一种防霉防潮防开裂石膏板、制备工艺及其制备装置的制作方法
1.本发明涉及石膏板技术领域,具体涉及一种防霉防潮防开裂石膏板、制备工艺及其制备装置。
背景技术:
2.在石膏板生产行业中,石膏板的产品功能越发的多样化,对于湿热地区如沿海区域对防霉、防潮要求比较高,对于风沙较大的西部地区对防开裂的要求较高。当石膏板受潮吸水时容易在长期的潮湿环境下发霉,导致生成对人体有害的霉菌,可能影响人体的健康,且石膏板在发霉后容易被腐蚀,导致石膏板开裂,寿命下降。
3.为了降低石膏板的吸水率,现有的石膏板通过涂抹硅油的方式来提高防水效果,但仅将硅油涂抹在护面纸与石膏板的衔接处,容易造成护面纸的开裂,且其中生成的空隙依然会造成发霉等现象,颇为不便。且石膏板在充模过程中,往往会受到工艺的限制,导致充模不均匀,边缘不整齐,甚至是出现容易开裂的缝隙。为了提高石膏板的质量,故提高研发一种防霉防潮防开裂石膏板,并通过制备装置改善其制备工艺。
技术实现要素:
4.本发明的目的在于提供一种防霉防潮防开裂石膏板、制备工艺及其制备装置,以解决现有技术中石膏板易发霉开裂与充模不均匀的技术问题。
5.为解决上述技术问题,本发明具体提供下述技术方案:
6.本发明提供了一种防霉防潮防开裂石膏板,包括板芯和护面纸;
7.所述护面纸包括下纸与上纸,所述下纸与上纸分别包裹在所述板芯的上下两面并对所述板芯形成防水保护;
8.按照重量份计,所述板芯包含:熟石膏粉7000-8000份,淀粉20-30份,高效减水剂2-3份,玻璃纤维20-40份,缓凝剂14-70份,防霉剂4-20份,硼酸3-6份,酒石酸1-3份,三偏酸钠2-6份,发泡剂10-25份,水4000-5000份。
9.作为本发明的一种优选方案,按重量份计,所述板芯包含:熟石膏粉7500份,淀粉25份,高效减水剂3份,玻璃纤维30份,缓凝剂50份,防霉剂12份,硼酸5份,酒石酸2份,三偏酸钠5份,发泡剂18份,水4500份。
10.本发明提供了一种制备工艺,用于制备上述防霉防潮防开裂石膏板,包括如下步骤:
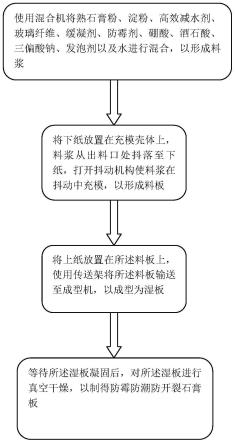
11.s100、使用混合机将熟石膏粉、淀粉、高效减水剂、玻璃纤维、缓凝剂、防霉剂、硼酸、酒石酸、三偏酸钠、发泡剂以及水进行混合,以形成料浆;
12.s200、将下纸放置在充模壳体上,料浆从出料口处抖落至下纸,打开抖动机构使料浆在抖动中充模,以形成料板;
13.s300、将上纸放置在所述料板上,使用传送架将所述料板输送至成型机,以成型为湿板;
14.s400、等待所述湿板凝固后,对所述湿板进行真空干燥,以制得防霉防潮防开裂石膏板。
15.作为本发明的一种优选方案,在步骤s100中所述料浆的具体形成过程包括:
16.s101、将熟石膏粉、淀粉、高效减水剂、玻璃纤维、缓凝剂进行第一混合,以得到第一混合浆液;
17.s102、将所述第一混合浆液、防霉剂、硼酸、酒石酸、三偏酸钠进行第二混合,以制得第二混合浆液;
18.s103、将所述第二混合浆液、发泡剂以及水进行第三混合,以制得所述料浆。
19.本发明提供了一种制备装置,用于执行上述的制备工艺,包括:
20.混合机,安装在工作台上;
21.抖动机构,设置在所述混合机的侧边;
22.充模壳体,安装在抖动机构上,且所述充模壳体的两侧边在所述抖动机构的驱动下抖动;
23.出料口,安装在所述混合机与所述充模壳体之间,且将所述料浆从所述混合机输送至所述充模壳体内;
24.成型机,设置在所述抖动机构侧边,用于对所述料板进行挤压;
25.传送架,设置在所述充模壳体与所述成型机之间,并带动所述充模壳体在所述抖动机构与所述成型机之间往复移动。
26.作为本发明的一种优选方案,所述充模壳体的前后两端均设置有卡槽,所述抖动机构穿过所述传送架与所述卡槽套接。
27.作为本发明的一种优选方案,所述抖动机构包括套接在前端所述卡槽内的第一传动杆以及套接在后端所述卡槽内的第二传动杆,所述第一传动杆与所述第二传动杆的下端穿过所述传送架连接有翘杆,所述翘杆的中间设置有往复转动电机,所述往复转动电机带动所述翘杆的两端上下摆动。
28.作为本发明的一种优选方案,所述往复转动电机设置在工作台上且与所述工作台之间通过伸缩杆连接,所述往复转动电机在所述伸缩杆的带动下上下移动。
29.作为本发明的一种优选方案,所述传送架包括环形轨道以及通过动力模组滑动设置在所述环形轨道上的动力滑块,所述充模壳体套接在所述动力滑块上并在所述动力滑块的带动下在所述出料口与所述成型机之间往复移动。
30.作为本发明的一种优选方案,所述环形轨道上设置有环形缺口,所述第一传动杆与所述第二传动杆穿过所述环形缺口与所述充模壳体连接,所述动力滑块在所述环形缺口内移动。
31.本发明与现有技术相比较具有如下有益效果:
32.本发明利用防霉剂与高效减水剂等材料,降低石膏板的储水量,提高石膏板的防霉效果,并通过抖动充模的工艺提高石膏板湿料的表面平整度与边缘平整度,提高护面纸与石膏板之间的粘结效果,进一步提高防水效果,提高使用寿命;并在石膏板凝固时采取真空凝固法,配合使用适量的玻璃纤维大大增加石膏板的防开裂效果,使得石膏板能够在多种环境中使用。
附图说明
33.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
34.图1为本发明提供防霉防潮防开裂石膏板生产工艺的流程示意图;
35.图2为本发明提供防霉防潮防开裂石膏板生产工艺的部分结构示意图;
36.图3为本发明提供传送架的侧面结构示意图。
37.图中的标号分别表示如下:
38.1-抖动机构;2-充模壳体;3-出料口;4-成型机;5-传送架;6-卡槽;7-伸缩杆;8-环形缺口;9-混合机;
39.101-第一传动杆;102-第二传动杆;103-翘杆;104-往复转动电机;
40.501-环形轨道;502-动力滑块。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.本发明提供了一种防霉防潮防开裂石膏板,包括板芯和护面纸。
43.所述护面纸包括下纸与上纸,所述下纸与上纸分别包裹在所述板芯的上下两面并对所述板芯形成防水保护。
44.优选的,所述护面纸为复合防水材料。
45.按照重量份计,所述板芯包含:熟石膏粉7000-8000份,淀粉20-30份,高效减水剂2-3份,玻璃纤维20-40份,缓凝剂14-70份,防霉剂4-20份,硼酸3-6份,酒石酸1-3份,三偏酸钠2-6份,发泡剂10-25份,水4000-5000份。
46.优选的,所述水为去离子水。
47.原材料按照上述范围内添加,均可以达到防霉防潮防开裂的效果,优选的,在本实施例中,按重量份计,所述板芯包含:熟石膏粉7500份,淀粉25份,高效减水剂3份,玻璃纤维30份,缓凝剂50份,防霉剂12份,硼酸5份,酒石酸2份,三偏酸钠5份,发泡剂18份,水4500份。
48.在本发明中,防霉剂作为配方中的防霉关键,其计量在多次试验中以上述计量最佳,可达到较高的防霉效果,且成本较低。
49.本发明还提供了一种制备工艺,如图1所示,用于制备上述防霉防潮防开裂石膏板,包括如下步骤:
50.s100、使用混合机将熟石膏粉、淀粉、高效减水剂、玻璃纤维、缓凝剂、防霉剂、硼酸、酒石酸、三偏酸钠、发泡剂以及水进行混合,以形成料浆;
51.s200、将下纸放置在充模壳体上,料浆从出料口处抖落至下纸,打开抖动机构使料浆在抖动中充模,以形成料板;
52.s300、将上纸放置在所述料板上,使用传送架将所述料板输送至成型机,以成型为
湿板;
53.s400、等待所述湿板凝固后,对所述湿板进行真空干燥,以制得防霉防潮防开裂石膏板。
54.在本发明中,在步骤s100中所述料浆的具体形成过程包括:
55.s101、将熟石膏粉、淀粉、高效减水剂、玻璃纤维、缓凝剂进行第一混合,以得到第一混合浆液;
56.s102、将所述第一混合浆液、防霉剂、硼酸、酒石酸、三偏酸钠进行第二混合,以制得第二混合浆液;
57.s103、将所述第二混合浆液、发泡剂以及水进行第三混合,以制得所述料浆。
58.如图2与图3所示,本发明还提供了一种制备装置,用于执行上述制备工艺,包括:
59.混合机9,安装在工作台上,此混合机9为现有结构,用于对上述材料进行混合,在此不做赘述。
60.抖动机构1,设置在所述混合机9的侧边,用于对从混合机9中流出的料浆进行抖动,使其表面平整。
61.充模壳体2,安装在抖动机构1上,且所述充模壳体2的两侧边在所述抖动机构1的驱动下抖动,充模壳体2的形状、大小可以变化,用来对料浆的形状进行限定。
62.出料口3,安装在所述混合机9与所述充模壳体2之间,且将所述料浆从所述混合机9输送至所述充模壳体2内。
63.成型机4,设置在所述抖动机构1侧边,用于对所述料板进行挤压,成型机4为现有结构。
64.传送架5,设置在所述充模壳体2与所述成型机4之间,并带动所述充模壳体2在所述抖动机构1与所述成型机4之间往复移动。
65.湿板的制备分为出料、充模、成型、干燥,在本实施例中,充模壳体2的底部铺设防水护面纸,当出料口3内的料浆使得充模壳体2内的料浆到达指定的量后,即可将出料口3关闭,此时传送架5带动充模壳体2至成型机4处,成型机4上设置有护面纸,上下护面纸与成型机4共同作用,将石膏板挤压为湿板,湿板进入真空干燥机内,进行无菌真空干燥,以制得防霉防潮防开裂石膏板。
66.具体的,所述料浆混合完成后,从出料口3落入至充模壳体2中,充模壳体2在抖动机构1的带动下进行一定规律的抖动,即两侧小幅度的摆动,即保证所述料浆无法从充模壳体2中流出,又实现了所述料浆在充模壳体2内的流平,提高石膏板的平整度,且抖动机构1在料浆流入时不断抖动,可更有效观察石膏板料浆的厚度,使其与充模壳体2的内壁边缘充分贴合,防止料浆过多造成浪费,当抖动完成后,充模壳体2的高度大于料板的厚度。
67.成型机4为现有结构,具有带动石膏板湿板成型、脱模的作用,并带动脱模后的石膏板湿板进入真空干燥机,传送架5将脱模后的充模壳体2再次输送至抖动机构1位置,并打开出料口3,再次充模,实现往复工作。
68.在上述工艺中,对石膏板料浆进行抖动,使其成为表面平整的料板,可以减少石膏板与护面纸之间的空隙,提高粘结效果,减少空气的含量,进一步提高防霉与防水效果,且真空干燥有利于增强石膏板的防开裂能力,使得石膏板具有优异的防开裂性能。
69.在本实施例中,所述充模壳体2的前后两端均设置有卡槽6,所述抖动机构1穿过所
述传送架5与所述卡槽6套接。
70.抖动机构1在动作时,通过内陷设置在充模壳体2外侧的卡槽6给充模壳体2的下端两个支撑点,抖动机构1通过两个支撑点带动充模壳体2抖动,卡槽6对充模壳体2的内部容积无影响。
71.在本实施例中,所述抖动机构1包括套接在前端所述卡槽6内的第一传动杆101以及套接在后端所述卡槽6内的第二传动杆102,所述第一传动杆101与所述第二传动杆102的下端穿过所述传送架5连接有翘杆103,所述翘杆103的中间设置有往复转动电机104,所述往复转动电机104带动所述翘杆103的两端上下摆动。
72.在初始状态时,充模壳体2设置在传送架5上,第一传动杆101以及第二传动杆102穿过所述传送架5分别与前端的卡槽6以及后端的卡槽6卡合,第一传动杆101以及第二传动杆102的末端均可以在卡槽6内部上下滑动,第一传动杆101与第二传动杆102分别设置在翘杆103的两端,往复转动电机104为带动翘杆103围绕旋转中心往复转动的动作电机,其转动角度与频率可以随着需要调节,当往复转动电机104带动翘杆103往复转动时,第一传动杆101以及第二传动杆102相应的上下移动,其运动原理与跷跷板相同,第一传动杆101以及第二传动杆102通过推动卡槽6来实现充模壳体2的抖动,其中往复转动电机104的转动角度与频率与充模壳体2的抖动幅度与抖动频率相关。
73.优选的,所述往复转动电机104设置在工作台上且与所述工作台之间通过伸缩杆7连接,所述往复转动电机104在所述伸缩杆7的带动下上下移动。
74.当抖动完成后,往复转动电机104转动至初始位置,伸缩杆7向下收缩,第一传动杆101以及第二传动杆102从卡槽6内脱出,充模壳体2可以在传送架5的带动下进入成型机4。当充模壳体2内的石膏板成型为湿板后脱模,或者是成为干板后脱模均可,脱模后的充模壳体2再次在传送架5的带动下回到初始位置,伸缩杆7上升并使得第一传动杆101以及第二转动杆进入至卡槽6内,打开出料口3,再次抖动充模。
75.在本实施例中,所述传送架5包括环形轨道501以及通过动力模组滑动设置在所述环形轨道501上的动力滑块502,所述充模壳体2套接在所述动力滑块502上并在所述动力滑块502的带动下在所述出料口3与所述成型机4之间往复移动。
76.动力滑块502的动力在抖动机构1位置时关闭,动力滑块502随着充模壳体2的上下移动而移动,当抖动完成后,动力滑块502再次回到环形轨道501上,并在动力模组的带动下带动充模壳体2在环形轨道501上滑动。
77.优选的,所述环形轨道501上设置有环形缺口8,所述第一传动杆101与所述第二传动杆102穿过所述环形缺口8与所述充模壳体2连接,所述动力滑块502在所述环形缺口8内移动。
78.实施例1
79.a、原料准备:熟石膏粉7500份,淀粉25份,高效减水剂3份,玻璃纤维30份,缓凝剂50份,防霉剂12份,硼酸5份,酒石酸2份,三偏酸钠5份,发泡剂18份,水4500份;
80.b、将熟石膏粉7500份,淀粉25份,高效减水剂3份,玻璃纤维30份,缓凝剂50份,防霉剂12份,硼酸5份,酒石酸2份,三偏酸钠5份,发泡剂18份,水4500份加入料浆制备装置中搅拌均匀,以制得料浆;
81.c、料浆制备装置配合出料口将料浆输送至充模壳体中,并在抖动机构的带动下进
行抖动充模,并在充模完成后进入成型机进行护面纸的包裹以及成型,上下纸包裹并成型后,进入真空干燥机等待真空干燥,最后烘干。
82.本发明采用不同方法分别对防霉防潮防开裂石膏板的防潮性、抗冲击性以及防霉性能进行检测。
83.防潮性检测:
84.a1、取样:以五张实施例1的板材为一组取样,在每张板材上距四周大于100mm处,纵向切取600mm
×
300mm试件;
85.a2、处理:把试件预先放置于电热鼓风干燥箱中,在(40
±
2)℃的温度调节下烘干至恒重(试件在24h的质量变化小于5g),并在温度(25
±
5)℃,相对湿度为(50
±
5)%的实验室试验条件下冷却至室温,然后进行试验。
86.a3、测定:经过处理后的试件正面朝下放置于试验架的支座上,支座中心距580mm,然后将试验架放入温度为(32
±
2)℃,相对湿度为(90
±
3)%的受潮挠度试验箱内,经过48h,测定并记录试件两对角线交叉点处在试验前后的下垂挠度,计算板材受潮后的挠度值,以五张板材的挠度平均值作为该组试样的受潮挠度。精确至1mm。
87.经过测试,本发明可使受潮挠度控制在1.2mm以下。
88.抗冲击性测定:
89.在抗冲击性试验仪的底盘内装有细度为0.5mm的砂子,并用刮尺剃平。把经过a3处理后的试件正面朝上,平放至于砂子的表面。使钢球从不同的高度自由落在试件的两对角线交叉点上,取出试件,记录试件背面裂纹情况。
90.如表1所示,高度单位为毫米。
91.表1
[0092][0093]
防霉性能:
[0094]
报告编号为:wt2020b01a01955
[0095][0096]
通过本实施例的防霉防潮防开裂石膏板、制备工艺及其制备装置,在传统工艺的基础上,从石膏配方、纸面材质和充模凝固工艺几个方面进行了改善,提高石膏的防水能力,还能利用新型防霉剂的杀菌功能防止石膏发霉,上下纸使用了复合材质进一步阻水防潮,配合真空凝固技术提高孔隙率,实现了石膏板的防潮防霉和轻质。
[0097]
以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1