多种时,各种的用量比例根据产品设计需要任意搭配,热熔丝采用低熔点尼龙丝或低熔点涤纶丝,采用双面提花工艺使生产出的鞋面面料正、反面都具有花纹,均可作为使用面加以利用,从而使面料的功能和用途能够多样化,避免传统鞋面提花面料仅有一面有花、色彩单一导致使用率低,s7中由鞋面部与鞋底部两个面形成的角为45
°
,由鞋后跟与鞋面部两个面形成的角为120
°
,激光剪裁的裁剪准确快速,效率高,无需传统鞋材的切割材料、把鞋子的各个部件缝制、粘合在一起等工序,生产流程缩短,降低了设备投入和人工成本。
54.实施例3
55.参照图1,一种双面提花针织鞋面的制备方法,包括以下步骤:
56.s1:设计图案,利用双面提花针织鞋面电脑制版,设计提花针织物的表面花纹,采用电脑制版纬编针织提花不仅使鞋面材料、花样、颜色和款式多变且造型美观,还具有低碳环保的优势,避免传统的运动鞋面由皮革或橡胶制成导致产品污染较大;
57.s2:包纱处理,采用常规包纱工艺用热熔丝对氨纶进行包纱处理,得到热熔丝拉架;
58.s3:编织,将s2所得的热熔丝拉架与常规针织用纱线一起送入电脑横机中针织成预设花样的的双面提花针织鞋面半成品;
59.s4:蒸气熨烫预定型,将s3得到的双面提花针织鞋面半成品于90℃的环境下进行蒸气熨烫处理,熨烫时间为29s,对鞋样进行蒸气熨烫,既可以使布面保持平整,又可以适当提供水分,便于布面黏连,从而使后续布料之间的黏连更加的牢固;
60.s5:定型机定型,将预定型后的双面提花针织鞋面放置到传动带上,使其有序的通过定型机并对其施加一定的压力进行定型,使得鞋面材料平整;
61.s6:冷却固化,将热定型后的鞋面放入温度为28
°
的冷却箱中进行冷却,冷却后得到双面提花针织鞋面成品;
62.s7:剪裁,采用激光沿着鞋面的轮廓线进行裁剪。
63.尤其的,本发明中s2中热熔丝拉架中氨纶占20wt%、热熔丝占84wt%,s3中针织物的参数横密为16个线圈/cm,纵密为18个线圈/cm,克重为269g/
㎡
,纱长为16cm/100针,编织结构为两路成圈系统形成一个横列,第一路成圈系统对应的热熔丝拉架,第二路为常规针织,采用热熔丝拉架使编织的鞋面轻便柔软,粘黏性强,从而使鞋面更加的经久耐用,延长了鞋面的使用寿命,针织本身的线圈使鞋面材料透气性良好,穿着舒适,消费者穿在脚上不会闷脚,s3双面提花针织鞋面中热熔丝拉架占40wt%,常规针织用纱线占60wt%。
64.需要特别说明的是,s5中加压过后的双面提花针织面料的厚度为1.2mm,s5中定型机设定的温度为150℃,压力为17kpa,传送速度为1.2米/分钟,s3中针织用纱线采用橡筋线、涤纶、尼龙、棉中的一种或多种,当选用多种时,各种的用量比例根据产品设计需要任意搭配,热熔丝采用低熔点尼龙丝或低熔点涤纶丝,采用双面提花工艺使生产出的鞋面面料正、反面都具有花纹,均可作为使用面加以利用,从而使面料的功能和用途能够多样化,避免传统鞋面提花面料仅有一面有花、色彩单一导致使用率低,s7中由鞋面部与鞋底部两个面形成的角为60
°
,由鞋后跟与鞋面部两个面形成的角为130
°
,激光剪裁的裁剪准确快速,效率高,无需传统鞋材的切割材料、把鞋子的各个部件缝制、粘合在一起等工序,生产流程缩短,降低了设备投入和人工成本。
65.在该文中的描述中,需要说明的是,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
66.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1