横向绗缝机头的制作方法
1.本发明涉及纺织机械技术领域,具体涉及绗缝设备。
背景技术:
2.绗缝机是一种用于缝制床垫、床罩或者棉被等上线形图案的纺织机械,其原理与缝纫机原理相似,缝纫机的运动方式为:纺织物运动,机器静止;而绗缝机的运动方式为:机器运动,纺织物静止。
3.随着智能控制技术的发展,绗缝机已逐渐地发展成为电脑绗缝机;对于电脑绗缝机而言,其一般包括有后罗拉部分、机头部分以及前罗拉部分,其中,后罗拉部分将床垫、床罩及棉被等自动输送至绗缝机机头位置,机头部分自动完成床垫、床罩及棉被等缝制加工,前罗拉部分自动将缝制好的床垫、床罩及棉被等拉出。
4.授权公告号为cn 207276898 u的专利文件公开了一种绗缝机,包括工作平台和绗缝机头,绗缝机头包括压持产品的压板、设有若干绗缝针的针架、向所述绗缝针供给绗缝线的供线模块、上述压板、针架、供线模块联动的动力系统,动力系统包括与压板连接的压板传动轴、与针架连接的绗缝传动轴、与供线模块连接的供线传动轴、与动力源连接的主轴,主轴通过第一凸轮连杆机构与一中转轴连接,中转轴分别通过一般连杆机构、第二凸轮连杆机构与绗缝传动轴、压板传动轴连接。
5.上述专利所述的绗缝机,能够在压板保持压持产品的情况下,绗缝针对产品进行缝纫,打破了压板与绗缝针同步升降的传统,避免了产品经绗缝后其上绗缝线易松散现象的发生,提高了织物产品上绗缝线的紧密程度。但是,在绗缝针对产品进行缝纫后,针架和压板均需上提,穿设在绗缝针上的绗缝线松散。针架和压板再次下降对产品进行缝纫,易导致缝制在产品上的绗缝线松散,影响产品的缝制品质。
技术实现要素:
6.本发明所解决的技术问题:如何避免缝制在产品上的绗缝线松散。
7.为解决上述技术问题,本发明提供如下技术方案:横向绗缝机头,包括压持产品的压板升降模块、设有若干绗缝针的绗缝升降模块、连接绗缝线的挑线模块、驱动压板升降模块和绗缝升降模块及挑线模块动作的动力系统,所述动力系统包括与压板升降模块连接的压板传动轴、与绗缝升降模块连接的绗缝传动轴、驱动挑线模块的挑线传动轴,挑线传动轴安装在传动轴支架上,挑线传动轴驱动设置在传动轴支架上的挑线凸轮,挑线凸轮与挑线件的第一转动部连接,挑线件的第二转动部与挑线摆杆的一端连接,挑线摆杆的另一端安装在摆杆轴上,摆杆轴安装在传动轴支架上;挑线件与挑线模块连接。
8.按上述技术方案,压板传动轴驱动压板升降模块,绗缝传动轴驱动绗缝升降模块,压板升降模块压持产品,绗缝升降模块上的绗缝针对产品进行缝纫。在一次缝纫完成后,压板升降模块和绗缝升降模块上升复位,挑线传动轴驱动挑线凸轮,在挑线摆杆的控制下,挑线凸轮驱动挑线件作不规则的上下摆动。挑线件驱动挑线模块上下摆动,挑线模块将经过
挑线模块的绗缝线挑起,绗缝针上的绗缝线被拉紧。之后,产品向前位移,在压板传动轴和绗缝传动轴的驱动下,压板升降模块压持产品,绗缝针下降对产品进行缝纫。在压板升降模块和绗缝升降模块上升复位后,在挑线传动轴的驱动下,挑线模块将绗缝线挑起。如此反复,随着产品向前位移,绗缝针对产品进行连续缝纫。
9.本发明所述的挑线凸轮,在挑线摆杆的控制下,能够驱动挑线件与挑线模块的连接端缓慢下降,但能够驱动挑线件与挑线模块的连接端快速上升。挑线模块的缓慢下降,与绗缝针的快速下降具有速度差,挑线模块拉住绗缝线,迫使绗缝针拉出位于绗缝机头上方的绗缝线卷上的绗缝线,并将绗缝线缝纫在产品上。挑线模块的快速上升,能够使绗缝针上的绗缝线快速拉紧,利于缝纫的连续高效运行。其中,挑线模块的缓慢下降是相对快速上升而言。
10.本发明所述的挑线凸轮,能够将绗缝线挑起,使绗缝针上的绗缝线被拉紧,避免绗缝线松散,是其基本功能。本发明所述的挑线凸轮,能够驱动挑线模块缓慢下降而快速上升,是其改进功能。
附图说明
11.下面结合附图对本发明做进一步的说明:
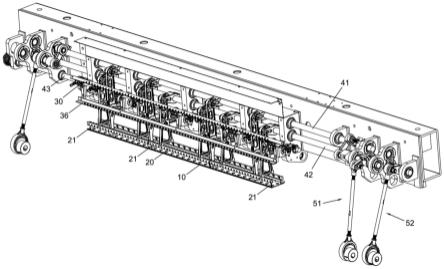
12.图1为横向绗缝机头的示意图;
13.图2为图1中用于安装导线轮的模板61、罩子62隐藏后的示意图;
14.图3为图2中从左侧观察横向绗缝机头所得的示意图;
15.图4为挑线机构的示意图,所述挑线机构包括挑线传动轴43、挑线模块30、若干挑线凸轮31、若干挑线件32、若干挑线摆杆33;
16.图5为图4中从左侧观察挑线机构所得的示意图;
17.图6为图5中a处放大图;
18.图7为构成挑线机构的若干挑线单元中任一挑线单元的示意图,所述挑线单元包括安装在一传动轴支架44上的一挑线凸轮轴、安装在所述挑线凸轮轴上的一对挑线凸轮31、以一对一的方式安装在一对挑线凸轮31上的一对挑线件32、以一对一的方式安装在一对挑线件32上的一对挑线摆杆33、用于安装一对挑线摆杆的一摆杆轴330;其中,挑线凸轮轴由挑线传动轴43经第一同步带35驱动。
19.图中符号说明:
20.10、压板升降模块;
21.20、绗缝升降模块;21、绗缝针;
22.30、挑线模块;31、挑线凸轮;32、挑线件;321、第一转动部;322、第二转动部;33、挑线摆杆;330、摆杆轴;340、过线孔;35、第一同步带;36、过线架;
23.41、压板传动轴;42、绗缝传动轴;43、挑线传动轴;44、传动轴支架;
24.51、第一凸轮连杆机构;52、第二凸轮连杆机构;
25.61、用于安装导线轮的模板,导线轮对绗缝线进行导向;62、罩子;63、绗缝机头的横梁,传动轴支架安装在其上。
具体实施方式
26.结合图3、图5、图6,横向绗缝机头,包括压持产品的压板升降模块10、设有若干绗缝针的绗缝升降模块20、连接绗缝线的挑线模块30、驱动压板升降模块和绗缝升降模块及挑线模块动作的动力系统,所述动力系统包括与压板升降模块连接的压板传动轴41、与绗缝升降模块连接的绗缝传动轴42、驱动挑线模块的挑线传动轴43,挑线传动轴安装在传动轴支架44上,挑线传动轴驱动设置在传动轴支架上的挑线凸轮31,挑线凸轮与挑线件32的第一转动部321连接,挑线件的第二转动部322与挑线摆杆33的一端连接,挑线摆杆的另一端安装在摆杆轴330上,摆杆轴安装在传动轴支架44上;挑线件32与挑线模块30连接。
27.实际操作中,压板传动轴41驱动压板升降模块10,绗缝传动轴42驱动绗缝升降模块20,压板升降模块10压持产品(例如布匹),绗缝升降模块20上的绗缝针21对产品进行缝纫。在一次缝纫完成后,压板升降模块10和绗缝升降模块20上升复位,挑线传动轴43驱动挑线凸轮31,在挑线摆杆33的控制下,挑线凸轮31驱动挑线件32作不规则的上下摆动。挑线件32驱动挑线模块30上下摆动,挑线模块30将经过挑线模块的绗缝线挑起,绗缝针21上的绗缝线被拉紧。之后,在布匹输送机构的驱动下,产品向前位移,在压板传动轴41和绗缝传动轴42的驱动下,压板升降模块10压持产品,绗缝针21下降对产品进行缝纫。在压板升降模块10和绗缝升降模块20上升复位后,在挑线传动轴43的驱动下,挑线模块30将绗缝线挑起。如此反复,随着产品向前位移,绗缝针对产品进行连续缝纫。
28.关于压板升降模块10和绗缝升降模块20。压板传动轴41通过第一凸轮连杆机构51与主轴连接,绗缝传动轴42通过第二凸轮连杆机构52与主轴连接。在主轴的驱动下,第一凸轮连杆机构51驱动压板传动轴41摆动,第二凸轮连杆机构52驱动绗缝传动轴42摆动。摆动的压板传动轴41如何驱动压板升降模块10升降可以参考授权公告号为cn 207276898 u专利文件说明书[0017]段和[0052]段。摆动的绗缝传动轴42如何驱动绗缝升降模块20升降可以参考授权公告号为cn 207276898 u专利文件说明书[0016]段和[0051]段。
[0029]
关于挑线模块30。结合图5至图7,所述挑线件32为内角为钝角的v形件,第一转动部321和第二转动部322设置在v形件的一臂上,第二转动部位于第一转动部的上方,v形件的另一臂与挑线模块30连接。本发明所述的挑线凸轮31,在挑线摆杆33的控制下,能够驱动挑线件32与挑线模块30的连接端缓慢下降,但能够驱动挑线件32与挑线模块30的连接端快速上升。挑线模块30缓慢下降,与绗缝针21的快速下降形成速度差,挑线模块30拉住绗缝线,迫使绗缝针21拉出位于绗缝机头上方的绗缝线卷上的绗缝线,并将绗缝线缝纫在产品上。在绗缝针21将绗缝线缝纫在产品上后,绗缝针随绗缝升降模块20上升复位,挑线模块30快速上升,能够使绗缝针21上的绗缝线快速拉紧,利于缝纫的连续高效运行,避免绗缝线松散。
[0030]
关于挑线模块30。传动轴支架44的数量为若干,任一传动轴支架的左右两侧设有挑线凸轮31,挑线凸轮安装在挑线凸轮轴的两端,挑线凸轮轴安装在传动轴支架44上,挑线传动轴43通过驱动挑线凸轮轴而驱动挑线凸轮31。横向设置的压板传动轴41、绗缝传动轴42、挑线传动轴43支撑在若干传动轴支架44上。
[0031]
关于挑线模块30。挑线传动轴43通过第二同步带与主轴连接,在主轴的驱动下,挑线传动轴43连续旋转。挑线传动轴43通过第一同步带35驱动挑线凸轮轴连续旋转。主轴通过第一凸轮连杆机构51驱动压板传动轴41摆动,压板传动轴驱动压板升降模块10升降。主
轴通过第二凸轮连杆52驱动绗缝传动轴42摆动,绗缝传动轴驱动绗缝升降模块20升降。主轴通过第二同步带驱动挑线传动轴43连续旋转,挑线传动轴43通过第一同步带35驱动挑线凸轮轴,挑线凸轮轴上的挑线凸轮31旋转,挑线凸轮驱动挑线件32,在挑线摆杆33的控制下,挑线件32摆动,驱动挑线模块30上下摆动。在绗缝过程中,压板升降模块10先下压产品,与绗缝线连接的挑线模块30缓慢下摆,绗缝升降模块20上的绗缝针21下降,拉动穿过绗缝针21的绗缝线下行,绗缝线被拉出线卷,线卷位于绗缝机头的上方。绗缝针21对产品缝纫。在压板升降模块10和绗缝升降模块20上升复位,挑线模块30快速上摆,将穿过绗缝针21的绗缝线迅速挑起,绗缝线被拉紧。之后,压板升降模块10下压产品,挑线模块30缓慢下摆,绗缝针21下降缝纫,绗缝针21上升复位,挑线模块30快速上摆并拉紧绗缝线。按此方式,绗缝机头对向前位移的产品连续缝纫。
[0032]
挑线模块30上设有若干过线孔340,过线孔为陶瓷孔,陶瓷孔开设在陶瓷件上,陶瓷件安装在挑线模块30上。由于陶瓷表面光滑,且具有较好的硬度,因此,经过陶瓷孔的绗缝线自身不易磨损,也不会磨损过线孔,利于工作顺畅进行。挑线模块30的下方设有过线架36,过线架36位于挑线模块30和绗缝针21之间。过线架上设有与挑线模块30上过线孔一一上下对应的过线孔,对绗缝线进行导向。过线架36上的过线孔也采用陶瓷孔。
[0033]
以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1