一种双色异面窗帘织物生产工艺的制作方法
1.本发明涉及窗帘织物技术领域,具体为一种双色异面窗帘织物生产工艺。
背景技术:
2.随着社会经济、科技的不断快速发展,人们的生活水平有了显著的提高,对纺织品的需求不断变化,逐步由实用型向时尚型、功能型转变。家庭、办公室成为了人们停留时间最久的地方,人们对美的追求和享受的心理成为家纺产品必须要考虑的一个重要因素窗帘作为家居不可或缺的室内装饰品,既要有减光、遮光、保暖的作用,又要有防火、隔热、防辐射、防紫外线等功能,同时更起到了协调整体家居风格和色彩搭配的重要装饰作用。
3.对比文件为授权公告号cn113465295b的专利公开了一种一体式纺织布料清洗烘干设备,该设备通过设置的调节机构,可以调节两组压辊的间距,进而可以改变布料清洗行程,改变清洗效果,并且其引导辊采用安装转轴等结构进行安装固定,方便工作人员进行安装拆卸,提高了拆装便捷性,但是上述结构在实际使用过程中,还会存在以下的问题:1.对比文件中的调节机构只能调节两组压辊之间的间距,在操作人员需要将布料经过两组压辊时,操作人员需要俯身弯腰将布料绕过两组压辊,这无疑会提高操作人员的劳动强度,并且使得设备每次在更换布料时,都会提高布料更换所需要花费的时间,也降低了整个设备实际使用过程中的便捷性,且对比文件中的调节机构无法在实现调整间距的同时,调整设备中布料的松紧度。
4.2.对比文件中的两组压辊一直位于清洗箱的内底部,无法简单快速地对其进行拆卸或安装,这也就提高了检修人员的检修难度,降低了检修人员的检修效率。
5.3.对比文件中的引导辊虽然可以方便工作人员安装拆卸,但是该结构也会导致引导辊在工作过程的不稳定性,无法在需要对其进行拆卸时能够自动解除自身的固定效果,而在使用过程中,其本身又具有较好的稳定性。
技术实现要素:
6.本发明的目的在于提供一种双色异面窗帘织物生产工艺,以解决上述背景技术中提出的相关问题。
7.为实现上述目的,本发明提供如下技术方案:一种双色异面窗帘织物生产工艺,包括以下步骤,原丝检验-整经-浆纱-并轴-穿综-织造-清洗-品检入库。
8.a.原丝检验:经纱原丝甲选用75d/36f有光涤纶fdy原料,经纱原丝乙选用75d/36f消光涤纶dty轻网原料,纬纱原丝选用300d/96f黑涤纶dty轻网原料;b.整经:甲经整经车速选用380m/min,单丝张力选用11g
±
1g,乙经整经车速选用400m/min,单丝张力选用9g
±
1g;c.浆纱:甲经浆纱车速选取300m/min,牵伸张力22g
±
1g,浆料浓度11%左右,上浆率控制在5.2%左右,烘干温度控制在130℃-145℃,乙经浆纱车速选取400m/min,牵伸张力20g
±
1g,浆料浓度7.5%左右,上浆率控制在6.8%左右,烘干温度控制在135℃-150℃;
d.并轴:甲经并轴车速150m/min,并轴卷取张力33g
±
1g,乙经并轴车速150m/min,并轴卷取张力29g
±
1g;e.穿综:甲经作为上盘穿经,车间温度控制在18℃-25℃,相对湿度控制在50%-70%;穿经速度控制在220根/min-240根/min;f.织造:采用hw-8010型双盘喷水织机织造,织机转速440
±
10r/min,电子送经张力240
±
10(上)/550
±
10(下)kg,后梁高度45mm,后梁角度60
°
;g.清洗:对生产出的窗帘织物进行清洗并烘干;h.品检入库。
9.优选的,一种双色异面窗帘织物的生产设备,所述清洗仓的底部安装有底仓,所述清洗仓顶部的两端对称设置有丝杆,且丝杆外侧的两端对称螺纹设置有连接块,所述连接块的内侧安装有第一轴承,同一侧两组所述第一轴承的内侧共同安装有转动杆,所述转动杆外侧的两端对称安装有第二轴承,且两组第二轴承的外侧共同安装有筒型仓,所述转动杆外侧的两端共同设置有调节组件,同一端两组所述连接块的底部皆设置有与转动杆传动连接的驱动组件,所述清洗仓一侧的顶部设置有与两组丝杆传动连接的驱动装置,所述清洗仓顶部的两侧对称设置有引导辊组件,所述清洗仓内部一侧的顶部安装有输水管,且输水管的外侧均匀安装有喷头,所述清洗仓一端的中间位置处安装有控制面板。
10.优选的,所述引导辊组件包括导向辊、插销、l型活动杆、安装插槽、第一弹簧、推板、第四轴承、销孔和安装块,所述清洗仓顶部的两侧对称设置有两组导向辊,且导向辊外侧的两端对称设置有第四轴承,所述第四轴承的外侧安装有安装块,所述清洗仓顶部的两侧对称安装有一对与安装块相互配合的安装插槽,且安装块位于安装插槽的内部,所述清洗仓两侧顶部的两端对称设置有l型活动杆,所述l型活动杆靠近连接块的一端延伸至清洗仓的内部并安装有推板,所述l型活动杆的外侧套设有第一弹簧,且第一弹簧的两端分别与推板和清洗仓的内壁固定连接,所述l型活动杆位于清洗仓外侧的一端安装有两组插销,所述插销靠近连接块的一端延伸至安装插槽的内部,所述安装块的一侧开设有与插销相互配合的销孔。
11.优选的,所述调节组件包括条形板、压辊、限位滑槽、限位滑块、第二弹簧和第三轴承,所述转动杆外侧的两端对称套设有条形板,所述转动杆外侧的两端对称开设有两组限位滑槽,且限位滑槽的内部设置有限位滑块,同一端两组所述限位滑块的外侧与相邻一组条形板固定连接,两组所述转动杆外侧的同一端皆套设有第二弹簧,且第二弹簧位于条形板和连接块之间,两组所述条形板内侧远离转动杆的一端对称安装有第三轴承,且两组第三轴承的内侧共同设置有压辊。
12.优选的,所述驱动组件包括安装板、蜗轮、伺服电机和蜗杆,所述清洗仓靠近控制面板一端顶部的两侧对称设置有安装板,且两组安装板分别与同一端两组连接块固定连接,所述安装板的顶部安装有伺服电机,所述伺服电机的输出端安装有蜗杆,所述转动杆靠近控制面板的一端穿过连接块并安装有与蜗杆相互配合的蜗轮。
13.优选的,所述清洗仓内两端的顶部对称开设有两组第一滑槽,且第一滑槽的内部设置有第一滑块,而第一滑块的外侧与相邻一组推板固定连接。
14.优选的,所述清洗仓靠近控制面板一端的顶部开设有第二滑槽,且第二滑槽内部的两侧对称设置有第二滑块,而第二滑块的外侧与相邻一组安装板固定连接。
15.优选的,两组所述转动杆外侧远离控制面板的一端套设有固定环,且固定环的一侧与相邻一组条形板固定连接,所述第一轴承的外侧对称螺纹设置有蝴蝶螺栓,所述第一轴承通过蝴蝶螺栓与转动杆固定连接。
16.优选的,所述驱动装置包括驱动电机、第一皮带轮、第二皮带轮和传动皮带,两组所述丝杆远离流量阀的一侧皆安装有第二皮带轮,所述清洗仓远离流量阀一侧的中间位置处安装有驱动电机,且驱动电机的输出端安装有第一皮带轮,而第一皮带轮和两组第二皮带轮的外侧共同设置有传动皮带。
17.优选的,所述底仓内部的一侧设置有过滤仓,且过滤仓的内部与底仓的内部连通,过滤仓内部的中间位置处设置有放置仓,而放置仓的内底部均匀开设有通孔,放置仓的内底部设置有过滤网,所述清洗仓一侧的底部安装有流量阀,且流量阀的输出端与过滤仓的顶部连通,所述底仓远离流量阀一侧的底部安装有排水阀。
18.与现有技术相比,本发明提供了一种双色异面窗帘织物生产工艺,具备以下有益效果:1、本发明通过控制驱动装置带动两组丝杆转动,利用螺纹作用迫使两对连接块相互靠近或远离,以达到调整两组压辊之间双色异面窗帘织物的间距,并且还可以通过控制伺服电机带动蜗杆转动,利用蜗杆和蜗轮的传动带动转动杆转动,从而使得两组条形板以转动杆为轴心转动,也就让两组压辊从而清洗仓的内底部移动到清洗仓的上方,如此便有利于操作人员将双色异面窗帘织物布料依次经过两组压辊,而后控制两组压辊重新移动回清洗仓的内底部,这样便可以轻松便捷地将双色异面窗帘织物布料经过两组压辊,并且在对双色异面窗帘织物布料进行清洗的过程中,还可以通过控制两组转动杆的转动,使得两组压辊相互靠近或远离,从而调整双色异面窗帘织物的松紧度,保证整个设备对双色异面窗帘织物的清洗效果。
19.2、本发明在需要将两组压辊拆卸下来时,可以先通过驱动组件控制两组转动杆相向转动,从而让两组压辊移动到清洗仓的上方,接着操作人员只需要将靠近第二弹簧的一组条形板向远离筒型仓的方向推动,从而让两组条形板之前的间距增大,也就便于操作人员手动将压辊从两组条形板之间拆卸下来,并且操作人员也不需要弯腰将上半身伸进清洗仓的内部进行拆卸工作,提高了整个设备检修的便利性。
20.3、本发明在需要将两对导向辊从设备上拆卸下来时,操作人员控制驱动装置带动两组丝杆同步转动,利用螺纹作用迫使两对连接块逐渐向丝杆的两端移动,直到连接块抵在推板上,并推动推板移动,使得推板逐渐向安装插槽靠近,从而让两组插销离开销孔的内部,自动解除对安装块的限位作用,之后只需要手动将两对导向辊向上抬起,使得安装块离开安装插槽的内部,这样便可以轻松地将导向辊拆卸下来,而在设备工作的过程中,由于插销对安装块的限位作用,可以使得安装块能够稳定地位于安装插槽的内部,相应的导向辊也就可以稳定的转动,保证了整个设备运行的稳定性。
附图说明
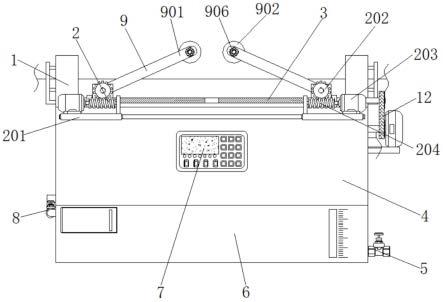
21.图1为本发明的主视图;图2为本发明的主视剖视图;图3为本发明的俯视图;
图4为本发明的俯视剖视图;图5为本发明导向辊与安装块连接的立体示意图;图6为本发明转动杆与连接块连接的立体示意图;图7为本发明图2的a处放大图;图8为本发明图3的b处放大图;图9为本发明图3的c处放大图。
22.图中:1、引导辊组件;101、导向辊;102、插销;103、l型活动杆;104、安装插槽;105、第一弹簧;106、推板;107、第四轴承;108、销孔;109、安装块;2、驱动组件;201、安装板;202、蜗轮;203、伺服电机;204、蜗杆;3、丝杆;4、清洗仓;5、排水阀;6、底仓;7、控制面板;8、流量阀;9、调节组件;901、条形板;902、压辊;903、限位滑槽;904、限位滑块;905、第二弹簧;906、第三轴承;10、输水管;11、转动杆;12、驱动装置;13、连接块;14、喷头;15、筒型仓;16、第二轴承;17、固定环;18、第一轴承。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.请参阅图1-9,本发明提供一种技术方案:一种双色异面窗帘织物生产工艺,包括以下步骤,原丝检验-整经-浆纱-并轴-穿综-织造-清洗-品检入库。
25.a.原丝检验:经纱原丝甲选用75d/36f有光涤纶fdy原料,经纱原丝乙选用75d/36f消光涤纶dty轻网原料,纬纱原丝选用300d/96f黑涤纶dty轻网原料;b.整经:甲经整经车速选用380m/min,单丝张力选用11g
±
1g,乙经整经车速选用400m/min,单丝张力选用9g
±
1g;c.浆纱:甲经浆纱车速选取300m/min,牵伸张力22g
±
1g,浆料浓度11%左右,上浆率控制在5.2%左右,烘干温度控制在130℃-145℃,乙经浆纱车速选取400m/min,牵伸张力20g
±
1g,浆料浓度7.5%左右,上浆率控制在6.8%左右,烘干温度控制在135℃-150℃;d.并轴:甲经并轴车速150m/min,并轴卷取张力33g
±
1g,乙经并轴车速150m/min,并轴卷取张力29g
±
1g;e.穿综:甲经作为上盘穿经,车间温度控制在18℃-25℃,相对湿度控制在50%-70%;穿经速度控制在220根/min-240根/min;f.织造:采用hw-8010型双盘喷水织机织造,织机转速440
±
10r/min,电子送经张力240
±
10(上)/550
±
10(下)kg,后梁高度45mm,后梁角度60
°
;g.清洗:对生产出的窗帘织物进行清洗并烘干;h.品检入库。
26.进一步地,一种双色异面窗帘织物的生产设备,清洗仓4的底部安装有底仓6,清洗仓4顶部的两端对称设置有丝杆3,且丝杆3外侧的两端对称螺纹设置有连接块13,连接块13的内侧安装有第一轴承18,同一侧两组第一轴承18的内侧共同安装有转动杆11,转动杆11外侧的两端对称安装有第二轴承16,且两组第二轴承16的外侧共同安装有筒型仓15,转动
杆11外侧的两端共同设置有调节组件9,同一端两组连接块13的底部皆设置有与转动杆11传动连接的驱动组件2,清洗仓4一侧的顶部设置有与两组丝杆3传动连接的驱动装置12,清洗仓4顶部的两侧对称设置有引导辊组件1,清洗仓4内部一侧的顶部安装有输水管10,且输水管10的外侧均匀安装有喷头14,清洗仓4一端的中间位置处安装有控制面板7。
27.进一步地,引导辊组件1包括导向辊101、插销102、l型活动杆103、安装插槽104、第一弹簧105、推板106、第四轴承107、销孔108和安装块109,清洗仓4顶部的两侧对称设置有两组导向辊101,且导向辊101外侧的两端对称设置有第四轴承107,第四轴承107的外侧安装有安装块109,清洗仓4顶部的两侧对称安装有一对与安装块109相互配合的安装插槽104,且安装块109位于安装插槽104的内部,清洗仓4两侧顶部的两端对称设置有l型活动杆103,l型活动杆103靠近连接块13的一端延伸至清洗仓4的内部并安装有推板106,l型活动杆103的外侧套设有第一弹簧105,且第一弹簧105的两端分别与推板106和清洗仓4的内壁固定连接,l型活动杆103位于清洗仓4外侧的一端安装有两组插销102,插销102靠近连接块13的一端延伸至安装插槽104的内部,安装块109的一侧开设有与插销102相互配合的销孔108。
28.进一步地,调节组件9包括条形板901、压辊902、限位滑槽903、限位滑块904、第二弹簧905和第三轴承906,转动杆11外侧的两端对称套设有条形板901,转动杆11外侧的两端对称开设有两组限位滑槽903,且限位滑槽903的内部设置有限位滑块904,同一端两组限位滑块904的外侧与相邻一组条形板901固定连接,两组转动杆11外侧的同一端皆套设有第二弹簧905,且第二弹簧905位于条形板901和连接块13之间,两组条形板901内侧远离转动杆11的一端对称安装有第三轴承906,且两组第三轴承906的内侧共同设置有压辊902。
29.进一步地,驱动组件2包括安装板201、蜗轮202、伺服电机203和蜗杆204,清洗仓4靠近控制面板7一端顶部的两侧对称设置有安装板201,且两组安装板201分别与同一端两组连接块13固定连接,安装板201的顶部安装有伺服电机203,伺服电机203的输出端安装有蜗杆204,转动杆11靠近控制面板7的一端穿过连接块13并安装有与蜗杆204相互配合的蜗轮202。
30.进一步地,清洗仓4内两端的顶部对称开设有两组第一滑槽,且第一滑槽的内部设置有第一滑块,而第一滑块的外侧与相邻一组推板106固定连接,有助于提高推板106和l型活动杆103移动过程中的稳定性。
31.进一步地,清洗仓4靠近控制面板7一端的顶部开设有第二滑槽,且第二滑槽内部的两侧对称设置有第二滑块,而第二滑块的外侧与相邻一组安装板201固定连接,在连接块13移动时,有助于提高安装板201在移动过程中的稳定性。
32.进一步地,两组转动杆11外侧远离控制面板7的一端套设有固定环17,且固定环17的一侧与相邻一组条形板901固定连接,第一轴承18的外侧对称螺纹设置有蝴蝶螺栓,第一轴承18通过蝴蝶螺栓与转动杆11固定连接,有助于调整转动杆11外侧远离控制面板7一端的两组条形板901的位置,从而使得压辊902可以固定得更加稳定。
33.进一步地,驱动装置12包括驱动电机、第一皮带轮、第二皮带轮和传动皮带,两组丝杆3远离流量阀8的一侧皆安装有第二皮带轮,清洗仓4远离流量阀8一侧的中间位置处安装有驱动电机,且驱动电机的输出端安装有第一皮带轮,而第一皮带轮和两组第二皮带轮的外侧共同设置有传动皮带,有助于同步带动两组丝杆3转动,从而使得两对连接块13在丝
杆3的外侧移动。
34.进一步地,底仓6内部的一侧设置有过滤仓,且过滤仓的内部与底仓6的内部连通,过滤仓内部的中间位置处设置有放置仓,而放置仓的内底部均匀开设有通孔,放置仓的内底部设置有过滤网,清洗仓4一侧的底部安装有流量阀8,且流量阀8的输出端与过滤仓的顶部连通,底仓6远离流量阀8一侧的底部安装有排水阀5,有助于对清洗布料产生的污水中的碎絮进行过滤收集并集中处理。
35.实施例1,成品幅宽:280cm,原料:甲经为75d/36f有光涤纶fdy,常规上浆,乙经为75d/36f消光涤纶dty轻网,常规上浆(经纱排列:1甲1乙)。纬纱为300d/96f黑涤纶dty轻网,不加捻直喷,经纬密度为1418
×
260根/10cm,总经根数为39690根(甲经19845根,乙经19845根),平方米克重为210g/
㎡
,每筘穿入数为7入/齿,边组织同里组织,穿综顺序:14片综,顺序为1-14,上下首6、8双经。
36.实施例2,整经工艺整经工序是整浆并车间第一道工序,牵经好坏直接决定后续流程能否正常进行,牵经过程中可直观反映原料和经轴质量生产状况。在整经工序中整经车速和整经张力可视为影响牵经质量的主要因素[3]。下面为更好验证整经车速和整经张力在整经过程的影响程度,现通过调整整经车速和张力来试样分析,主要参数见表1、表2:表1整经工艺主要参数(同张力不同车速)表2整经工艺主要参数(同车速不同张力)
由表1、表2可知:整经车速越高、整经张力越大,整经时断头数量越多,处理问题时间增加,整经效率成下降趋势;张力过小,虽然断头数少,机台效率高,但经轴的张力小,卷绕不紧密,经轴实际米数相应减少。考虑综合产量和效益,在整经此织物时需采用“高车速、中等张力”的工艺原则,控制纱线张力均匀,保障经轴硬度适中,故甲经整经车速选用380m/min,单丝张力选用11g
±
1g;乙经整经车速选用400m/min,单丝张力选用9g
±
1g。
[0037]
实施例3,浆纱工艺因原料不加捻,两种原纱细度较细、单纱断裂强力小,单纤维易散、易起毛,为了后道能更好的织造,故需对两种经纱进行上浆处理。为更好减少断头、毛丝和提高织造效率,通过分析上浆过程中的主要影响因素,结合生产实际情况,现通过对浆车车速(一般情况下车速越快,牵伸张力相应越大)、浆料浓度、烘干温度三个重点方面进行试样。方案一:在同样温湿度条件下,浆料浓度、烘干温度不变,通过调整浆车速度参数试样。主要试样数据见表3:表3方案一试样数据方案二、在同样温湿度条件下,浆车车速、烘干温度不变,通过调整浆料浓度参数试样。主要试样数据见表4:
表4方案二试样数据方案三、在同样温湿度条件下,浆车车速、浆料浓度不变,通过调整烘干温度参数试样。主要试样数据见表5:表5方案三试样数据通过三个方案试样数据可知:生产时浆纱车速越大(牵伸张力越大),经纱断头数偏高,整经效率越低;浆料浓度增大,断头数减少,上浆率增高,上浆效果也相对较好,但在浆料浓度偏小或者偏大时,整经效率偏低;烘干温度过低,纱线表面浆料无法完全烘干,纱线偏软,易粘连。烘干温度过高,纱线表面浆料水分烘干充分,纱线表面硬度增加,浆料易脆脱落,造成纱线短纤维外漏,易毛丝断头。经过长时间试做,不断的改善工艺参数,在保障质量的前提下,尽可能提升产量,故最终甲经浆纱车速选取300m/min,牵伸张力22g
±
1g,浆料浓度11%左右,上浆率控制在5.2%左右,烘干温度控制在130℃-145℃;乙经浆纱车速选取400m/min,牵伸张力20g
±
1g,浆料浓度7.5%左右,上浆率控制在6.8%左右,烘干温度控制在135℃-150℃。按照此措施生产,在员工正常巡台的情况下,断头、毛丝率可有效控制在0.5%以内,浆纱效率在98%左右。
[0038]
实施例4,穿综工艺自动穿经机是一种新型的自动化程度很高的智能设备,它的穿经速度和质量对比
手工穿经优势突出,因窗帘遮光布织物的总经根数较多,人工穿经的速度很难满足于车间生产需求,故此织物选择用深圳市海弘装备(hayhon)有限公司的hds 5900型自动穿经机穿经。此产品设计为双经轴织造,经纱为两种不同种类原料,故均可以作为上、下盘经轴织造,但两种原料物性存在差异,故试样如下:试样1选择甲经在上,乙经在下;试样二选择甲经在下,乙经在上。主要试样数据见表6:表6甲经、乙经双经轴上下盘试样由表6可知:两种原料无论在上/在下,穿经断经数量基本相差不大,穿经效率偏差较小。因双经轴织机下盘张力较上盘张力大的多,当甲经在下盘时,断经根数明显增多,织机效率偏低,且布面经向条感偏差;相反,当甲经在上时,因上盘张力小,经轴整体断经数少,布面经向条感较好,织机效率相比甲经在下盘时高出5-8个百分点。经过实际试织生产,最终选取甲经作为上盘穿经,自动穿经车间需合理控制温湿度,温度控制在18℃-25℃,相对湿度控制在50%-70%;穿经速度控制在220根/min-240根/min,穿经前准备工作需做好,搭架子梳理纱线时整齐清晰,减少穿经过程中层差出现,从而提升穿经质量和效率。
[0039]
实施例5,织造工艺由于是宽幅窗帘遮光布织物,总经根数多,采用在海佳hw-8010型双盘喷水织机织造,因织物门幅宽、经密高,两种经纱物性相差较大,1:1排列时纱线相互摩擦,易起毛、断经;纬纱采用300d黑丝直喷方式,根据工艺要求和产品特点,故应对织机车速、张力和引纬参数重点调节,确保机台正常运行,减少断经、纬档、缺断纬等疵点产生,提高机台效率和织物的产质量。以下是对织造车间不同车速生产此品种机台数据的汇总,周期为18天。主要参数见表7:表7不同机台车速数据汇总
由表7可知:织机车速越高、上下盘张力越大,织物产量越高,但整体断经、断纬次数越多,织机整体效率和坯布a级品率偏低。相反,织机车速低、上下盘张力偏小的机台,断经、断纬次数少,织机效率、坯布a级品率高,但其产量偏低。综合考虑此品种相关特性,结合实际生产情况,选取中等车速、中等张力的方案,减少断经、断纬等疵点产生;一线员工操作要规范,多巡台,勤查布面,及时处理停台,降低纬档明显程度;同时,因乙经为消光涤纶,其中消光剂对钢筘筘齿磨损较大,故边撑应尽可能靠边装置,减少经纱和筘齿接触角度,且边撑不宜压得过紧[5],避免断经。具体织造工艺参数见表8:表8织造工艺参数实施例6,如图1-3和图6-9所示,在需要将两组压辊902拆卸下来时,可以先通过驱动组件2控制两组转动杆11相向转动,从而让两组压辊902移动到清洗仓4的上方,接着操作人员只需要将靠近第二弹簧905的一组条形板901向远离筒型仓15的方向推动,限位滑块904在限位滑槽903的内部滑动,第二弹簧905受力缩短并储存弹性势能,从而让两组条形板901之前的间距增大,也就便于压辊902的两端从两组第三轴承906的内侧离开,将压辊902完全拆卸下来,并且操作人员也不需要弯腰将上半身伸进清洗仓4的内部进行拆卸工作。
[0040]
实施例7,如图1-5和图7-9所示,在需要将两对导向辊101从设备上拆卸下来时,操
作人员控制驱动装置12带动两组丝杆3同步转动,利用螺纹作用迫使两对连接块13逐渐向丝杆3的两端移动,直到连接块13抵在推板106上,并推动推板106移动,使得推板106逐渐向安装插槽104靠近,从而让两组插销102离开销孔108的内部,自动解除对安装块109的限位作用,之后只需要手动将两对导向辊101向上抬起,使得安装块109离开安装插槽104的内部,这样便可以轻松地将导向辊101拆卸下来,而在设备工作的过程中,由于插销102对安装块109的限位作用,可以使得安装块109能够稳定地位于安装插槽104的内部。
[0041]
工作原理:使用前将装置接通电源,首先通过控制面板7控制驱动装置12带动两组丝杆3同步转动,利用螺纹作用迫使两对连接块13相互远离,调整两组压辊902之间双色异面窗帘织物的间距,之后控制伺服电机203带动蜗杆204转动,利用蜗杆204和蜗轮202的传动带动两组转动杆11同步转动,从而使得两组条形板901以转动杆11为轴心转动,也就让两组压辊902从而清洗仓4的内底部移动到清洗仓4的上方(如说明书附图1所示),接着操作人员将双色异面窗帘织物布料依次经过两组压辊902,而后控制两组压辊902重新移动回清洗仓4的内底部,然后控制两组丝杆3转动,使得两对连接块13相互靠近,调整两组压辊902之间双色异面窗帘织物的间距长度,而在需要调整位于清洗仓4内部双色异面窗帘织物的松紧度时,则可以通过控制驱动组件2带动两组转动杆11转动,以调整两组压辊902之间的间距,并且也能控制双色异面窗帘织物与清洗仓4内底部的间距(如说明书附图2所示),随后控制外接供水装置将清水输送到输水管10内部,并由喷头14喷向双色异面窗帘织物,对其进行清洗,清洗后的水流到清洗仓4内部,又对位于清洗仓4内部的双色异面窗帘织物进行清洗,与此同时,打开流量阀8和排水阀5,并使得流量阀8和排水阀5的流量相同,而外接供水装置的供水流量略大于流量阀8和排水阀5,让清洗仓4内部的水位相对稳定,然后将清洗后的双色异面窗帘织物布料进行烘干并收卷。
[0042]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0043]
该文中出现的电器元件均与外界的主控器及220v市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
[0044]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1