一种铝型材及其加工方法与流程
1.本发明涉及型材生产技术领域,更具体的说是一种铝型材及其加工方法。
背景技术:
2.型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的实心直条。型材的品种规格繁多,用途广泛,在轧制生产中占有非常重要的地位;型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。这类材料具有的外观尺寸一定,断面呈一定形状,具有一定的力学物理性能。型材既能单独使用也能进一步加工成其他制造品,常用于建筑结构与制造安装;现有的用于对板材进行包边的型材,当板材嵌入到型材中之后,板材发生歪斜的时候会导致型材发生变形。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种铝型材及其加工方法,可以避免铝型材受力发生弯曲。
4.本发明解决其技术问题所采用的技术方案是:
5.一种铝型材,包括底槽,以及成型在底槽两侧的两个侧槽,以及成型在底槽上的上槽。
6.优选的,所述侧槽上设置有多个通孔。
7.优选的,所述铝型材还包括两个筋条,以及固定在每个筋条上的多个立片,立片能够嵌入到侧槽与上槽之间。
8.进一步的用于加工上述铝型材的加工方法,该方法包括以下步骤:
9.步骤一:将铝原料熔化制造出成型有底槽、两个侧槽和上槽的型材;
10.步骤二:将多个立片均匀焊接在筋条上;
11.步骤三:在两个侧槽上加工出多个通孔;
12.步骤四:将两个筋条分别放入到上槽两侧与两个侧槽之间的空间,将筋条焊接在上槽外侧,获得铝型材。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
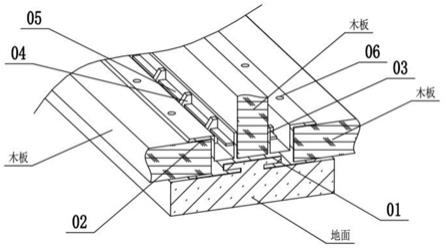
14.图1为本发明中铝型材使用时的示意图;
15.图2为本发明中铝型材的正向示意图;
16.图3为本发明中铝型材的结构示意图;
17.图4为本发明中加工装置的结构示意图;
18.图5为本发明中加工装置局部的结构示意图;
19.图6为本发明中顶块、吊臂的结构示意图;
20.图7为本发明中滑道、内槽的结构示意图;
21.图8为本发明中立柱、上杆的结构示意图;
22.图9为本发明中刀具的结构示意图;
23.图10为本发明中刀刃、尖弧的结构示意图。
具体实施方式
24.参看图1至图3,根据图中所示可以得到能够连接多个板材的一个示例性工作过程是:
25.本发明中的一种铝型材,包括底槽01,以及成型在底槽01两侧的两个侧槽02,以及成型在底槽01上的上槽03;能够在使用的时候,分别在两个侧槽02内嵌入板材,使两个位于两个侧槽02中的板材形成一个更大“面积”的板材,同时两个位于两个侧槽02中的板材位于同一个平面上保持平整;还能够将另外一个板材嵌入到上槽03当中,从而实现上槽03中的板材垂直于两个侧槽02中的板材,能够在搭建简易房的墙体时快速使用。
26.参看图1和图3,根据图中所示可以得到增强与板材连接性能的一个示例性工作过程是:
27.所述侧槽02上设置有多个通孔06,当板材嵌入两个侧槽02中之后,便可以使用插销、螺栓等连接件穿过多个通孔06以及板材,使板材与侧槽02被插销、螺栓等连接件连接在一起,从而提高板材与侧槽02之间的连接性能。
28.参看图1至图3,根据图中所示可以得到增强型材抗弯曲的一个示例性工作过程是:
29.现有的用于对板材进行包边的型材,当板材嵌入到型材中之后,板材发生歪斜的时候会导致型材发生变形,因为侧槽02中的板材组合起来之后成为简易房的地板,而在地板上支撑一个墙体,也就是在上槽03中嵌入一块板材成为直立在地面上的墙体,但是墙体在组装的时候容易发生歪斜,歪斜的时候容易导致上槽03发生扭曲变形;而发明中所述铝型材还包括两个筋条05,以及固定在每个筋条05上的多个立片04,立片04能够嵌入到侧槽02与上槽03之间;所以在使用的时候,利用多个立片04在支撑上槽03,增强上槽03保持竖直向上的强度,同时也能够避免上槽03在竖直方向上发生弯曲,同时筋条05能够将多个立片04连接起来,从而能够提高多个立片04对上槽03的支撑效果,进一步增加强度,并且组装简单,实用性强,强度高。
30.参看图4和图5,根据图中所示可以得到加工出通孔06的一个示例性工作过程是:
31.用于加工上述铝型材的加工方法,步骤一:将铝原料熔化制造出成型有底槽01、两个侧槽02和上槽03的型材;步骤二:将多个立片04均匀焊接在筋条05上;步骤三:在两个侧槽02上加工出多个通孔06;步骤四:将两个筋条05分别放入到上槽03两侧与两个侧槽02之间的空间,将筋条05焊接在上槽03外侧,获得铝型材;所述铝型材的加工方法还是用一中铝型材加工装置,所述装置包括设置有推板1-7的气缸1-1,以及固定在气缸1-1上的钻头1-2,以及用于安装气缸1-1的横梁1-3,以及滑动在横梁1-3上且设置有顶块2-1的吊臂2-3;加工的时候,首先将铝型材放置在加工平台上,随后使用横梁1-3带动气缸1-1和钻头1-2到达铝型材中侧槽02的上方,此时顶块2-1进入到侧槽02内,然后打开气缸1-1,气缸1-1带动钻头1-2下降在侧槽02上加工出多个通孔06,当钻头1-2下降对侧槽02施加压力的时候,顶块2-1支撑在侧槽02内部避免侧槽02向下发生弯曲,从而确保侧槽02的平直程度。
32.参看图5至图7,根据图中所示可以得到实现钻头1-2自动定位的一个示例性工作过程是:
33.所述装置还包括横梁1-3上设置有用于吊臂2-3滑动的内槽1-8,内槽1-8与吊臂2-3之间固定有弹簧;所述装置还包括用于横梁1-3滑动的滑道1-6,以及转动在滑道1-6上的齿轮1-5,以及与齿轮1-5啮合且设置在横梁1-3上的齿条1-4;在使用的时候,只需要使用减速电机带动齿轮1-5顺时针转动,便可以使用齿轮1-5通过啮合齿条1-4来带动横梁1-3在滑道1-6中伸出,从而使滑道1-6带动气缸1-1和钻头1-2进行移动,从而实现根据加工平台上放置的铝型材的位置来实现钻头1-2的自动移动和定位。
34.参看图4和图9,根据图中所示可以得到去除铝型材表面毛刺的一个示例性工作过程是:
35.所述装置还包括固定滑道1-6且设置有两个圆孔4-2的底座4-1,以及通过螺栓连接在底座4-1上的刀具4-3,以及设置在底座4-1上的中梁4-5;加工的时候使底槽01滑动套在中梁4-5上,从而实现将铝型材定位在底座4-1上,然后使用螺栓调节底座4-1上的刀具4-3,使刀具4-3相对于底座4-1发生升降,使刀具4-3正好贴合在铝型材的表面,随着加工通孔06之后便可以使铝型材移动一段距离进行下一个通孔06的加工,当在加工通孔06的时候以为钻头1-2旋转的时候产生的毛刺,会在铝型材移动的时候被刀具4-3切下来,从而保证铝型材在加工通孔06之后的表面依旧保持平整光滑。
36.参看图4和图8,根据图中所示可以得到连续加工通孔06的一个示例性工作过程是:
37.所述装置还包括固定在底座4-1上的立柱3-1,以及滑动在立柱3-1上的上杆3-2和下杆3-4,以及转动在立柱3-1上且均与上杆3-2和下杆3-4滑动连接的转臂3-3,下杆3-4上设置有一个顶块2-1,上杆3-2与立柱3-1之间设置有弹簧;当在一侧侧槽02上加工出通孔06之后,需要对另一侧的侧槽02上加工出通孔06,而此时,只需要使横梁1-3带动气缸1-1继续移动,当气缸1-1移动的时候,吊臂2-3上的顶块2-1会顶在加工完毕的侧槽02中,随着气缸1-1继续移动,吊臂2-3在内槽1-8中滑动并压缩弹簧,当气缸1-1上的推板1-7遇到上杆3-2的时候会使上杆3-2带动转臂3-3转动,转臂3-3则会带动下杆3-4向着靠近铝型材的方向移动,从而将下杆3-4上固定的顶块2-1移动到另一侧的侧槽02中,当气缸1-1移动到另一侧的侧槽02的正上方时,下杆3-4上的顶块2-1位于侧槽02中且位于钻头1-2正下方,便可以在钻头1-2加工的时候避免另一侧的侧槽02被压变形。
38.参看图4和图10,根据图中所示可以得到去除通孔06中毛刺的一个示例性工作过程是:
39.因为钻头1-2下压钻孔的形式,会使通孔06中存在方向向下的毛刺,而本发明中所述顶块2-1上设置有刀刃2-2,所述圆孔4-2内设置有尖弧4-4;当铝型材在加工完毕之后继续移动的时候,能够利用刀刃2-2和尖弧4-4将通孔06中方向向下的毛刺切割下来,从而使通孔06加工完毕之后下方也保持平整。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1