一种轨枕生产线混凝土均质填充装置的制作方法
1.本发明涉及轨枕生产技术领域,具体涉及一种轨枕生产线混凝土均质填充装置。
背景技术:
2.钢筋混凝土轨枕相对于木枕在运行时比较,钢筋混凝土轨枕具有使用寿命长、轨道稳定性好,能满足高速、大运量要求等优点,同时钢筋混凝土轨枕起到支撑钢轨的作用,又保持钢轨的位置,将钢轨传递来的巨大压力再传递给道床,广泛适用于高速客运线铺设使用。
3.轨枕生产线工艺过程中,主要包括以下工序:钢筋骨架入模腔
→
骨架胀紧拉伸
→
填充混凝土
→
震动排空气
→
熏蒸环节(24小时)
→
成品脱模
→
分切成品,其中填充混凝土和震动排空气是影响轨枕生产质量的主要工序,主要表现为模腔中填充混凝土不够均匀且混凝土内部空气形成空洞,导致轨枕使用时容易因内部应力而破裂,使用稳定性较差,进而降低了轨枕的使用寿命。
4.现有技术中,轨枕生产线上的填充混凝土工序采用人工控制浇筑料,在浇筑过程中采用手持振捣棒插入浇筑料中,进行震动排空气工序处理,人工振捣容易出现遗漏的部分,造成震动排空气效果不理想,且在振捣过程中,根据所要求达到浇筑液位面的高度进行添加或减少浇筑料,操作处理烦琐,且容易造成浇筑混凝土轨枕产品质量不一致,无法进行自动定量控制浇筑料,以上技术难题也都是本领域技术人员亟需解决的问题。
技术实现要素:
5.本发明的目的在于提供一种轨枕生产线混凝土均质填充装置,用于解决上述背景技术中提出的问题。
6.本发明的目的可以通过以下技术方案实现:
7.一种轨枕生产线混凝土均质填充装置,包括两组平行设置的内侧轨道和外侧轨道,两组内侧轨道之间均布设置有用于滑移轨枕模具移动的若干辊轮组,轨枕模具通过隔板分隔有多个分节浇筑腔,两组外侧轨道上设置有用于分节浇筑腔内浇筑下料的移动车,所述移动车上设置有定量排料机构,定量排料机构设置在轨枕模具的上方,位于轨枕模具的下方至少设有两组定量称重机构,所述定量称重机构用于抬升轨枕模具脱离辊轮组进行浇筑料称重,且所述定量称重机构通过称重传感器将称重数据传递至plc控制柜,plc控制柜用于向定量排料机构发送控制指令;所述轨枕模具的下方还至少设有两组均质激振机构,所述均质激振机构用于抬升轨枕模具脱离定量称重机构进行浇筑料震动排气,且均质激振机构用于接收plc控制柜发送控制指令。
8.作为本发明进一步的方案:所述定量排料机构包括有储料斗、落料管、给料管、给料电机、绞龙螺旋杆和出料管,所述储料斗底端通过落料管连接给料管,给料管内设置有绞龙螺旋杆,绞龙螺旋杆向外伸出给料管的杆端固接给料电机的输出端,给料管的底壁上设置有出料管。
9.作为本发明进一步的方案:所述储料斗安装在移动车上,且数量为两组,两组储料斗分别通过落料管连接给料管的两端,所述给料管通过多个支架吊挂连接移动车,所述绞龙螺旋杆由左旋推料翅片和右旋推料翅片一体结构组成,左旋推料翅片和右旋推料翅片对接位置处设置有出料管。
10.作为本发明进一步的方案:所述落料管上设置有电磁阀一,出料管上设置有电磁阀二,所述电磁阀一、电磁阀二和给料电机均分别电性连接plc控制柜。
11.作为本发明进一步的方案:所述定量称重机构包括有托梁、托盘、升降盘一、称重传感器和液压油缸一,所述托梁用于抵触支撑轨枕模具的底壁,托梁固定安装在托盘上,所述称重传感器设置在托盘和升降盘一之间,托盘和升降盘一之间通过多个稳定组件连接,且所述升降盘一与液压油缸一的伸缩端固定连接。
12.作为本发明进一步的方案:所述稳定组件为长螺柱,长螺柱自下至上依次插设连接升降盘一和托盘,且长螺柱的顶端螺纹连接锁块。
13.作为本发明进一步的方案:所述液压油缸一通过安装板一固定安装在生产线地面上,且所述液压油缸一和称重传感器均分别电性连接plc控制柜。
14.作为本发明进一步的方案:所述均质激振机构包括有上托板、侧支块、旋转气缸、抵块、下托板、激振电机和液压油缸二,所述上托板用于抵触支撑轨枕模具的底壁,且上托板上垂直连接的侧支块用于限位轨枕模具的侧向偏移,所述上托板上通过旋转气缸连接抵块,抵块用于紧压抵触轨枕模具的顶口端,上托板通过丝杆、防脱螺母和弹簧弹性连接下托板,且在上托板底壁上安装激振电机,所述下托板与液压油缸二的伸缩端固定连接。
15.作为本发明进一步的方案:所述液压油缸二通过安装板二固定安装在生产线地面上,且所述液压油缸二、激振电机和旋转气缸均分别电性连接plc控制柜。
16.作为本发明进一步的方案:所述分节浇筑腔的一侧沿壁上设置有光电传感器一和光电传感器二,所述光电传感器一和光电传感器二均分别电性连接plc控制柜。
17.本发明的有益效果:
18.(1)通过在移动车上设置定量排料机构、轨枕模具下方设置定量称重机构和均质激振机构,plc控制柜分别与定量排料机构、定量称重机构和均质激振机构电性控制连接,移动车就位后,通过定量称重机构抬升轨枕模具脱离辊轮组进行定量称重,此时定量排料机构就位下料,使得浇筑料称重稳定、精确,且不受移动车振动下料的影响,浇筑下料完成后,通过均质激振机构抬升轨枕模具脱离定量称重机构进行震动排气,震动排气均匀,有助于提升浇筑质量;
19.(2)定量排料机构使用时,储料斗内暂存的混凝土浇筑料便于经给料管滑落至给料管内,通过给料电机带动绞龙螺旋杆旋转,使得绞龙螺旋杆推送浇筑料输送,使得浇筑料便于从出料管下料至分节浇筑腔内,浇筑效率高,且浇筑输送料均匀可控;
20.(3)定量称重机构使用时,可以通过称重传感器实时检测轨枕模具的重量数据,在称重传感器检测重量数据到达预设值时,plc控制柜发送控制指令至定量排料机构关停下料,实现每节的分节浇筑腔进行定量下料浇筑,向前滑移移动车同样对下一节的分节浇筑腔内下料,使得分节浇筑腔内下料称重可控;
21.(4)均质激振机构使用时,侧支块限位轨枕模具的侧向震动偏移,通过旋转气缸带动抵块旋转,使得抵块紧压轨枕模具的顶口端,使得轨枕模具与上托板一体固定牢靠,通过
激振电机的高频震动工作,使得轨枕模具进行震动排气,实现轨枕模具浇筑料震动排气可控;
22.(5)通过设置的光电传感器一和光电传感器二进行感应移动车到达位置,在光电传感器一和光电传感器二双重感应条件下,使得移动车下料位置控制方便,光电传感器所检测的位置信息便于传递至plc控制柜,从而对就位后的移动车进行定量排料控制,操作应用方便。
附图说明
23.下面结合附图对本发明作进一步的说明。
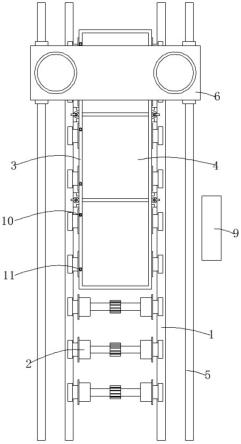
24.图1是本发明的结构示意图;
25.图2是本发明的内侧轨道上设置轨枕模具示意图;
26.图3是本发明的相邻辊轮组间隙中设置定量称重机构和均质激振机构示意图;
27.图4是本发明的移动车侧视图;
28.图5是本发明的给料管截面示意图;
29.图6是本发明的定量称重机构结构示意图;
30.图7是本发明的均质激振机构结构示意图。
31.图中:1、内侧轨道;2、辊轮组;3、轨枕模具;4、分节浇筑腔;5、外侧轨道;6、移动车;60、储料斗;61、落料管;62、电磁阀一;63、给料管;64、给料电机;65、绞龙螺旋杆;650、左旋推料翅片;651、右旋推料翅片;66、出料管;67、电磁阀二;68、支架;7、定量称重机构;70、托梁;71、托盘;72、升降盘一;73、称重传感器;74、液压油缸一;75、安装板一;76、锁块;77、长螺柱;8、均质激振机构;80、上托板;800、侧支块;81、旋转气缸;82、抵块;83、下托板;84、激振电机;85、液压油缸二;86、安装板二;87、丝杆;88、防脱螺母;89、弹簧;9、plc控制柜;10、光电传感器一;11、光电传感器二。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.在本发明的描述中,需要理解的是,指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;在本发明的描述中,“多个”、“若干”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
34.请参阅图1-3所示,本发明为一种轨枕生产线混凝土均质填充装置,包括两组平行设置的内侧轨道1和外侧轨道5,两组内侧轨道1之间均布设置有用于滑移轨枕模具3移动的若干辊轮组2,轨枕模具3通过隔板分隔有多个分节浇筑腔4,两组外侧轨道5上设置有用于分节浇筑腔4内浇筑下料的移动车6,在大批量生产轨枕时,轨枕模具3可以沿若干辊轮组2滑移,使得轨枕模具3内浇筑成型的轨枕滑移至下一工序,而设置的移动车6便于沿外侧轨
道5滑移至轨枕模具3的上方,使得浇筑料便于分别向分节浇筑腔4内下料。
35.如图4所示,移动车6上设置有定量排料机构,定量排料机构设置在轨枕模具3的上方,定量排料机构包括有储料斗60、落料管61、给料管63、给料电机64、绞龙螺旋杆65和出料管66,储料斗60底端通过落料管61连接给料管63,给料管63内设置有绞龙螺旋杆65,绞龙螺旋杆65向外伸出给料管63的杆端固接给料电机64的输出端,给料管63的底壁上设置有出料管66,混凝土浇筑料暂存入储料斗60内,在移动车6沿外侧轨道5滑移至分节浇筑腔4上方时,混凝土浇筑料便于经给料管63滑落至给料管63内,通过给料电机64带动绞龙螺旋杆65旋转,使得绞龙螺旋杆65推送浇筑料输送,使得浇筑料便于从出料管66下料至分节浇筑腔4内。
36.本实施例中,如图4-5所示,储料斗60安装在移动车6上,且数量为两组,两组储料斗60可以提升移动车6暂存混凝土浇筑料的容量,两组储料斗60分别通过落料管61连接给料管63的两端,给料管63通过多个支架68吊挂连接移动车6,绞龙螺旋杆65由左旋推料翅片650和右旋推料翅片651一体结构组成,左旋推料翅片650和右旋推料翅片651对接位置处设置有出料管66,使得两组储料斗60在落料时,分别通过左旋推料翅片650和右旋推料翅片651旋转输送作用,共同向出料管66内输送排料,有助于提升浇筑效率。
37.本实施例中,落料管61上设置有电磁阀一62,出料管66上设置有电磁阀二67,电磁阀一62、电磁阀二67和给料电机64均分别电性连接plc控制柜9,定量排料机构在向分节浇筑腔4下料时,plc控制柜9可以分别电控电磁阀一62、电磁阀二67打开,给料电机64工作,完成下料处理;而在分节浇筑腔4内下料完成后,plc控制柜9向电磁阀一62、电磁阀二67发送关闭指令,给料电机64关停,实现定量排料机构可以快速进行下料暂停反应。
38.如图6所示,位于轨枕模具3的下方至少设有两组定量称重机构7,定量称重机构7用于抬升轨枕模具3脱离辊轮组2进行浇筑料称重,且定量称重机构7通过称重传感器73将称重数据传递至plc控制柜9,plc控制柜9用于向定量排料机构发送控制指令,在轨枕模具3沿若干辊轮组2移动至定量称重机构7的上方时,定量称重机构7抬升轨枕模具3脱离辊轮组2,移动车6向分节浇筑腔4内下料时,可以通过称重传感器73实时检测轨枕模具3的重量数据,在称重传感器73检测重量数据到达预设值时,plc控制柜9发送控制指令至定量排料机构关停下料,实现每节的分节浇筑腔4进行定量下料浇筑,向前滑移移动车6同样对下一节的分节浇筑腔4内下料,使得浇筑称重稳定、精确,且不受移动车6振动下料的影响。
39.定量称重过程中,定量称重机构7包括有托梁70、托盘71、升降盘一72、称重传感器73和液压油缸一74,托梁70用于抵触支撑轨枕模具3的底壁,托梁70固定安装在托盘71上,称重传感器73设置在托盘71和升降盘一72之间,托盘71和升降盘一72之间通过多个稳定组件连接,且升降盘一72与液压油缸一74的伸缩端固定连接,稳定组件为长螺柱77,长螺柱77自下至上依次插设连接升降盘一72和托盘71,且长螺柱77的顶端螺纹连接锁块76,通过液压油缸一74带动升降盘一72抬升,直至托梁70抵触支撑轨枕模具3的底壁,实现抬升轨枕模具3脱离辊轮组2,称重传感器73设置在托盘71和升降盘一72之间,不受液压油缸一74抬升影响,称重传感器73实时检测分节浇筑腔4内下料的重量数据。
40.本实施例中,液压油缸一74通过安装板一75固定安装在生产线地面上,且液压油缸一74和称重传感器73均分别电性连接plc控制柜9,便于通过plc控制柜9操控液压油缸一74动作,实现轨枕模具3的抬升或下降,称重传感器73的数据便于传送至plc控制柜9,在称
重传感器73检测重量数据到达预设值时,plc控制柜9发送控制指令至定量排料机构关停下料,实现分节浇筑腔4内可以快速进行下料暂停反应。
41.如图7所示,轨枕模具3的下方还至少设有两组均质激振机构8,均质激振机构8用于抬升轨枕模具3脱离定量称重机构7进行浇筑料震动排气,且均质激振机构8用于接收plc控制柜9发送控制指令,在轨枕模具3内的分节浇筑腔4进行定量下料完成后,plc控制柜9操控均质激振机构8动作,使得均质激振机构8抬升轨枕模具3脱离定量称重机构7,而均质激振机构8工作对轨枕模具3震动排气,震动排气均匀,有助于提升浇筑质量。
42.震动排气过程中,均质激振机构8包括有上托板80、侧支块800、旋转气缸81、抵块82、下托板83、激振电机84和液压油缸二85,上托板80用于抵触支撑轨枕模具3的底壁,且上托板80上垂直连接的侧支块800用于限位轨枕模具3的侧向偏移,上托板80上通过旋转气缸81连接抵块82,抵块82用于紧压抵触轨枕模具3的顶口端,上托板80通过丝杆87、防脱螺母88和弹簧89弹性连接下托板83,且在上托板80底壁上安装激振电机84,下托板83与液压油缸二85的伸缩端固定连接,通过液压油缸二85抬升下托板83,直至上托板80抵触支撑轨枕模具3的底壁,此时侧支块800限位轨枕模具3的侧向震动偏移,通过旋转气缸81带动抵块82旋转,使得抵块82紧压轨枕模具3的顶口端,使得轨枕模具3与上托板80一体固定牢靠,通过激振电机84的高频震动工作,使得轨枕模具3进行震动排气,处理高效,且震动排气均匀。
43.本实施例中,液压油缸二85通过安装板二86固定安装在生产线地面上,且液压油缸二85、激振电机84和旋转气缸81均分别电性连接plc控制柜9,在分节浇筑腔4内定量下料完成后,便于通过plc控制柜9操控液压油缸二85、激振电机84和旋转气缸81动作,实现分节浇筑腔4内可以快速进行震动排气反应。
44.如图1-2所示,分节浇筑腔4的一侧沿壁上设置有光电传感器一10和光电传感器二11,光电传感器一10和光电传感器二11均分别电性连接plc控制柜9,在移动车6移动至分节浇筑腔4上方时,设置的光电传感器一10和光电传感器二11进行感应移动车6到达位置,在光电传感器一10和光电传感器二11双重感应条件下,使得移动车6下料位置控制方便,光电传感器所检测的位置信息便于传递至plc控制柜9,从而对就位后的移动车6进行定量排料控制,操作应用方便。
45.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1