一种纤维带索具生产方法与流程
本发明涉及一种纤维带索具生产方法。
背景技术:
1、纤维带索具为环形结构,主要有外层的纤维带护套管1以及内层的钢丝绳2两部分组成(参见图16),由纤维带护套管内侧穿过指定圈数钢丝绳而成。
2、传统的生产方法为手工穿钢丝绳,具有以下几处缺陷:
3、1、生产效率低;
4、2、穿过的钢丝绳无法保证每一圈的长度完全一致,导致产品一致性较差。
技术实现思路
1、本发明的目的在于克服上述不足,提供生产效率高、产品质量好的一种纤维带索具生产方法。
2、本发明的目的是这样实现的:
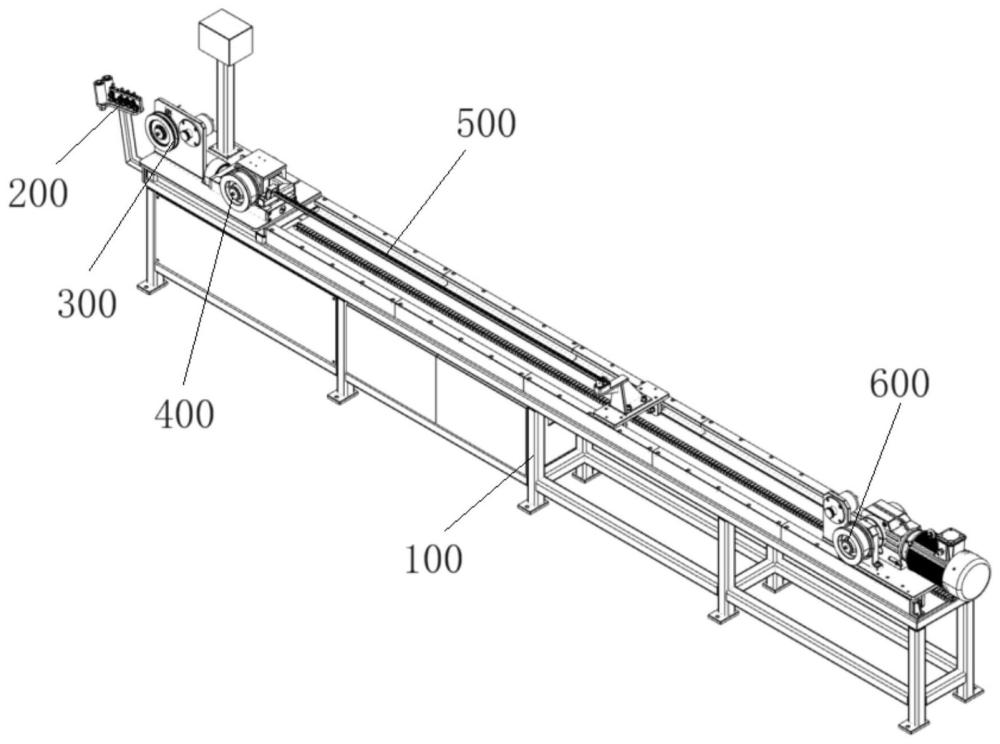
3、一种纤维带索具生产方法,采用纤维带索具生产装置进行作业,纤维带索具生产装置包括机架,所述机架上从左至右依次设置有变形器组件、计米组件、被动轮组件、导线管组件以及主动轮组件,
4、所述被动轮组件包括设置于机架上的第一横移轨道,所述第一横移轨道上设置有被动轮组件座,被动轮组件座上设置有被动轮轴,被动轮轴上设置有被动轮,
5、所述导线管组件包括左侧的第一支架和右侧的第二支架,第一支架和第二支架之间设置有导线管,所述第一支架由被动轮组件座上向右延伸设置,所述第二支架设置于第二横移轨道上,且可以沿着第二横移轨道横向移动,所述第二支架的顶部设置有一个c形开口的托座,
6、所述第一支架上设置有角钢座,角钢座的横段固定于第一支架上,角钢座的竖段上设置有一个矩形的限位缺口,角钢座固定于第一支架上,所述角钢座上设置有导线管固定座,所述导线管固定座的顶部设置有导线管固定盖,所述导线管的左端设置于导线管固定座和导线管固定盖之间,所述导线管的右端搁置于托座的c形卡口内,
7、所述主动轮组件包括设置于机架上的第二横移轨道,所述第二横移轨道上设置有可以沿着第二横移轨道移动的主动轮组件座,所述主动轮组件座上设置有减速机,所述减速机的输入端连接电机,所述减速机的输出端连接主动轮轴,所述主动轮轴上设置有主动轮。
8、具体方法如下:
9、步骤一、取下导线管固定座和导线管固定盖的组合体,将导线管固定座和导线管固定盖分开,从中取出导线管,然后将纤维带护套管套设于导线管上,此时纤维带护套管收缩形成褶皱,最终导线管的两端伸出纤维带护套管的两端外;
10、步骤二、将导线管的左端限位法兰片嵌置于导线管固定座的第六卡槽内,然后组装导线管固定座和导线管固定盖,将导线管固定座和导线管固定盖的组合体放置于角钢座的限位缺口处;
11、步骤三、根据需要生产的纤维带索具的每一圈的长度调节主动轮组件的横向位置;
12、步骤四、将牵引绳塞进导线管,然后将传动绳的两端通过连接件进行连接,并且将首尾相连的传动绳套设于主动轮和被动轮之间;
13、步骤五、将钢丝绳的一端与传动绳相连形成绳结,然后调节被动轮向左微调移动,使得传动绳张紧;
14、步骤六、启动装置开始收卷,将钢丝绳按照预定的收卷圈数收卷于主动轮和被动轮之间;
15、步骤七、收卷指定圈数后暂停装置,然后调节被动轮向右微调移动,使得传动绳松开;
16、步骤八、将传动绳的连接件解开,取下传动绳,然后将钢丝绳两端首尾相连;
17、步骤九、将导线管取下,然后将装入钢丝绳的纤维带护套管从导线管上取出,最后将纤维带护套管收缩的褶皱展开,使得纤维带护套管均匀包裹钢丝绳,最后将纤维带护套管的两端相连,形成纤维带索具。
18、作为一种优选,所述变形器组件包括变形器组件支架,所述变形器组件支架安装于机架上,所述变形器组件支架上设置有矫直轮座,变形器组件支架的左端设置有前后两根向上的竖向导轮,所述矫直轮座位于竖向导轮的右方,所述矫直轮座的下半部分设置有五组下矫直轮,所述矫直轮座的上半部分设置有四组上矫直轮,左端的一个下矫直轮与左端的一个上矫直轮位置对应,右方的四个下矫直轮与右方的三个上矫直轮位置错位,每个上矫直轮的轮轴通过一根向下的调节杆控制高度,调节杆从矫直轮座的顶面向下伸入至矫直轮座内。
19、作为一种优选,所述计米组件包括计米轮支架,所述计米轮支架安装于机架上,所述计米轮支架上设置有计米轮。
20、作为一种优选,所述第一横移轨道内设置有横向的传动丝杆,所述被动轮组件座设置于传动丝杆上,通过传动丝杆的转动可以实现被动轮组件座的横向移动,所述传动丝杆的动力输入端为一个从动皮带轮,从动皮带轮通过皮带由一个主动皮带轮带动,主动皮带轮的输入端连接驱动电机。
21、作为一种优选,所述导线管包括管体,管体的顶部设置有向上的开口,管体的横截面形成开口向上的c型结构,管体的左端外圆向下设置有一个矩形外形的限位法兰片,所述导线管固定座与导线管固定盖整体为上下扣合的两个矩形块,所述导线管固定座与导线管固定盖之间有供钢丝绳通过的通道,导线管固定座的中部向上设置有c型开口形成通道,所述导线管固定座的前后两侧设置有横向贯通的第一卡槽,所述导线管固定座的中部c型开口顶部形成横向贯通的第二卡槽,所述导线管固定盖的底部前段和后段设置有横向贯通的第三卡槽,两个第三卡槽之间的导线管固定盖中部向下形成卡块,所述导线管固定座与导线管固定盖固定时横向扣合,第一卡槽与第三卡槽配合连接,第二卡槽与卡块配合连接,所述导线管固定座的左段前后两侧设置有竖向的上下贯通的第四卡槽,所述导线管固定盖的左段前后两侧设置有竖向的上下贯通的第五卡槽,所述导线管固定座与导线管固定盖固定时第四卡槽与第五卡槽位于同一竖向位置,所述导线管固定座与导线管固定盖固定在角钢座上时第四卡槽卡设于角钢座的限位缺口前后两侧处,所述导线管固定座右段的前后两个内侧壁从顶部向下设置有第六卡槽,导线管的左端固定于导线管固定座与导线管固定盖之间时限位法兰片嵌置于第六卡槽内。
22、作为一种优选,第六卡槽不穿透导线管固定座底部。
23、作为一种优选,主动轮组件座上还设置有定位螺栓孔。
24、作为一种优选,主动轮组件座底部设置有与第二横移轨道配合的滚轮。
25、与现有技术相比,本发明的有益效果是:
26、本发明一种纤维带索具生产方法通过半自动化的设备实现纤维带护套管内穿钢丝绳,实现生产效率高,产品质量好的优点。
技术特征:
1.一种纤维带索具生产方法,其特征在于采用纤维带索具生产装置进行作业,纤维带索具生产装置包括机架(100),所述机架(100)上从左至右依次设置有变形器组件(200)、计米组件(300)、被动轮组件(400)、导线管组件(500)以及主动轮组件(600),
2.根据权利要求1所述的一种纤维带索具生产方法,其特征在于所述变形器组件(200)包括变形器组件支架(201),所述变形器组件支架(201)安装于机架(100)上,所述变形器组件支架(201)上设置有矫直轮座(202),变形器组件支架(201)的左端设置有前后两根向上的竖向导轮(203),所述矫直轮座(202)位于竖向导轮(203)的右方,所述矫直轮座(202)的下半部分设置有五组下矫直轮(204),所述矫直轮座(202)的上半部分设置有四组上矫直轮(205),左端的一个下矫直轮(204)与左端的一个上矫直轮(205)位置对应,右方的四个下矫直轮(204)与右方的三个上矫直轮(205)位置错位,每个上矫直轮(205)的轮轴通过一根向下的调节杆(206)控制高度,调节杆(206)从矫直轮座(202)的顶面向下伸入至矫直轮座(202)内。
3.根据权利要求1所述的一种纤维带索具生产方法,其特征在于所述计米组件(300)包括计米轮支架(301),所述计米轮支架(301)安装于机架(100)上,所述计米轮支架(301)上设置有计米轮(302)。
4.根据权利要求1所述的一种纤维带索具生产方法,其特征在于所述第一横移轨道(401)内设置有横向的传动丝杆(404),所述被动轮组件座(402)设置于传动丝杆(404)上,通过传动丝杆(404)的转动可以实现被动轮组件座(402)的横向移动,所述传动丝杆(404)的动力输入端为一个从动皮带轮(405),从动皮带轮(405)通过皮带(406)由一个主动皮带轮(407)带动,主动皮带轮(407)的输入端连接驱动电机(408)。
5.根据权利要求1所述的一种纤维带索具生产方法,其特征在于所述导线管(507)包括管体(507.1),管体(507.1)的顶部设置有向上的开口,管体(507.1)的横截面形成开口向上的c型结构,管体(507.1)的左端外圆向下设置有一个矩形外形的限位法兰片(507.2),所述导线管固定座(505)与导线管固定盖(506)整体为上下扣合的两个矩形块,所述导线管固定座(505)与导线管固定盖(506)之间有供钢丝绳通过的通道(505.5),导线管固定座(505)的中部向上设置有c型开口形成通道(505.5),所述导线管固定座(505)的前后两侧设置有横向贯通的第一卡槽(505.1),所述导线管固定座(505)的中部c型开口顶部形成横向贯通的第二卡槽(505.2),所述导线管固定盖(506)的底部前段和后段设置有横向贯通的第三卡槽(506.1),两个第三卡槽(506.1)之间的导线管固定盖(506)中部向下形成卡块(506.2),所述导线管固定座(505)与导线管固定盖(506)固定时横向扣合,第一卡槽(505.1)与第三卡槽(506.1)配合连接,第二卡槽(505.2)与卡块(506.2)配合连接,所述导线管固定座(505)的左段前后两侧设置有竖向的上下贯通的第四卡槽(505.3),所述导线管固定盖(506)的左段前后两侧设置有竖向的上下贯通的第五卡槽(506.3),所述导线管固定座(505)与导线管固定盖(506)固定时第四卡槽(505.3)与第五卡槽(506.3)位于同一竖向位置,所述导线管固定座(505)与导线管固定盖(506)固定在角钢座(504)上时第四卡槽(505.3)卡设于角钢座(504)的限位缺口(504.1)前后两侧处,所述导线管固定座(505)右段的前后两个内侧壁从顶部向下设置有第六卡槽(505.4),导线管(507)的左端固定于导线管固定座(505)与导线管固定盖(506)之间时限位法兰片(507.2)嵌置于第六卡槽(505.4)内。
6.根据权利要求5所述的一种纤维带索具生产方法,其特征在于第六卡槽(505.4)不穿透导线管固定座(505)底部。
7.根据权利要求1所述的一种纤维带索具生产方法,其特征在于主动轮组件座(601)上还设置有定位螺栓孔(601.1)。
8.根据权利要求1所述的一种纤维带索具生产方法,其特征在于主动轮组件座(601)底部设置有与第二横移轨道(605)配合的滚轮。
技术总结
本发明涉及的一种纤维带索具生产方法,将纤维带护套管套设于导线管上;将导线管、导线管固定座和导线管固定盖的组合体放置于角钢座的限位缺口处;调节主动轮组件的横向位置;将牵引绳塞进导线管,将首尾相连的传动绳套设于主动轮和被动轮之间;将钢丝绳的与传动绳相连,调节被动轮向左微调移动,使得传动绳张紧;启动装置开始收卷,收卷指定圈数后暂停装置,调节被动轮向右微调移动,传动绳松开;将传动绳的连接件解开,取下传动绳,将钢丝绳两端首尾相连;将导线管取下,纤维带护套管取出,最后将纤维带护套管的两端相连,形成纤维带索具。本发明通过半自动化的设备实现纤维带护套管内穿钢丝绳,实现生产效率高,产品质量好的优点。
技术研发人员:宋康贤,黄蒋镇,孙永杰,何泽豪,何旗军
受保护的技术使用者:江阴泰阳成索业有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!