一种VIP芯材生产工艺的制作方法
本发明涉及无机复合材料生产,具体涉及一种vip芯材生产工艺。
背景技术:
1、玻璃纤维真空绝热板(gf-vip)一般由填充的多孔介质芯材、外围能够维持其真空度的高性能复合隔气结构膜及气体吸附材料,如吸气剂或干燥剂等,经真空封装技术复合而成,vip板芯材的内部真空有效避免了空气对流引起的热传递,因此其导热系数大幅度降低,甚至小于1.2mw/(m·k),尚不足常规建筑保温材料的1/30。同时,如果严格把控vip板的原材料及加工工艺,其不含任何消耗臭氧层物质的材料,具有环保和高效节能的特性,是一种先进、绿色、高效绝热的保温材料。
2、与传统建筑的保温材料相比,vip板确实有较大优势,但其在建筑领域的应用也存在一些问题,第一,vip板工程应用的前提条件是保证其真空度不被破坏,但作为建筑物保温隔热材料应用时,vip板的力学性能差,表面易破损。第二,相对于传统的建筑用保温材料,vip板在具体建筑应用时不能任意裁剪、切割,否则会破坏其真空度,需要按照现场施工要求预先订制,所以,vip板在实际使用中会存在废品。
3、玻璃纤维芯材是真空绝热板(vip)中的支撑体,是一种多孔毡,具有高的孔隙率,是决定vip导热系数的关键。目前在建筑用vip芯材生产中,一般使用高硅氧玻纤作为原材料生产,而无法使用回收的vip板废品,从而造成了资源浪费,无法实现vip板的循环利用。
技术实现思路
1、本发明的目的是提供一种vip芯材生产工艺,以解决目前vip芯材生产存在的上述问题。
2、为实现上述目的,本发明采用如下技术方案:vip芯材生产工艺,包括以下步骤:
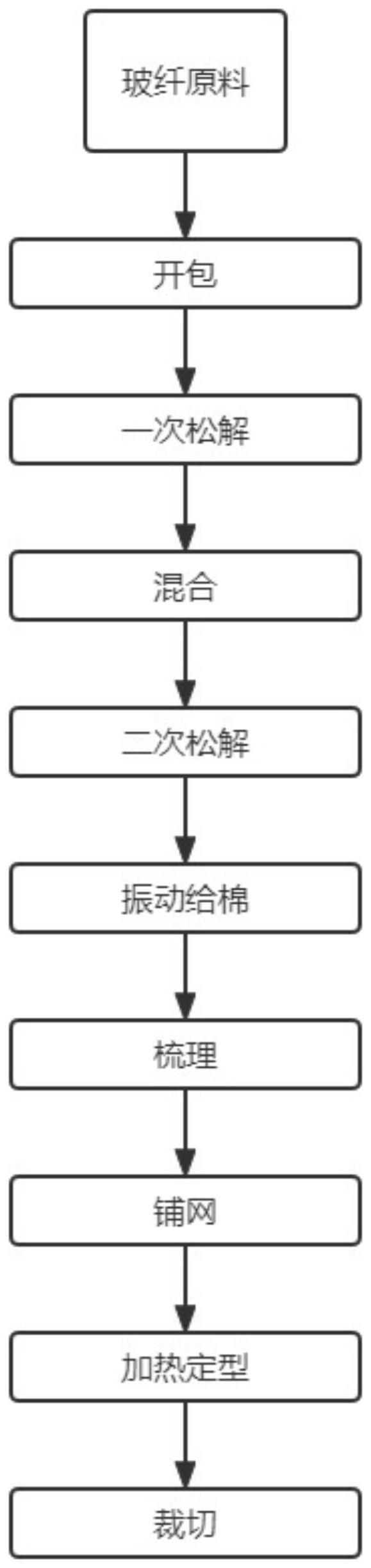
3、1)开包:将纤维从压实包装中初步松脱;
4、2)一次松解:原料纤维初步松解;
5、3)混合:将各种原料纤维充分混合均匀;
6、4)二次松解:将混合好的原料纤维二次松解;
7、5)振动给棉:进一步混合纤维,将纤维送入下一梳理过程;
8、6)梳理:梳理纤维并将纤维转换成均匀连续的纤维网;
9、7)铺网:将纤维网转换为重叠形式;
10、8)加热定型:加热纤维网,使纤维网粘合干燥,并压制成型,形成vip芯材;9)裁切:对粘合后的vip芯材进行切割;
11、其中,在步骤1)中,通过开包机对原料纤维进行初步松脱,开包机连接有顶部凝棉机和边角料回收机,用于处理回收的vip芯材。
12、进一步优选,在步骤1)中,开包机设有多个,其中一个开包机连接有顶部凝棉机和边角料回收机。
13、进一步优选,在步骤2)中,采用粗开松机将原料纤维初步松解,过滤杂质和混合纤维。
14、进一步优选,在步骤3)中,采用大仓混棉机将各种原材料纤维混合均匀,并能够连续生产。
15、进一步优选,在步骤4)中,采用精开松机将原料纤维松解,再次过滤杂质和混合纤维。
16、进一步优选,在步骤5)中,采用振动给棉机将纤维进一步混合,并通过振动将纤维棉絮均匀地送入梳理流程。
17、进一步优选,在步骤6)中,采用梳理机梳理纤维并将纤维转换成均匀连接的纤维网。
18、进一步优选,在步骤7)中,采用铺网机将纤维网转换为重叠形式,并调整纤维网的厚度、重量和均匀度。
19、进一步优选,在步骤8)中,采用高温烘房对纤维网进行加热,高温烘房采用上排陶瓷加热丝加热,并设置有三个温区,分别为第一温区,温度为650-700℃,第二温区,温度为720-900℃,第三温区,温度为750-800℃,纤维网在第一温区中预热,在第二温区中挥发掉废丝中的有机物,在第三温区中压制成型,形成vip芯材。
20、进一步优选,在步骤9)中,将步骤8)中压制成型的vip芯材通过裁片机进行裁片。
21、本发明的有益效果:
22、本发明的vip芯材生产工艺,采用玻纤原材料与回收的保温板芯材废丝混合,通过开包、一次松解、混合、二次松解、振动给棉、梳理、铺网、加热定型和裁切工序,实现了vip芯材的快速生产,同时也能够对回收的vip芯材进行重复利用,促进了vip芯材的循环利用,具有良好的环保性能,同时降低了生产成本,提高了经济效益。
技术特征:
1.一种vip芯材生产工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤1)中,开包机设有多个,其中一个开包机连接有顶部凝棉机和边角料回收机。
3.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤2)中,采用粗开松机将原料纤维初步松解,过滤杂质和混合纤维。
4.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤3)中,采用大仓混棉机将各种原材料纤维混合均匀,并能够连续生产。
5.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤4)中,采用精开松机将原料纤维松解,再次过滤杂质和混合纤维。
6.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤5)中,采用振动给棉机将纤维进一步混合,并通过振动将纤维棉絮均匀地送入梳理流程。
7.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤6)中,采用梳理机梳理纤维并将纤维转换成均匀连接的纤维网。
8.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤7)中,采用铺网机将纤维网转换为重叠形式,并调整纤维网的厚度、重量和均匀度。
9.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤8)中,采用高温烘房对纤维网进行加热,高温烘房采用上排陶瓷加热丝加热,并设置有三个温区,分别为第一温区,温度为650-700℃,第二温区,温度为720-900℃,第三温区,温度为750-800℃,纤维网在第一温区中预热,在第二温区中挥发掉废丝中的有机物,在第三温区中压制成型,形成vip芯材。
10.根据权利要求1所述的vip芯材生产工艺,其特征在于:在步骤9)中,将步骤8)中压制成型的vip芯材通过裁片机进行裁片。
技术总结
本发明涉及一种VIP芯材生产工艺,工艺包括以下步骤:1)开包:将纤维从压实包装中初步松脱;2)一次松解:原料纤维初步松解;3)混合:将各种原料纤维充分混合;4)二次松解:将原料纤维二次松解;5)振动给棉:进一步混合纤维;6)梳理:梳理纤维并转换成均匀的纤维网;7)铺网:将纤维网转换为重叠形式;8)加热定型:加热纤维网,使纤维网粘合干燥,并压制成型,形成VIP芯材;9)裁切:对粘合后的VIP芯材进行切割;在步骤1)中,通过开包机对原料纤维进行初步松脱,开包机连接有边角料回收机,用于处理回收的VIP芯材。本发明工序合理,加工速度快,实现了VIP芯材的高效生产,同时能够利用回收的外墙保温板芯材,促进了VIP芯材的循环利用。
技术研发人员:陈建东
受保护的技术使用者:苏州市安升非织造布有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!