一种用于立体拼图工艺中的真石漆刮涂工艺及刮涂装置的制作方法
1.本发明涉及建筑水性漆技术领域,具体涉及一种用于立体拼图工艺中的真石漆刮涂工艺及刮涂装置。
背景技术:
2.随着广大消费者对居家装饰风格个性化要求的不断变化,且墙面或天花板装饰在室内装修过程中或使用中起到了至关重要的作用,现需要对墙面进行厚质造型,此风格以多种色彩以及多种形状的拼贴为主,可实时呈现视觉立体效果和色彩变化的装饰风格,有较高的美观度。
3.但现一般为人工施工,由于多色块的施工范围小,若工人的经验不足,则会造成墙面的漆料不均匀,且每个色块之间的衔接也至关重要,为了防止漆料之间出现叠加与缝隙,一般通过贴合美纹纸等工具,来对每个色块的边缘线条进行防护。但当一块墙体上的色块较多时,需要多次贴撕美纹纸,每次均需要等待涂料完全干燥完毕,工序较多,耗时长。
技术实现要素:
4.本发明的目的在于提供一种用于立体拼图工艺中的真石漆刮涂工艺及刮涂装置,以解决现有技术中漆料不均匀以及上色工序多的技术问题。
5.为解决上述技术问题,本发明具体提供下述技术方案:
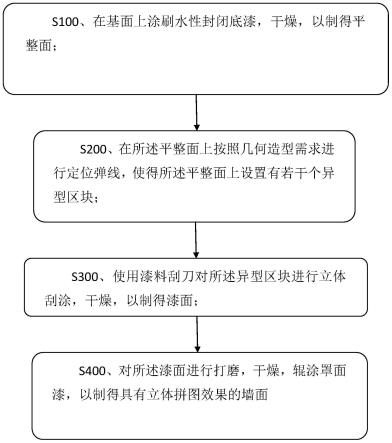
6.本发明提供了一种用于立体拼图工艺中的真石漆刮涂工艺,包括如下步骤:
7.s100、在基面上涂刷水性封闭底漆,干燥,以制得平整面;
8.s200、在所述平整面上按照几何造型需求进行定位弹线,使得所述平整面上设置有若干个异型区块;
9.s300、使用漆料刮刀对所述异型区块进行立体刮涂,干燥,以制得漆面;
10.s400、对所述漆面进行打磨,干燥,辊涂罩面漆,以制得具有立体拼图效果的墙面。
11.作为本发明的一种优选方案,在s300中,还包括如下步骤:
12.s301、对所述涂料刮刀对所述异型区块进行单色的立体刮涂,干燥,以制得单色区块;
13.s302、通过定位组件对所述涂料刮刀进行区域性定位,重复上述立体刮涂过程,干燥,以制得单色立体墙面;
14.s303、根据所需颜色的数量,重复进行s301以及s302,以制得多色立体墙面;
15.其中,s301以及s302至少重复两次;
16.s304、对多色立体墙面进行打磨,使得所述异型区块的边缘平整,以制得所述漆面。
17.作为本发明的一种优选方案,所述立体刮涂包括如下步骤:
18.s3011、通过旋动组件将涂料刮刀从所述异型区块一侧移动至所述异型区块的另一侧,并在移动的过程中释放涂料,进行单刷,以制得单刷区块;
19.s3012、涂料刮刀在所述异型区块上反向移动,进行复刷,以制得复刷区块;
20.s3013、改变涂料刮刀的朝向,对所述异型区块的另外两侧进行单刷与复刷,以制得所述单色区块;
21.其中,在s3012以及s3013中,所述涂料刮刀在移动过程中停止释放涂料。
22.作为本发明的一种优选方案,所述涂料刮刀在收刀时向远离所述平整面的方向移动,使得所述单色凸料的边缘形成有单色凸料线。
23.作为本发明的一种优选方案,在s303中,两个不同颜色的所述单色凸料线贴合在一起,形成双色凸料线,所述双色凸料线沿着所述定位弹线中的线位设置。
24.作为本发明的一种优选方案,所述区域性定位包括如下步骤:
25.s3021、在水平方向上移动旋动组件,使其带动涂料刮刀对水平方向上的单色区块进行刮涂;
26.s3022、在竖直方向上移动旋动组件,使其带动涂料刮刀对竖直方向上的单色区块进行刮涂。
27.作为本发明的一种优选方案,还包括真石漆在平面拼图工艺中的应用。
28.本发明还提供了一种用于立体拼图工艺中的真石漆刮涂装置,包括涂料刮刀,用于将涂料上料至墙面上,且在移动过程中对所述墙面进行刮涂;
29.定位组件,滑动安装在工作台上,所述涂料刮刀设置在所述定位组件顶部,所述定位组件带动所述涂料刮刀在所述工作台的水平以及竖直方向上移动;
30.旋动组件,设置在所述定位组件与所述涂料刮刀之间,驱动所述涂料刮刀在一个所述异型区块内反复刷料,并驱动所述涂料刮刀在单刷完成后向远离所述墙面的方向移动;
31.控制组件,与所述定位组件、所述涂料刮刀以及所述旋动组件通讯连接,所述定位组件、所述涂料刮刀以及所述旋动组件均在控制组件的指令下工作。
32.作为本发明的一种优选方案,所述涂料刮刀包括双层刀体以及将所述双层刀体分为若干个腔室的隔板,所述腔室的一端均设置在所述双层刀体的边缘且与外界连通,所述腔室的另一端连接有进料管,所述进料管在所述控制组件的带动下向所述通入涂料。
33.作为本发明的一种优选方案,所述腔室内设置有若干个出料通道,所述出料通道的一端与外界连通设置,所述出料通道的另一端相互连通且与所述进料管连通。
34.本发明与现有技术相比较具有如下有益效果:
35.本发明通过真石漆的立体刮涂工艺以及完成此工艺的装置,使得墙面形成较好的平面装饰效果和立体几何涂层,整体分布均匀一致,涂料之间的边界清晰,且不需要遮挡涂抹,减少干燥时间,减少工艺工序。
附图说明
36.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
37.图1为本发明提供用于立体拼图工艺中的真石漆刮涂工艺的流程示意图;
38.图2为本发明提供用于立体拼图工艺中的真石漆刮涂装置的结构示意图;
39.图3为本发明提供的涂料刮刀内部结构示意图。
40.图中的标号分别表示如下:
41.1-涂料刮刀;2-定位组件;3-旋动组件;4-出料通道;
42.101-双层刀体;102-隔板;103-进料管;
43.201-滑动小车;202-伸缩杆;
44.301-固定板;302-伸缩件;303-旋转电机。
具体实施方式
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.如图1所示,本发明提供了一种用于立体拼图工艺中的真石漆刮涂工艺及刮涂装置,包括如下步骤:
47.s100、在基面上涂刷水性封闭底漆,干燥,以制得平整面;
48.s200、在所述平整面上按照几何造型需求进行定位弹线,使得所述平整面上设置有若干个异型区块;
49.s300、使用漆料刮刀对所述异型区块进行立体刮涂,干燥,以制得漆面;
50.s400、对所述漆面进行打磨,干燥,辊涂罩面漆,以制得具有立体拼图效果的墙面。
51.其中,在s300中,将之前准备好的不同颜色涂料,依次按几何造型需求分别进行立体刮涂,防止出现咬色、混色、污染等现象。立体刮涂即为:在刮涂后,每个异型区块的边缘均设置有立体的边线,防止多个色块相互污染。
52.另外,在s400中,需要对异型区块的边缘进行打磨,使得每个异型区块的边线与内部的涂料平齐,打磨可使用砂带、80-120目研磨。
53.罩面清漆黏度控制在85-90ku之间(以斯托默黏度测试仪测试为准),为了达到表面平滑罩面清漆涂刷3-4遍(每遍涂刷前使用600目砂纸研磨处理并清理洁净后再涂刷罩面清漆)。
54.进一步地,s100中,所述干燥的时间为8-12小时。
55.进一步地,s300中,所述干燥的时间为20-24小时。
56.进一步地,所述基面的平整度≤0.5mm。
57.进一步地,所述平整度≤0.5mm的基面通过下述施工步骤得到:
58.(1)基面处理,
59.修补、砂磨基面,至平整度≤2mm;
60.(2)找平,
61.满批找平石膏两道,每道满批后充分干燥;
62.(3)柔性粗腻子施工,
63.满批三道柔性粗腻子,每道满批后,打磨至平整度≤1mm;
64.(4)柔性细腻子施工,满批柔性细腻子,砂磨至平整度≤0.5mm。
65.进一步地,在s400中,砂磨至平整度≤0.5mm后进行洒水养护,且养护的次数不小于四次。
66.进一步地,在s400中,所述的打磨为使用40目-80目以上砂布进行打磨。
67.在本发明中,所述墙面可以是建筑物表面、混凝土、水泥砖石内、外墙及打过底的木材表面等。
68.在s100中,水性封闭底漆具有优异的附着力,其作用是附着在基面上,然后在它的上面定位,弹线并刮涂真石漆。在本发明中,使用水性封闭底漆直接附着在基面上,可提高基面强度并起到封闭性作用。
69.进一步地,为了减少多区域涂色时的工序,在s300中,还包括如下步骤:
70.s301、对所述涂料刮刀对所述异型区块进行单色的立体刮涂,干燥,以制得单色区块;
71.s302、通过定位组件对所述涂料刮刀进行区域性定位,重复上述立体刮涂过程,干燥,以制得单色立体墙面;
72.s303、根据所需颜色的数量,重复进行s301以及s302,以制得多色立体墙面;
73.其中,s301以及s302至少重复两次;
74.s304、对多色立体墙面进行打磨,使得所述异型区块的边缘平整,以制得所述漆面。
75.具体的,相比于一般的覆盖式拼涂,此方式先将一种颜色的涂料完全涂抹均匀,再进行其他颜色的涂抹,在涂抹时采用立体式,此色块的边界可以对其他颜色的漆料进行阻流,不需要其他工具的帮助,即可实现施工,减少工序。
76.在本实施例中,为了提高每个色块中涂料的均匀程度,所述立体刮涂包括如下步骤:
77.s3011、通过旋动组件将涂料刮刀从所述异型区块一侧移动至所述异型区块的另一侧,并在移动的过程中释放涂料,进行单刷,以制得单刷区块;
78.s3012、涂料刮刀在所述异型区块上反向移动,进行复刷,以制得复刷区块;
79.s3013、改变涂料刮刀的朝向,对所述异型区块的另外两侧进行单刷与复刷,以制得所述单色区块;
80.其中,在s3012以及s3013中,所述涂料刮刀在移动过程中停止释放涂料。
81.进一步地,由于每次刮涂过后,都有多余的涂料残留在涂料刮刀上,故采用以下收刀步骤:所述涂料刮刀在收刀时向远离所述平整面的方向移动,使得所述单色凸料的边缘形成有单色凸料线。
82.此方法不仅将多余的涂料刮下,且通过将极少量的涂料推挤在每个异型区块的边缘,并在干燥完全以后打磨,可以防止色块与色块之间出现缝隙,且色块之间通过凸出的色块对其他的颜色进行阻流,也可防止多个色块之间出现涂料的相互交叉,有利于降低在施工时对技术的要求,提高生产效率。
83.进一步地,为了防止各个色块之间出现空隙与交叠,在s303中,两个不同颜色的所述单色凸料线贴合在一起,形成双色凸料线,所述双色凸料线沿着所述定位弹线中的线位设置。
84.进一步地,减少施工时间,减少工序,所述区域性定位包括如下步骤:
85.s3021、在水平方向上移动旋动组件,使其带动涂料刮刀对水平方向上的单色区块进行刮涂;
86.s3022、在竖直方向上移动旋动组件,使其带动涂料刮刀对竖直方向上的单色区块进行刮涂。
87.根据上述,在实际的施工中,当前一个单色涂料进行最后一次单色刷涂后,最前面的此色的区域已经干燥完全,故可以使用下一个颜色的涂料接着进行辊涂,间隔时间短,有利于节省时间。
88.进一步的,本发明还包括真石漆在平面拼图工艺中的应用。即s300中,使用漆料刮刀对所述异型区块进行立体刮涂的涂料为真石漆,真石漆主要作用是提高视觉立体花纹效果,增加整体视觉冲击。真石漆是一种采用高级水性树脂作为基料,掺入专用助剂,利用特殊生产工艺配制而成的一种超耐候、强耐污、高装饰、抗裂性的水性环保涂料。通过不同的施工器具及工法,可以得到所需的效果。另外,所有市售水性真石漆均可应用于本发明中。
89.如图2至图3所示,本发明提供了一种用于立体拼图工艺中的真石漆刮涂装置,包括涂料刮刀1,用于将涂料上料至墙面上,且在移动过程中对所述墙面进行刮涂。
90.定位组件2,滑动安装在工作台上,所述涂料刮刀1设置在所述定位组件2顶部,所述定位组件2带动所述涂料刮刀1在所述工作台的水平以及竖直方向上移动。
91.旋动组件3,设置在所述定位组件2与所述涂料刮刀1之间,驱动所述涂料刮刀1在一个所述异型区块内反复刷料,并驱动所述涂料刮刀1在单刷完成后向远离所述墙面的方向移动。
92.控制组件,与所述定位组件2、所述涂料刮刀1以及所述旋动组件3通讯连接,所述定位组件2、所述涂料刮刀1以及所述旋动组件3均在控制组件的指令下工作。
93.为了降低由于人工处理,而导致的漆面不均匀现象,现采用全自动化刮涂设备,采用控制组件来对设备的各个环节进行控制,来实现全自动化的喷涂,以提高墙面的合格率。控制组件为现有技术,其控制原理不在赘述。
94.具体的,通过控制组件,涂料刮刀1每次只对每块异型区块提供定量的涂料,控制组件通过控制旋动组件3来控制涂料刮刀1以特定的角度,对墙面进行刮涂,且涂料刮刀1在墙面上往复移动,以提高涂料的平整度。
95.每当涂料刮刀1运动至异型区块的边缘时,所述涂料刮刀1在旋动组件3的带动下,在收刀时向远离所述平整面的方向移动,使得多余的涂料被推挤至异型区块的边缘,所述单色区块的边缘形成有单色凸料线,此单色凸料线不易流动,且为立体结构,在干燥后可对其他色块的涂料进行阻挡,起到防止串色的作用。
96.在本实施例中,定位组件2的工作如下:
97.1、在水平方向上移动旋动组件,使其带动涂料刮刀对水平方向上的单色区块进行刮涂;
98.2、在竖直方向上移动旋动组件,使其带动涂料刮刀对竖直方向上的单色区块进行刮涂。
99.故当最后一个单色的刮涂完毕后,第一个刮涂的单色涂料以及初步干燥,此时可持续对位于第一个单色区块的旁边进行刮涂,减少等待时间,降低工序耗时。
100.旋动组件3包括固定板301,固定板301安装在定位组件2的端部,固定板301上滑动
设置有带动涂料刮刀1伸缩的伸缩件302,伸缩件302与固定板301之间设置有带动涂料刮刀1旋转的旋转电机303,旋转电机303、伸缩件302以及固定板301均与控制组件连接。
101.定位组件2包括在工作台上滑动的滑动小车201,滑动小车201上竖直设置有伸缩杆202,有油泵控制伸缩杆202的伸缩长度,滑动小车以及油泵与控制组件连接,固定板301设置在所述伸缩杆202的端部。
102.进一步地,为了减少涂料的换色步骤,所述涂料刮刀1包括双层刀体101以及将所述双层刀体101分为若干个腔室的隔板102,所述腔室的一端均设置在所述双层刀体101的边缘且与外界连通,所述腔室的另一端连接有进料管103,所述进料管103在所述控制组件的带动下向所述通入涂料。
103.进一步地,为了使得涂料的出料更加均匀,所述腔室内设置有若干个出料通道4,所述出料通道4的一端与外界连通设置,所述出料通道4的另一端相互连通且与所述进料管103连通。
104.通过本实施例的用于立体拼图工艺中的真石漆刮涂工艺及刮涂装置,通过真石漆的立体刮涂工艺以及完成此工艺的装置,使得墙面形成较好的平面装饰效果和立体几何涂层,整体分布均匀一致,涂料之间的边界清晰,且不需要遮挡涂抹,减少干燥时间,减少工艺工序。
105.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1