一种聚丙烯长丝土工布的拉幅定型方法及设备
本技术涉及土工布生产领域,尤其涉及一种聚丙烯长丝土工布的拉幅定型方法及设备。
背景技术:
1、拉幅定型是利用纤维的可塑性,在加热的同时将织物的幅宽拉伸至所需尺寸并烘干定型的过程,是土工布生产工序中的重要环节。拉幅定型机常规的工艺流程为:平幅进布→进布对中纠偏→浸轧纺织助剂→张力调节→超喂调节→上针入布→幅宽拉伸→热风定型→出布冷却→落布打卷。常规的拉幅定型机主要由进布架、超喂装置、导轨装置、拉幅定型装置、烘房、出布冷却装置、落布打卷装置、轨道润滑装置、电气控制系统、传动装置等部分组成,其主要结构特点在于进布伸幅部分、烘房部分及出布冷却部分。在进布伸幅部分,进布处在左右导轨的内侧装有探边装置,可使进布导轨自动追随织物调整轨道的位置,保证织物两边夹持宽度均匀一致。左右导轨上有多节针铗相联成活络的针铗链条,导轨与针铗链条之间需要高温润滑油,断油或因油的质量不好快速挥发的情况都会增加链条与导轨之间的摩损,不利于机械的维护和保养。拉幅过程中两边针铗链条间的距离逐渐增加,以此将织物的幅宽拉至所需尺寸。但此种拉幅方式面对将织物拉至超幅宽的需求时,施加在织物上的张力增大,易产生两侧拉力大,中间拉力小的拉力不匀现象,从而导致机械和织物的损伤。除此之外,常规的拉幅方式还忽略了对织物纵向强力的需求,无法在拉幅的同时控制织物的纵向强力。
2、针对拉幅定型机中存在的问题,人们对改进拉幅定型机的拉幅方法进行了大量的研究,具体如下:
3、实用新型专利cn219117767u公开了一种拉幅定型机。该装置将常规拉幅机牵伸部分的布铗和针板改为夹持板,通过上下位置对织物进行夹持,并从中间向两侧移动对织物进行拉伸,有效保持织物内侧和外侧拉伸的均衡,避免了两侧拉伸多中间拉伸小的问题,减少了拉伸过程对布的损伤。但此种方法在拉幅过程中能提供给织物的张力较小,方向固定,无法满足超幅宽和纵向强力的需求。
4、实用新型专利cn212477140u公开了一种拉伸均匀且能减少布料损伤的印染用拉幅机。该装置采用转动辊代替常规拉幅机中的布铗和针板,利用倾斜向外的转动辊带动织物,并对织物均匀地由中间向外挤压,保证布料从中间向两侧均匀拉伸。然而这种装置用于超幅宽需求的拉伸时,其所提供的拉力不足以将织物大幅度拉伸。
5、实用新型专利cn215887553u公开了一种拉幅机。该装置设置调节装置,局部拉力过大的织物经过调节装置时,调节辊带动滑块对弹簧施力,弹簧对织物上的拉力进行缓冲,以解决局部拉力过大而导致的拉力不均匀的问题,具有减少布料被拉伸过度的效果。但该装置因弹簧缓冲的限制,无法承受将织物拉至超幅宽的拉力。
6、综上,常规拉幅定型机在拉幅的过程中无法同时兼顾织物超幅宽、纵横向强力和拉伸均匀度的需求,且拉伸中的拉力和摩擦力都易对设备造成损伤。
技术实现思路
1、本技术旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本技术的第一个目的在于提供一种聚丙烯长丝土工布的拉幅定型方法,可将土工布拉至超幅宽,且保证织物纵横向强力及拉伸均匀度的聚丙烯长丝土工布的拉幅定型。
3、为达到上述目的,本技术第一方面实施例提出了一种聚丙烯长丝土工布的拉幅定型方法,包括如下步骤:
4、s1、纵向牵伸:经针刺加固过后的聚丙烯长丝土工布输送至牵伸辊进行纵向牵伸;
5、s2、超喂上针:将纵向牵伸后的土工布输送至超喂上针装置进行超喂上针;
6、s3、拉幅定型:被针板固定住的土工布随着针铗链条前进,进入烘房后开始8~10个阶段的多段小倍率拉幅定型;
7、s4、冷却出布:经过热定型后的土工布被输送至冷却装置进行冷却出布。
8、另外,根据本技术上述提出的一种聚丙烯长丝土工布的拉幅定型方法还可以具有如下附加的技术特征:
9、在本技术的一个实施例中,s2中,土工布在上针板前通过超喂上针装置中的超喂辊和剥边器使土工布充分展平,然后由主动上针毛刷轮将土工布两边压到针板上,然后通过普通毛刷轮继续压到针板根部。
10、在本技术的一个实施例中,s3中,前5~7个独立控制的拉幅阶段和各阶段设置的松弛区相互配合将土工布均匀拉伸,后3个有轻微拉幅作用的热定型阶段对土工布进行热定型处理。
11、在本技术的一个实施例中,s4中,土工布经过冷却装置中的冷却风机进行第一道冷却,再经过冷却装置中的自然冷却装置进行第二道冷却,最后折叠落布或出布打卷。
12、在本技术的一个实施例中,所述冷却过程中,冷却风机的风扇使自然风吹入,自然风通过上下风道对土工布进行对吹作为第一道冷却,自然冷却装置由一组普通无速度托辊组成,土工布卷绕在托辊上自然降温作为第二道冷却。
13、在本技术的一个实施例中,所述纵向牵伸过程中牵伸倍率为110%~130%,两根托辊无速度,所述多段小倍率拉幅定型过程中,前5~7个拉幅阶段最大拉幅宽度为500mm,后3个定型阶段最大拉幅宽度为100mm。
14、本技术的第二个目的在于提出一种丙烯长丝土工布的拉幅定型设备,在常规的拉幅定型机的基础上,能将土工布拉至超幅宽且保证土工布纵横向强力及拉伸均匀度。
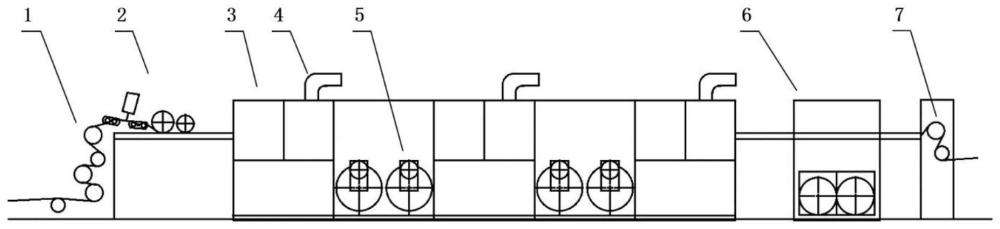
15、为达到上述目的,本技术第二方面实施例提出了一种聚丙烯长丝土工布的拉幅定型设备,包括机架以及设置在机架上的牵伸装置、超喂上针装置、拉幅定型装置和冷却落布装置,其中,所述牵伸装置包括下托辊、张力辊、主传动辊和上托辊,其中,所述下托辊、张力辊、主传动辊、上托辊的顺序从下往上交错排列,所述上托辊的上侧设置有超喂辊,所述超喂辊与机架相连,机架两侧设有两条导轨;两条所述导轨内侧左右各设置一套剥边器、各设置一对主动上针毛刷轮、各设置一对普通毛刷轮以及探边装置组成超喂上针装置,两条所述导轨进入烘房后分多段向外倾斜放置,所述导轨根据向外倾斜程度的不同细分为8~10段,前5~7段倾斜程度较大,且每段倾斜结束后设置一段平直区,后3段倾斜程度较小,两条所述导轨上设置有适当数量的导辊作为针铗链条改变前进方向的调节装置;两条所述导轨上有针铗链条,在导轨与针铗座之间有自润滑塑料垫片;所述针铗链条由多个针铗通过链条连接而成;所述针铗由针铗座和针板构成;所述针板上植有两排不锈钢细针;所述烘房由多节组成,所述烘房内部设置有热风循环风机和排气系统;所述烘房通过机架连接有冷却风机;所述冷却风机内置冷却风扇、上风道和下风道;所述冷却风机右侧连接有自然冷却装置。
16、另外,根据本技术上述提出的一种聚丙烯长丝土工布的拉幅定型设备还可以具有如下附加的技术特征:
17、在本技术的一个实施例中,所述张力辊与主传动辊通过设置电机驱动;所述主传动辊比张力辊快10%~30%;所述上托辊、下托辊都不转动;所述超喂辊为软橡胶辊,所述超喂上针装置中主动上针毛刷轮速度与超喂辊线速度同步或稍快。
18、在本技术的一个实施例中,所述针铗链条由电机驱动在导轨上同步运动;所述针板上不锈钢细针无针尖;所述针板与钢针之间的角度为80°±30′;所述导轨前5~7段为拉幅部分,后3段为定型部分;所述拉幅部分最大拉幅宽度为500mm;所述定型部分对土工布最大拉幅宽度为100mm;所述烘房由5~10节组成,温度为100~160℃,烘房的热源为天然气。
19、在本技术的一个实施例中,所述拉幅定型装置中安装有力值传感器;所述力值传感器达到上限29kn后拉幅定型机自动停机。
20、根据本技术实施例的一种聚丙烯长丝土工布的拉幅定型方法及设备,可将聚丙烯长丝土工布拉至6.5m超幅宽,且保证织物的纵横向强力及拉伸均匀度,工艺步骤简单,机械损伤小,能源损耗低。
21、本技术附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!