一种四边包边机用旋转机构的制作方法
1.本实用新型涉及缝纫装置技术领域,特别涉及一种四边包边机用旋转机构。
背景技术:
2.现有技术的四边包边旋转机构一般采用电机驱动的多点式压布旋转机构,其压布机构固定在滑槽内需针对不同大小的布片进行调整。若针对大布片,其滑槽需要做的很长,力臂加长后旋转中心点的受力会增大,可能导致电机驱动力不够或需要很大的电机。此外,现有技术的四边包边设备旋转方法多为下针位旋转,利用机针扎入布料作为中心轴来旋转。此方法在包缝机上不适用,下针位旋转会造成布片角被包缝线迹拉扯,出现布角褶皱、线迹混乱的问题。公开日为2017年12月12日,公开号为cn107460647 a的中国专利文献公开了一种自动缝边装置,解决了现有缝制装置不能以简单的结构来实现全自动换边缝制的问题。该自动缝边装置,包括台面和安装在台面上的缝纫机,还包括:机架、压料机构、旋转机构、旋转到位传感器、零点复位传感器和控制器,控制器与缝纫机、压料机构、旋转机构、旋转到位传感器和零点复位传感器连接。该自动缝边装置具有结构简单、全自动实现压料及旋转布料从而实现全自动换边缝制且一人同时操作多台以提高工作效率及降低人力成本的优点。该自动缝边装置为电机驱动的多点式压布旋转机构,其压布机构固定在滑槽内需针对不同大小的布片进行调整。若针对大布片,其滑槽需要做的很长,力臂加长后旋转中心点的受力会增大,可能导致电机驱动力不够或需要很大的电机。
技术实现要素:
3.本实用新型的目的是为解决现有技术的多点式压布旋转机构固定在滑槽内需针对不同大小的布片进行调整、不适合大布片旋转的问题及现有技术的四边包边设备旋转方法多为下针位旋转方式在包缝机上使用时,下针位旋转会造成布片角被包缝线迹拉扯,出现布角褶皱、线迹混乱的问题,提供一种四边包边机用旋转机构,可以有效地解决上述问题。
4.本实用新型为解决上述技术问题所采用的技术方案是,一种四边包边机用旋转机构,设置在四边包边机上,四边包边机设有缝纫台面,缝纫台面的中部设有小缝台,旋转机构包括设置在缝纫台面上方的旋转摆臂,旋转摆臂水平设置,旋转摆臂的中端通过连杆与一旋转气缸的驱动杆连接,旋转摆臂的前端下方设有压布件,旋转机构还包括控制器及布片传感器,布片传感器为两个,分别设置在缝纫台面及小缝台上且两个布片传感器的连线与四边包边机的布片移动方向垂直,控制器连接旋转气缸、压布件及布片传感器。本实用新型在四边包边机的缝纫台面上方设置可以水平向旋转的旋转摆臂,旋转摆臂由旋转气缸驱动,旋转摆臂前端下方设置压布件,压布件可以升起或下压。布片需要旋转时压布件下压压住布片,旋转气缸可以驱动旋转摆臂实现扇形转动,特别通过控制旋转气缸伸出端的行程可以驱动旋转摆臂转动90度,就可以带动布片旋转90度。本实用新型在四边包边机的缝纫台面及小缝台上设有两个连线与四边包边机的布片移动方向垂直的布片传感器,这两个布
片传感器用于确定布片开始旋转时布片右侧边(即布片旋转后的缝纫边)位置,布片旋转前,通过控制器控制布片移动机构使布片的右侧边与两个布片传感器之间形成的连线(直线)对准,确保布片转动后的右侧边(即旋转后的缝纫边)在四边包边机上的位置准确,这样本实用新型无需采用下针位旋转的方式,因此可以在布片一边缝制、剪线完成并完全脱离包缝机后再进行旋转,避免了现有技术的下针位旋转造成布片角被包缝线迹拉扯,出现布角褶皱、线迹混乱的问题。另一方面,本实用新型采用压布件压住布片旋转,压布件对布片有较大的控制面,因此可以适应不同大小的布片的旋转需要,无需针对不同大小的布片进行调整且适合大布片的旋转,解决了现有技术的多点式压布旋转机构固定在滑槽内需针对不同大小的布片进行调整、不适合大布片旋转的问题,并且通过气缸作为旋转动力源,可以降低采用电机作为旋转动力源而对于控制器控制精度的要求。
5.作为优选,缝纫台面的左后侧竖直设有支柱,支柱上沿四边包边机的布片移动方向设有轴心固定板,旋转摆臂的后端通过铰链销铰接在轴心固定板上,旋转气缸呈水平状设置在轴心固定板的前侧。
6.作为优选,旋转摆臂中端侧面连接有一分支臂,分支臂另一端下方设有压布件,压布件包括压布上下气缸和固定在压布上下气缸伸出端的压布块,压布块呈长条状,旋转摆臂下的压布块与分支臂下的压布块相互垂直且两个压布块构成扇形结构的两边。采用两个呈直角状布置的长条状压布块,压布块的压布范围呈一个扇形,这样不仅能压到大布片(两个压布块均压住布片),还能压窄长形布条(其中一个压布块压住),例如可以压住40mm*1500mm的布片。这样能扩大四边包边机的适用范围,使其具有更大的应用空间。
7.作为优选,压布块包括与压布上下气缸固定的压板及固定在压板下的压布海绵。压布块与布片接触部分采用海绵可以增加摩擦力,确保压布块移动时布片同步移动。
8.作为优选,缝纫台面上设有若干个间隔设置的气浮头,气浮头位于两个布片传感器y轴连线的左侧。气浮头设置在待转动的布片下方,采用气浮能够让布片更好的移动,减少布片与缝纫台面的摩擦而防止布片产生褶皱和堆积,使布片平稳旋转。
9.作为优选,轴心固定板与旋转摆臂的铰接处外侧设有直角挡边块,直角挡边块固定在轴心固定板上,直角挡边块的两个直角边上均设有油压缓冲器。直角挡边块用于限制旋转摆臂的极限转动位置,油压缓冲器用来抵消旋转摆臂旋转时可能产生的冲击力。
10.作为优选,缝纫台面右侧下方的机架上设有拨布机构,拨布机构包括拨布气缸及与拨布气缸连接的拨布杆,拨布杆的上端设有横杆,横杆呈水平设置且与四边包边机的布片移动方向垂直,拨布气缸带动拨布杆可以远离或接近缝纫台面右侧面。当布片长度较长时,仅靠旋转机构无法使缝纫台面下方的布片完成旋转,而此时拨布机构上的拨布气缸通过推动拨布杆向远离缝纫台面的一侧移动,拨布杆上端的横杆在布片下方支撑布片并向外展开,从而可以将悬挂在缝纫台面右侧的长度较长的布片捋顺捋直,带动布片来到能够顺利缝制的位置,以达到布片顺利完成旋转的目的。本实用新型旋转机构与拨布机构相互配合,不仅能旋转大布片,还能旋转窄长形布条,例如40mm*1500mm的布片。
11.作为优选,拨布杆的下端设有横轴,横轴与横杆平行,横轴的两端通过轴承座铰接在机架上,横轴左侧的机架上设有拨布气缸连接板,拨布气缸铰接在拨布气缸连接板上,拨布气缸的伸出端与拨布杆的竖杆的中下部铰接,拨布气缸的伸出端缩回时,横杆靠近缝纫台面且横杆的高度与缝纫台面的高度相当;拨布气缸的活动杆伸出时,横杆向远离缝纫台
面的一侧摆动。
12.本实用新型的有益效果是,它有效地解决了现有技术的多点式压布旋转机构固定在滑槽内需针对不同大小的布片进行调整,不适合大布片的问题及现有技术的四边包边设备的下针位旋转方式在包缝机上使用时,下针位旋转会造成布片角被包缝线迹拉扯,出现布角褶皱、线迹混乱的问题,本实用新型的四边包边机用旋转机构具有以下优点:
13.一、利用两个长条状的压布块压布,压布范围大,在能稳定地旋转大布片的同时兼顾窄布条的旋转,无需调整压布位置,适用范围广。
14.二、设置传感器对布片的起转位置进行定位,实现精确转角;每边缝完并剪线后,让布片完全脱离包缝机后再进行对位、转角,不使用下针位转角,保证布片每个角落都能有良好的线迹、不褶皱不叠层。
15.三、与拨布机构配合,让大布片和窄布条能够顺利转到位,杜绝自动包边时由于缝纫台面外的布片受拉力而导致缝制失败。
附图说明
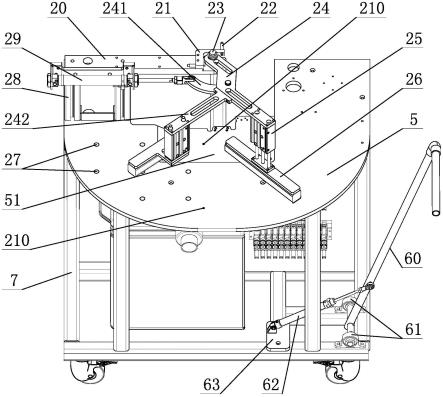
16.图1是本实用新型四边包边机用旋转机构的一种立体结构示意图。
17.图中:5.缝纫台面,7.机架,20.轴心固定板,21.直角挡边块, 22.油压缓冲器, 23.铰链销,24.旋转摆臂, 25.压布上下气缸,26.压布块,27.气浮头,28.支柱,29.旋转气缸, 51.小缝台, 60.拨布杆,61.轴承座,62.拨布气缸,63.拨布气缸连接板,210.布片传感器,241.连杆,242.分支臂。
具体实施方式
18.下面通过实施例,并结合附图对本实用新型技术方案的具体实施方式作进一步的说明。
19.实施例1
20.在如图1所示的实施例1中,一种四边包边机用旋转机构,设置在四边包边机上,四边包边机设有缝纫台面5,缝纫台面5的中部设有小缝台51,缝纫台面5上设有8个间隔设置的气浮头27,气浮头27位于两个布片传感器y轴连线的左侧。气浮头27设置在待转动的布片下方,采用气浮能够减少布料与缝纫台面5的摩擦而让布片更好的移动,防止布片产生褶皱和堆积,使布片平稳旋转。缝纫台面5的左后侧竖直设有支柱28,支柱28上沿四边包边机的布片移动方向设有轴心固定板20,旋转机构包括设置在缝纫台面5上方的旋转摆臂24,旋转摆臂24水平设置,旋转摆臂24的后端通过铰链销23铰接在轴心固定板20上,铰链销23的上下两端均设有推力球轴承,能够确保旋转摆臂的顺畅转动。轴心固定板20与旋转摆臂24的铰接处外侧设有直角挡边块21,直角挡边块21固定在轴心固定板20上,直角挡边块21的两个直角边上均设有油压缓冲器22。直角挡边块21用于限制旋转摆臂24的极限转动位置,油压缓冲器22用来抵消旋转摆臂24旋转时可能产生的冲击力。旋转摆臂24的中端通过连杆241与一旋转气缸29的驱动杆连接,旋转气缸29呈水平状设置在轴心固定板20的前侧。旋转摆臂24的前端下方设有压布件,压布件包括设置在旋转摆臂24下方的压布上下气缸25及连接在压布上下气缸25伸出端的压布块26,本实施例的旋转摆臂24中端侧面连接有一分支臂242,分支臂242另一端下方设有压布件,压布件包括压布上下气缸25和固定在述压布上下
气缸25伸出端的压布块26,压布块26呈长条状,旋转摆臂24下的压布块26与分支臂242下的压布块26相互垂直且两个压布块26构成扇形结构的两边,压布块26包括与压布上下气缸25固定的压板及固定在压板下的压布海绵。本实施例采用两条相互垂直的长条状压布块,压布块的压布范围呈一个扇形,这样不仅能压到大布片(两个压布块均压住),还能压窄长形布条(其中一个压布块压住),例如可以压住40mm*1500mm的布片。这样能扩大四边包边机的适用范围,使其具有更大的使用空间。压布块与布片接触部分采用海绵可以增加摩擦力,确保压布块移动时布片同步移动。
21.旋转机构还包括控制器及两个布片传感器210,布片传感器210优选为激光传感器,分别设置在四边包边机的缝纫台面5及小缝台51上且两个布片传感器210的y轴连线与四边包边机的布片移动方向垂直,控制器连接旋转气缸29、压布上下气缸25及布片传感器210。
22.实施例1四边包边机用旋转机构的布片旋转方法,初始状态下旋转气缸的伸出端缩回,缝纫台面上方的旋转摆臂位于缝纫台面左侧且压布块升起,两个布片传感器y轴连线的左侧缝纫台面上设有若干个气浮头,布片旋转方法包括以下步骤:
23.a. 四边包边机将布片的一边缝制完成并剪线(布片完全脱离包缝机)后,开启气浮头,四边包边机上的布片移动机构将布片的右侧边与两个布片传感器对准,关闭气浮头,压布上下气缸动作,压布块下移压住布片。
24.b.旋转气缸的驱动杆伸出,缝纫台面上方的旋转摆臂向右侧转动90度,压布块带动布片转动90度,完成一次布片的旋转。
25.c. 压布上下气缸动作带动压布块升起,旋转气缸的驱动杆缩回,带动旋转摆臂回到初始位置。
26.实施例2
27.实施例2的缝纫台面右侧下方的机架7上设有拨布机构,拨布机构包括拨布气缸62及与拨布气缸62连接的拨布杆60,拨布杆60的下端可转动地连接在机架7上,拨布杆60的上端设有横杆,横杆呈水平设置且与四边包边机的布片移动方向垂直。拨布杆60的下端设有横轴,横轴与横杆平行,横轴的两端通过轴承座61铰接在机架上,横轴左侧的机架上(机架上方或者下方)设有拨布气缸连接板63,拨布气缸铰接在拨布气缸连接板上,拨布气缸的伸出端与竖杆的中下部铰接,拨布气缸的伸出端缩回时,横杆靠近缝纫台面且横杆的高度与缝纫台面的高度相当;拨布气缸的伸出端伸出时,横杆向远离缝纫台面的一侧摆动。当布片长度较长时,仅靠旋转机构无法使缝纫台面下方的布片完成旋转,而此时拨布机构上的拨布气缸通过推动拨布杆向远离缝纫台面的一侧移动,拨布杆上端的横杆在布片下方支撑布片并向外展开,从而可以将悬挂在缝纫台面右侧的长度较长的布片捋顺捋直,带动布片来到能够顺利缝制的位置,以达到布片顺利完成旋转的目的。本实用新型旋转机构与拨布机构相互配合,不仅能旋转大布片,还能旋转窄长形布条,例如40mm*1500mm的布片,其余与实施例1相同。
28.实施例2的布片旋转方法还包括以下步骤:
29.d.在实施例1的步骤b中,压布块带动布片转动90度后,拨布气缸带动拨布杆向远离缝纫台面的一侧摆动,横杆将挂落于缝纫台面外的布片向右侧拨开,使其悬挂在横杆上,其余和实施例1相同。
30.本实用新型在四边包边机的缝纫台面上方设置可以水平向旋转的旋转摆臂,旋转摆臂由旋转气缸驱动,旋转摆臂上设置压布上下气缸及压布块,通过压布上下气缸控制压布块的升起或下压。布片需要旋转时压布上下气缸控制压布块下压压住布片,旋转气缸驱动旋转摆臂转动90度,就可以带动布片旋转90度。本实用新型在四边包边机的缝纫台面及小缝台上设有两个连线与四边包边机的布片移动方向垂直的布片传感器,这两个布片传感器用于确定布片开始旋转时布片右侧边(即布片旋转后的缝纫边)位置,布片旋转前,通过控制器控制布片移动机构使布片的右侧边与两个布片传感器之间形成的连线(直线)对准,确保布片转动后的右侧边(即旋转后的缝纫边)在四边包边机上的位置准确,这样本实用新型无需采用下针位旋转的方式,因此可以在布片一边缝制、剪线完成并完全脱离包缝机后再进行旋转,避免了现有技术的下针位旋转造成布片角被包缝线迹拉扯,出现布角褶皱、线迹混乱的问题。另一方面,本实用新型采用长条状的压布块压住布片旋转,压布块对布片有较大的控制面,因此可以适应不同大小的布片及长条状布片的旋转需要,无需针对不同大小的布片进行调整且适合大布片的旋转。
31.除上述实施例外,在本实用新型的权利要求书及说明书所公开的范围内,本实用新型的技术特征或技术数据可以进行重新选择及组合,从而构成新的实施例,这些都是本领域技术人员无需进行创造性劳动即可实现的,因此这些本实用新型没有详细描述的实施例也应视为本实用新型的具体实施例而在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1