一种双面毛绒编织工艺的制作方法
1.本发明涉及一种双面毛绒编织工艺。
背景技术:
2.现有毛绒机在纱线成型过程中,通常都是采用舌针拉成毛圈再通过刀针进行割绒,该刀针结构主要由针体上部的针勾、设于针勾下方的刃口及下部的针脚构成,需要配合上盘织针、下山角轨道、压毛轮等结构来固定毛绒面的拉毛和割绒动作,由于勾和刀一体式结构设计,只能对同一编织面的纱线进行割断操作,只能编织常规毛绒割圈或不割圈布料,且通常只是编织一层底布和毛绒的结合布料,这种结构的底布只有单纱编织,使得布面松垮、易变形,底纹工艺组织单一,在家纺产品应用时,大多需要再利用胶水复合一层其他织物来减少上述弊端。目前市场上的产品尚无在毛绒织物的纬平底布上实现编织形成纬平双层复合工艺,实现一次性编织成型的针织面料,且外侧底布具有经提花工艺实现的底纹工艺组织。
3.针对上述问题,本技术人于2017年01月22日申请了一件专利申请号为201710053111.2的一种双面毛绒编织结构,包括机架,安装在机架上的下三角组件、下针筒、刀针、中盘三角组件、上三角组件、上针盘、刀钩组件及喂纱组件,所述下三角组件由鞍座底圈、鞍座、鞍座滑块和下三角组成,所述刀针安装在下针筒上,所述刀针为钩刀与织针的结构相结合,所述下三角上对应刀针设有四段刀针轨道,所述中盘三角组件由中盘底圈、中盘切块、下针筒生克圈、生克片及中盘三角组成,所述中盘三角置于中盘切块上,生克片安装于下针筒生克圈内,所述中盘三角设有几种不同轨道配合所述生克片的运动轨迹,所述上三角组件由上盘底圈、上三角座、上盘滑块及上三角组成,所述上三角置于上三角座上的上盘滑块上,所述刀钩组件安装在上针盘上,所述刀钩组件由分离的刀和钩组成,所述上三角上对应刀钩组件设有两段钩轨道及一段刀轨道。
4.上述专利中通过中盘三角设置的几种不同轨道配合所述生克片的运动轨迹以及下三角上对应刀针设置的四段刀针轨道、上三角上对应刀钩组件设置两段钩轨道及一段刀轨道,形成供勾刀组件、生克片和织针运行的轨迹,从而形成双面毛绒的编织;但是,随着供应厂商生产速度要求提升,设备在多次的速度提升中,发现造成织针、钩针等运行不稳定,造成编织产品松散,产品质量下降。
5.由此,本技术人通过编织工艺的进一步的改良,进而适应高速运行的要求。
技术实现要素:
6.因此,针对上述的问题,本发明提供一种双面毛绒编织工艺,它主要解决了现有技术中双面毛绒编织速度慢且设备运行稳定性差的问题。
7.为实现上述目的,本发明采用了以下技术方案:
8.一种双面毛绒编织工艺,包括第一上织针、第二上织针、上勾刀组件、第一下织针、第二下织针和下勾刀组件,所述上勾刀组件包括第一上钩针、第二上钩针和上割刀,所述下
勾刀组件包括第一下钩针、第二下钩针和下割刀,其编织工艺包括以下步骤:
9.步骤1:第二上钩针、第二下钩针起针,第一上织针与第一下织针、第二上织针与第二下织针钩纱编织形成悬弧;
10.步骤2:通过第二上钩针与第二下钩针分别动作钩纱;
11.步骤3:通过第一上织针与第一下织针、第二上织针与第二下织针配合编织成圈;
12.步骤4:下割刀起针割绒;
13.步骤5:第一上织针与第一下织针、第二上织针与第二下织针钩纱编织形成悬弧;
14.步骤6:通过第一上钩针与第一下钩针分别动作钩纱;
15.步骤7:通过第一上织针与第一下织针、第二上织针与第二下织针配合编织成圈;
16.步骤8:上割刀起针割绒,形成双面编织毛绒。
17.进一步的,还包括针盘、针筒、上三角、下三角,所述第一上织针、第二上织针、上勾刀组件设于针盘上,所述第一下织针、第二下织针、下勾刀组件设于针筒上,所述上三角具有供第一上织针运动的第一上织针轨道、供第二上织针运动的第二上织针轨道、供第一上钩针运动的第一上钩针轨道、供第二上钩针运动的第二上钩针轨道、供上割刀运动的上割刀轨道,所述下三角具有供第一下织针运动的第一下织针轨道、供第二下织针运动的第二下织针轨道、供第一下钩针运动的第一下钩针轨道、供第二下钩针运动的第二下钩针轨道、供下割刀运动的下割刀轨道。
18.进一步的,编织工艺包括以下步骤:
19.第1路:第一上钩针平针、第二上钩针出半针并保持出半针状态、第一上织针出半针、第二上织针出半针、上割刀平针;第一下钩针平针、第二下钩针出半针并保持出半针状态、第一下织针出全针、第二下织针出全针、下割刀平针;
20.第2路:第一上钩针平针、第二上钩针出全针、第一上织针平针、第二上织针出半针并保持出半针状态、上割刀平针;第一下钩针平针、第二下钩针出全针、第一下织针平针、第二下织针出半针并保持出半针状态、下割刀平针;
21.第3路:第一上钩针平针、第二上钩针回针、第一上织针平针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针回针、第一下织针平针、第二下织针出全针、下割刀平针;
22.第4路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀平针;
23.第5路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针平针、第二下织针平针、下割刀平针;
24.第6路:第一上钩针出半针并保持出半针状态、第二上钩针平针、第一上织针出平针、第二上织针出半针、上割刀平针;第一下钩针出半针并保持出半针状态、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀出半针并保持出半针状态;
25.第7路:第一上钩针出全针、第二上钩针平针、第一上织针出半针并保持出半针状态、第二上织针平针针、上割刀平针;第一下钩针出全针、第二下钩针平针、第一下织针处半针并保持出半针状态、第二下织针平针、下割刀平针;
26.第8路:第一上钩针回针、第二上钩针平针、第一上织针出全针、第二上织针平针、上割刀平针;第一下钩针回针、第二下钩针平针、第一下织针出全针、第二下织针平针、下割刀平针;
27.第9路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀平针;
28.第10路:第一上钩针平针、第二上钩针平针、第一上织针平针、第二上织针平针、上割刀出针;第一下钩针平针、第二下钩针平针、第一下织针出平针、第二下织针平针、下割刀平针。
29.进一步的,所述第一下钩针的回针行程小于第二下织针的回针行程。
30.进一步的,所述第一上钩针轨道、第二上钩针轨道、第一上织针轨道、第二上织针轨道、上割刀轨道沿针盘的直径方向由内到外依次排列。
31.进一步的,所述第一下钩针轨道、第二下钩针轨道、第一下织针轨道、第二下织针轨道、下割刀轨道沿针筒轴向方向由下到上依次排列。
32.通过采用前述技术方案,本发明的有益效果是:本双面毛绒编织工艺,通过针盘上设置的第一上织针、第二上织针、第一上钩针、第二上钩针和上割刀,以及针筒上的第一下织针、第二下织针、第一下钩针、第二下钩针和下割刀相互配合,实现编织构成中的钩纱、悬弧、成圈和割绒,进而形成双面毛绒产品,并且上三角和下三角分别设置供其运动的轨道,使得第一上织针、第二上织针、第一上钩针、第二上钩针、上割刀、第一下织针、第二下织针、第一下钩针、第二下钩针和下割刀形成独立运行,提高运行稳定性,同时能够提高各部件的独立运行速度,再者,通过上三角和下三角上的轨道设计,使得其编织工艺进一步优化,从而适应各织针、钩针和割刀的单独运行编织,提高编织效率以及产品质量,同时,通过该种编织方式可以编织形成两种布面风格不同的毛绒面料,例如两毛绒面的颜色不同或者毛绒款式不同,以及两毛绒面的毛长差异,使得通过针盘上的织针和勾刀组件编织成的毛长在3mm~25mm、通过针筒上的织针和勾刀组件配合编织成的毛长在3mm~30mm。
附图说明
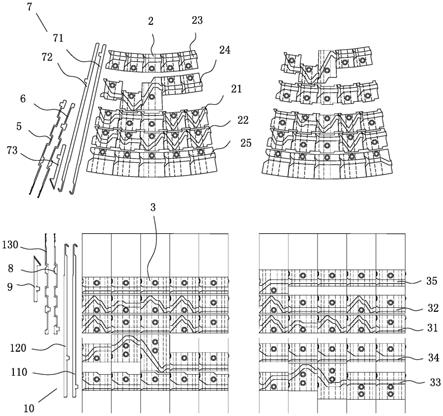
33.图1是本发明实施例中上三角、下三角的轨道结构示意图;
34.图2是本发明实施例中针盘的剖视结构示意图;
35.图3是本发明实施例中针盘的俯视结构示意图;
36.图4是本发明实施例中针筒的剖视结构示意图;
37.图5是本发明实施例中针筒的正视结构示意图;
38.图6是本发明实施例中第一上咀口插片的结构示意图;
39.图7是本发明实施例中第二上咀口插片的结构示意图。
具体实施方式
40.现结合附图和具体实施方式对本发明进一步说明。
41.本发明实施例为:
42.参考图1至图7所示,一种双面毛绒编织工艺,包括针盘1、上三角2、针筒4、下三角
3、第一上织针5、第二上织针6、上勾刀组件7、第一下织针8、第二下织针9和下勾刀组件10,所述上勾刀组件7包括第一上钩针71、第二上钩针72和上割刀73,所述下勾刀组件10包括第一下钩针110、第二下钩针120和下割刀130;
43.所述上三角2具有供第一上织针5运动的第一上织针轨道21、供第二上织针6运动的第二上织针轨道22、供第一上钩针71运动的第一上钩针轨道23、供第二上钩针72运动的第二上钩针轨道24、供上割刀73运动的上割刀轨道25,所述下三角3具有供第一下织针8运动的第一下织针轨道31、供第二下织针9运动的第二下织针轨道32、供第一下钩针110运动的第一下钩针轨道33、供第二下钩针120运动的第二下钩针轨道34、供下割刀130运动的下割刀轨道35,所述第一上钩针轨道23、第二上钩针轨道24、第一上织针轨道21、第二上织针轨道22、上割刀轨道25沿针盘1的直径方向由内到外依次排列,所述第一下钩针轨道33、第二下钩针轨道34、第一下织针轨道31、第二下织针轨道32、下割刀35轨道沿针筒4轴向方向由下到上依次排列;
44.所述针盘1上具有用于安装上织针的上针槽12、安装上勾刀组件7的上刀勾组槽18和安装第一上咀口插片19的第一上插片缺口15,所述针筒4上具有用于安装下织针8的下针槽42、安装下勾刀组件10的下勾刀组槽48和安装第一下咀口插片49的第一下插片缺口45,所述第一上咀口插片19和第一下咀口插片49均具有凸起100,通过设置凸起100进一步提供支撑织针的运行稳定性;
45.所述针盘1包括针盘本体,所述针盘本体上并排设有若干条用于安装织针插片的上安装槽11,相邻两所述上安装槽11之间形成上针槽12,所述针盘本体的径向外端设有上支撑部13,所述上支撑部13的另一端向外延伸设有若干个上延伸部14,定义分布于单个上延伸部14上的上织针为一组织针组,本实施例中,一组织针组上的上织针个数为两个,即单个上延伸部14上分布有两个上织针,所述第一上插片缺口15分布于上支撑部13上且位于上延伸部14的横向两侧,所述上延伸部14的自由端上且位于两上织针之间设有第二上插片缺口16,所述第二上插片缺口16上嵌设有第二上咀口插片17。
46.所述针筒4包括针筒本体,所述针筒本体上并排设有若干条用于安装织针插片的下安装槽41,相邻两所述下安装槽41之间形成下针槽42,所述针筒本体的径向外端设有下支撑部43,所述下支撑部43的另一端向外延伸设有若干个下延伸部44,定义分布于单个下延伸部44上的下织针为一组织针组,本实施例中,一组织针组上的下织针个数为两个,即单个下延伸部44上分布有两个下织针,所述第一下插片缺口45分布于下支撑部43上且位于下延伸部44的横向两侧,所述下延伸部44的自由端上且位于两下织针之间设有第二下插片缺口46,所述第二下插片缺口46上嵌设有第二下咀口插片47。
47.所述第一上咀口插片19和第一下咀口插片49均包括嵌设于第一上插片缺口15或者第一下插片缺口45上的本体101、位于上支撑部13或者下支撑部43上用于卡置织针的连接部102以及嵌设于上安装槽11或下安装槽41内的卡置部103,所述本体101、连接部102和卡置部103一体连接,所述凸起100设于本体101上且远离卡置部103的一侧,所述第二上咀口插片17和第二下咀口插片49上具有用于于第二上插片缺口16或者第二下插片缺口46配合的卡置槽104。
48.并且,所述上针槽12或者下针槽42的横向宽度尺寸为0.36mm~0.64mm,优选的为0.52mm,所述上刀勾组槽18或者下勾刀组槽48的横向宽度尺寸为0.6mm~1.8mm,优选的为
1.24mm,位于同一所述织针组内相邻两织针之间的安装槽的横向宽度尺寸为0.536mm,位于相邻两所述织针组之间的安装槽的横向宽度尺寸为0.704mm。
49.通过针盘本体和针筒本体上设置的上支撑部13、上延伸部14、下支撑部43和下延伸部44,并且上支撑部13和下支撑部43上设置的第一上插片缺口15上嵌设有第一上咀口插片19、第二下插片缺口45上设置第二下咀口插片49,用于支撑织针,进而提高织针的安装精确度,使得织针的运行稳定性提升,能够在高速运动下,保持织针的运行轨迹一致,保证针织产品的质量,从而提高生产效率,同时能够起到织针的针舍开启以及在出针时压住线圈,便于换圈。
50.其编织工艺包括以下步骤:
51.步骤1:第二上钩针、第二下钩针起针,第一上织针与第一下织针、第二上织针与第二下织针钩纱编织形成悬弧;
52.步骤2:通过第二上钩针与第二下钩针分别动作钩纱;
53.步骤3:通过第一上织针与第一下织针、第二上织针与第二下织针配合编织成圈;
54.步骤4:下割刀起针割绒;
55.步骤5:第一上织针与第一下织针、第二上织针与第二下织针钩纱编织形成悬弧;
56.步骤6:通过第一上钩针与第一下钩针分别动作钩纱;
57.步骤7:通过第一上织针与第一下织针、第二上织针与第二下织针配合编织成圈;
58.步骤8:上割刀起针割绒,形成双面编织毛绒。
59.具体的,
60.第1路:第一上钩针平针、第二上钩针出半针并保持出半针状态、第一上织针出半针、第二上织针出半针、上割刀平针;第一下钩针平针、第二下钩针出半针并保持出半针状态、第一下织针出全针、第二下织针出全针、下割刀平针;
61.第2路:第一上钩针平针、第二上钩针出全针、第一上织针平针、第二上织针出半针并保持出半针状态、上割刀平针;第一下钩针平针、第二下钩针出全针、第一下织针平针、第二下织针出半针并保持出半针状态、下割刀平针;
62.第3路:第一上钩针平针、第二上钩针回针、第一上织针平针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针回针、第一下织针平针、第二下织针出全针、下割刀平针;
63.第4路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀平针;
64.第5路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针平针、第二下织针平针、下割刀平针;
65.第6路:第一上钩针出半针并保持出半针状态、第二上钩针平针、第一上织针出平针、第二上织针出半针、上割刀平针;第一下钩针出半针并保持出半针状态、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀出半针并保持出半针状态;
66.第7路:第一上钩针出全针、第二上钩针平针、第一上织针出半针并保持出半针状态、第二上织针平针针、上割刀平针;第一下钩针出全针、第二下钩针平针、第一下织针处半
针并保持出半针状态、第二下织针平针、下割刀平针;
67.第8路:第一上钩针回针、第二上钩针平针、第一上织针出全针、第二上织针平针、上割刀平针;第一下钩针回针、第二下钩针平针、第一下织针出全针、第二下织针平针、下割刀平针;
68.第9路:第一上钩针平针、第二上钩针平针、第一上织针出全针、第二上织针出全针、上割刀平针;第一下钩针平针、第二下钩针平针、第一下织针出全针、第二下织针出全针、下割刀平针;
69.第10路:第一上钩针平针、第二上钩针平针、第一上织针平针、第二上织针平针、上割刀出针;第一下钩针平针、第二下钩针平针、第一下织针出平针、第二下织针平针、下割刀平针。
70.通过针盘1上设置的第一上织针5、第二上织针6、第一上钩针71、第二上钩针72和上割刀73,以及针筒4上的第一下织针8、第二下织针9、第一下钩针110、第二下钩针120和下割刀130相互配合,实现编织构成中的钩纱、悬弧、成圈和割绒,进而形成双面毛绒产品,并且上三角2和下三角3分别设置供其运动的轨道,使得第一上织针5、第二上织针6、第一上钩针71、第二上钩针72、上割刀73、第一下织针8、第二下织针9、第一下钩针110、第二下钩针120和下割刀130形成独立运行,提高运行稳定性,同时能够提高各部件的独立运行速度,再者,通过上三角2和下三角3上的轨道设计,使得其编织工艺进一步优化,从而适应各织针、钩针和割刀的单独运行编织,提高编织效率以及产品质量。
71.值得注意的是,所述第一下钩针的回针行程小于第二下织针的回针行程。
72.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1