一种提升水性绒面超纤革产量的制备工艺的制作方法
1.本发明涉及水性绒面制革领域,更具体地说,它涉及一种提升水性绒面超纤革产量的制备工艺。
背景技术:
2.水性超纤革是用超纤和水性树脂材料制作的水性合成革,基材是水性超纤,面层是水性树脂加工的合成革,则称之为全水性超纤革。
3.水性和油性超纤合成革的最大区别就是使用树脂的不同,所以超纤及其革的产品性能各不相同;二者最大的区别是超纤革的生态性不同。即油性超纤革内含对人体有害的dmf溶剂,而水性超纤革则无dmf溶剂,超纤革具有宜人的芳香,对人体无害;由于用于制作超纤革基材的油性树脂和水性树脂高分子材料的结构和性能不同,导致水性超纤和油性超纤二者的外观和物理性能也有很大的不同;通常,油性树脂是高分子直链型单亲材料,在制造超纤革基材时对超细纤维间的填充性比较好,超纤经减量后弹性比较强;水性树脂则高分子链上,含有大量的侧基,是双亲高分子材料,相对分子量比油性树脂小,所以在超纤空间的填充性和对超细纤维的包裹性不同。通常水性超纤能有较好的垂感,仿真效果更好。
4.目前,水性超纤加工普遍采用的是水性树脂含浸、烘干、减量、磨毛丶水洗、烘干及后整理工艺。由于这类工艺不经过湿法工艺,所以称之为干法水性超纤工艺。水性干法超纤工艺,是超纤革基材加工的一大创举。水性树脂由于具有低粘度性和粘度的可调性,因此,完全可以对无纺超纤布进行含浸填充,这就是水性超纤的含浸工艺的基本条件。水性超纤含浸工艺最大的技术关键点是设计好树脂粘度和固含量,控制好树脂在超细纤维中的分布和含量。当含有一定树脂量的超纤经烘箱烘干后,树脂耐水、耐碱、耐溶剂性能就显现出来。
5.由于人们生活水平的不断提高以及环保意识的不断增强,超细纤维人工革以其优良的物理性能、突出的生态环保性能、相对较低的成本,以及多功能特点成为人造革合成革行业的发展主流;又因其易剪裁、利用率高、易清洗,产品广泛用于制鞋、箱包、手袋、沙发家具、车饰、服装、包装、体育用品、电子数码行业等,因此急需开发一种提升水性超纤绒面革产量的制作工艺。
技术实现要素:
6.本发明提供一种提升水性绒面超纤革产量的制备工艺,包括如下步骤:步骤一:取用厚度在2.5-3.0mm,密度在2.0以上的定岛海岛纤维非织造基布;步骤二:将步骤一的基布进行含浸工序制作,具体为:将聚氨酯树脂配成固含28%-30%,粘度在15秒-20秒,运用3-4个轧槽的水性聚氨酯树脂,使基布得到充分浸轧,并使用3米每节,总长39米的网袋烘道;烘布过程中前段5-15米烘道要保持在温度100℃-120℃的温度下,送风频率在30hz-50hz的区间中;后段15米-39米的烘道使用125℃-150℃,送风频率在50hz-80hz的区间中;整体抽湿频率在60hz-70hz,速度5-6m/min,进行烘干;
步骤三:将步骤二经过含浸的基布进行预碱量:配置一个浓度2%-4%的长10m的碱量槽,将含浸基布浸轧3-5min,并在80-100℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,使用0.8%-1%液比的碱,95℃-100℃保温40-60min进行碱量,再在缸中进行2-4遍水洗后,将布拿出;步骤四:将步骤三的碱量布通过轧车轧水后在总长33米的烘箱,温度120-150℃,速度4.5-5.5m/min的速度下将其烘干;步骤五:将步骤四的烘干基布进行风揉的方式揉软,将风揉设备的主风机设置为40hz-50hz,下风机设置为50hz-75hz,温度80℃-90℃,速度4m/min-5m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:第一面第一个磨头使用240型号砂纸,第二个磨头使用400型号砂纸,速度2.8-3.5m/min的速度,进行第一面磨毛,第二面使用与第一面相同工艺;步骤七:将步骤六磨完毛的基布进行中间片皮,片皮设备用5m/min的速度,使由原来的一卷布变为2卷厚度相同的基布;步骤八:将步骤七片完皮的基布进行六遍60-90摄氏度,每遍保温20min进行水洗,以保证色牢度;步骤九:将步骤八的碱量布通过轧车轧水后在总长33米的烘箱,温度120-150℃,速度6-8m/min的速度下将其烘干。
7.本发明的有益效果在于:本发明能够实现使产量翻倍的目的,从而减少能耗和排放的目的,并且在力学测试及外观评审中皆与传统工艺相比不相伯仲。
具体实施方式
8.现在将参考示例实施方式讨论本文描述的主题。应该理解,讨论这些实施方式只是为了使得本领域技术人员能够更好地理解从而实现本文描述的主题,并非是对权利要求书中所阐述的保护范围、适用性或者示例的限制。可以在不脱离本说明书内容的保护范围的情况下,对所讨论的元素的功能和排列进行改变。各个示例可以根据需要,省略、替代或者添加各种过程或组件。另外,相对一些示例所描述的特征在其他例子中也可以进行组合。
9.实施例1在本实施例中,提出了一种提升水性绒面超纤革产量的制备工艺,包括如下步骤:步骤一:取用厚度在2.5mm,密度在2.0以上的定岛海岛纤维非织造基布;步骤二:将步骤一的基布进行含浸工序制作,具体为:将聚氨酯树脂配成固含28%,粘度在15秒,运用3个轧槽的水性聚氨酯树脂,使基布得到充分浸轧,并使用3米每节,总长39米的网袋烘道;烘布过程中前段5米烘道要保持在温度100℃的温度下,送风频率在30hz的区间中;后段15米的烘道使用125℃,送风频率在50hz的区间中;整体抽湿频率在60hz,速度5m/min,进行烘干;步骤三:将步骤二经过含浸的基布进行预碱量:配置一个浓度2%的长10m的碱量槽,将含浸基布浸轧3min,并在80℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,使用0.8%液比的碱,95℃保温40进行碱量,再在缸中进行2遍水洗后,将布拿出;步骤四:将步骤三的碱量布通过轧车轧水后在总长33米的烘箱,温度120℃,速度4.5m/min的速度下将其烘干;
步骤五:将步骤四的烘干基布进行风揉的方式揉软,将风揉设备的主风机设置为40hzhz,下风机设置为50hz-75hz,温度80℃,速度4m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:第一面第一个磨头使用240型号砂纸,第二个磨头使用400型号砂纸,速度2.8m/min的速度,进行第一面磨毛,第二面使用与第一面相同工艺;步骤七:将步骤六磨完毛的基布进行中间片皮,片皮设备用5m/min的速度,使由原来的一卷布变为2卷厚度相同的基布;步骤八:将步骤七片完皮的基布进行六遍60摄氏度,每遍保温20min进行水洗,以保证色牢度;步骤九:将步骤八的碱量布通过轧车轧水后在总长33米的烘箱,温度120℃,速度6m/min的速度下将其烘干。
10.实施例2在本实施例中,提出了一种提升水性绒面超纤革产量的制备工艺,包括如下步骤:步骤一:取用厚度在2.75mm,密度在2.1以上的定岛海岛纤维非织造基布;步骤二:将步骤一的基布进行含浸工序制作,具体为:将聚氨酯树脂配成固含29%,粘度在17.5秒,运用3.5个轧槽的水性聚氨酯树脂,使基布得到充分浸轧,并使用3米每节,总长39米的网袋烘道;烘布过程中前段10米烘道要保持在温度110℃的温度下,送风频率在40hz的区间中;后段27米的烘道使用137℃,送风频率在65hz的区间中;整体抽湿频率在65hz,速度5.5m/min,进行烘干;步骤三:将步骤二经过含浸的基布进行预碱量:配置一个浓度3%的长10m的碱量槽,将含浸基布浸轧4min,并在90℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,使用0.9%液比的碱,97.5℃保温50min进行碱量,再在缸中进行3遍水洗后,将布拿出;步骤四:将步骤三的碱量布通过轧车轧水后在总长33米的烘箱,温度135℃,速度5m/min的速度下将其烘干;步骤五:将步骤四的烘干基布进行风揉的方式揉软,将风揉设备的主风机设置为45hz,下风机设置为62.5hz,温度85℃,速度4.5m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:第一面第一个磨头使用240型号砂纸,第二个磨头使用400型号砂纸,速度3.15m/min的速度,进行第一面磨毛,第二面使用与第一面相同工艺;步骤七:将步骤六磨完毛的基布进行中间片皮,片皮设备用5m/min的速度,使由原来的一卷布变为2卷厚度相同的基布;步骤八:将步骤七片完皮的基布进行六遍75摄氏度,每遍保温20min进行水洗,以保证色牢度;步骤九:将步骤八的碱量布通过轧车轧水后在总长33米的烘箱,温度135℃,速度7m/min的速度下将其烘干实施例3在本实施例中,提出了一种提升水性绒面超纤革产量的制备工艺,包括如下步骤:步骤一:取用厚度在13.0mm,密度在2.5的定岛海岛纤维非织造基布;步骤二:将步骤一的基布进行含浸工序制作,具体为:
将聚氨酯树脂配成固含30%,粘度在20秒,运用4个轧槽的水性聚氨酯树脂,使基布得到充分浸轧,并使用3米每节,总长39米的网袋烘道;烘布过程中前段15米烘道要保持在温度120℃的温度下,送风频率在50hz的区间中;后段39米的烘道使用150℃,送风频率在80hz的区间中;整体抽湿频率在70hz,速度6m/min,进行烘干;步骤三:将步骤二经过含浸的基布进行预碱量:配置一个浓度2%-4%的长10m的碱量槽,将含浸基布浸轧5min,并在100℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,使用1%液比的碱,100℃保温60min进行碱量,再在缸中进行4遍水洗后,将布拿出;步骤四:将步骤三的碱量布通过轧车轧水后在总长33米的烘箱,温度150℃,速度5.5m/min的速度下将其烘干;步骤五:将步骤四的烘干基布进行风揉的方式揉软,将风揉设备的主风机设置为50hz,下风机设置为75hz,温度90℃,速度5m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:第一面第一个磨头使用240型号砂纸,第二个磨头使用400型号砂纸,速度3.5m/min的速度,进行第一面磨毛,第二面使用与第一面相同工艺;步骤七:将步骤六磨完毛的基布进行中间片皮,片皮设备用5m/min的速度,使由原来的一卷布变为2卷厚度相同的基布;步骤八:将步骤七片完皮的基布进行六遍90摄氏度,每遍保温20min进行水洗,以保证色牢度;步骤九:将步骤八的碱量布通过轧车轧水后在总长33米的烘箱,温度150℃,速度8m/min的速度下将其烘干。
11.实施例4在本实施例中,首先制备a实验组水性绒面超纤革:步骤一:取用厚度在2.5mm,密度在2.1的定岛海岛纤维非织造基布;步骤二:将水性聚氨酯树脂配成固含30%,粘度18秒,通过3个轧槽和导辊,使基布得到充分浸轧,带液控制在180%,并使用3米每节,总长39米的网袋烘道;烘布过程中前五节15米烘道,依次使用100℃丶105℃丶110℃丶115℃丶120℃,送风频率依次为30hz丶30hz丶40hz丶50hz丶50hz的区间中;后段15米-39米共8节的烘道使用125℃丶130℃丶135℃丶140℃丶145℃丶150℃丶140℃丶130℃,送风频率在50hz丶50hz丶60hz丶60hz丶80hz丶80hz丶70hz丶70hz的区间中;前六节抽湿70hz,后7节抽湿60hz,速度5m/min,进行烘干;步骤三:预碱量:将步骤二经过含浸的基布在碱液浓度3%长10m的碱量槽中浸轧4min,并在90℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,配置0.9%液比的碱,95℃保温60min进行碱量,碱量完成后,进行4遍60℃保温20min的水洗,将表面碱出来的杂质清洗干净,完成后拿出;步骤四:将步骤三的碱量基布通过轧车轧水后,在总长33米共11节的针板定型拉幅烘箱,温度120℃丶125℃丶130℃丶135℃丶140℃丶140℃丶150℃丶150℃丶140℃丶130℃丶120℃,速度5m/min的速度,送风频率在50hz下将其烘干;步骤五:将步骤四的烘干基布通过风揉的方式揉软,将风揉设备的主风机设置为50hz的频率,下风机设置为60hz的频率,温度90℃,速度5m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:正面先磨:第一个磨头使用240型号吕砂砂
纸正转磨毛,第二个磨头使用400型号吕砂砂纸正转磨毛,速度3m/min的速度,进行正面磨毛,反面使用与正面相同工艺;步骤七:将步骤六磨完毛的基布进行厚度测量,取中间值,通过片皮设备用5m/min的速度,将其由原来的一卷布片为两卷;步骤八;将步骤七片完皮的基布进行六遍90℃丶80℃丶70℃丶60℃丶60℃丶常温,每遍保温20min进行水洗,以保证色牢度;将步骤八的水洗基布通过轧车轧水后,在总长33米共11节的针板定型拉幅烘箱,温度120℃丶125℃丶130℃丶135℃丶140℃丶140℃丶150℃丶150℃丶140℃丶130℃丶120℃,速度8m/min的速度,送分频率50hz下将其烘干;然后,制备b实验组水性绒面超纤革:步骤一:取用厚度在2.8mm,密度在2.1的定岛海岛纤维非织造基布;步骤二:将水性聚氨酯树脂配成固含28%,粘度20秒,通过4个轧槽和导辊,使基布得到充分浸轧,带液控制在180%,并使用3米每节,总长39米的网袋烘道;烘布过程中前五节15米烘道,依次使用100℃丶100℃丶110℃丶110℃丶120℃,送风频率依次为30hz丶30hz丶30hz丶30hz丶50hz的区间中;后段15米-39米共8节的烘道使用125℃丶135℃丶140℃丶140℃丶150℃丶150℃丶140℃丶130℃,送风频率在50hz丶60hz丶60hz丶60hz丶80hz丶70hz丶70hz丶70hz的区间中;前六节抽湿70hz,后7节抽湿60hz,速度5m/min,进行烘干;步骤三:预碱量:将步骤二经过含浸的基布在碱液浓度4%,长10m的碱量槽中浸轧4min,并在90℃的蒸箱中蒸1h后拿出;将预碱量完的基布放入缸中,配置1.0%液比的碱,95℃保温50min进行碱量,碱量完成后,通过两遍90℃保温20min和两遍60℃保温20min的水洗,将表面碱出来的杂质清洗干净,完成后拿出;步骤四:将步骤三的碱量基布通过轧车轧水后,在总长33米共11节的针板定型拉幅烘箱,温度120℃丶125℃丶130℃丶135℃丶140℃丶140℃丶150℃丶150℃丶140℃丶130℃丶120℃,速度5m/min的速度,送风频率在50hz下将其烘干;步骤五:将步骤四的烘干基布通过风揉的方式揉软,将风揉设备的主风机设置为50hz的频率,下风机设置为70hz的频率,温度90℃,速度4m/min进行揉软;步骤六:将步骤五的烘干布进行磨毛:正面先磨:第一个磨头使用240型号吕砂砂纸正转磨毛,第二个磨头使用400型号吕砂砂纸正转磨毛,速度3.2m/min的速度,进行正面磨毛,反面使用与正面相同工艺;步骤七:将步骤六磨完毛的基布进行厚度测量,取中间值,通过片皮设备用5m/min的速度,将其由原来的一卷布片为两卷;步骤八;将步骤七片完皮的基布进行五遍90℃丶80℃丶70℃,每遍保温20min和2遍60℃保温20min的溢流水洗,进行水洗以保证色牢度;步骤九:将步骤八的水洗基布通过轧车轧水后,在总长33米共11节的针板定型拉幅烘箱,温度120℃丶125℃丶130℃丶135℃丶140℃丶140℃丶150℃丶150℃丶140℃丶130℃丶120℃,速度7m/min的速度,送风频率50hz下将其烘干。
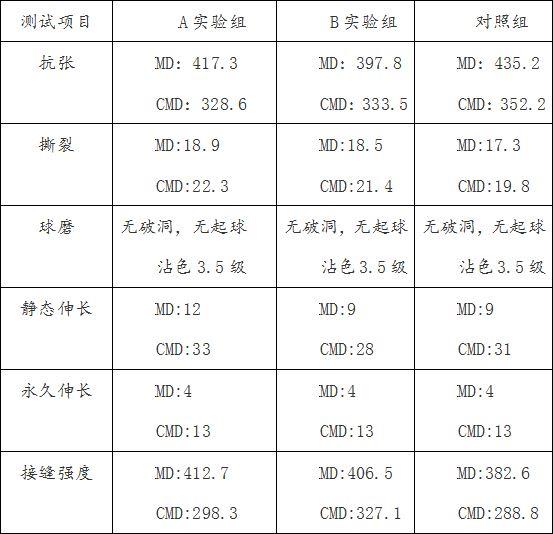
12.选用以传统工艺制备的水性绒面超纤革为对照组,并对三组进行测试,测试结果如下表所示:
从上表对比中可以看出,本发明的制备的水性绒面超纤革与传统工艺制备的水性绒面超纤革在力学测试方面并无明显偏差,有几项测试数据甚至有超过传统工艺,但是本发明能够实现产量产量翻倍的目的。
13.上面对本实施例的实施例进行了描述,但是本实施例并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实施例的启示下,在不脱离本实施例宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实施例的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1