一种耐火砖的成型装置的制作方法
1.本实用新型涉及耐火砖技术领域,具体为一种耐火砖的成型装置。
背景技术:
2.定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工,现定义为凡物理化学性质允许其在高温环境下使用的材料称为耐火材料,在进行耐火砖生产时需要使用到成型模具将散状的原料成型处理,形成耐火砖毛坯。
3.现有技术一般采用成型模具直接填料成型,成型后的耐火砖毛坯取出再进行加工。
4.但是成型装置使用过程中,成型后的耐火砖毛坯与成型模具之间发生粘连,不方便取出,在运输耐火砖毛坯时,毛坯还容易发生形变。
技术实现要素:
5.本实用新型旨在解决上述技术问题,即解决现有的成型装置使用过程中,成型后的耐火砖毛坯与成型模具之间发生粘连,不方便取出,在运输耐火砖毛坯时,毛坯还容易发生形变的问题。
6.本实用新型提供一种耐火砖的成型装置,包括底座,所述底座上设有成型模具,所述成型模具上设有卸料组件;所述卸料组件包括伸缩件、连接块和垫板;所述伸缩件设置于成型模具的底部,所述伸缩件的顶端穿过所述成型模具与所述连接块相固接,所述连接块的顶部设有垫板,所述垫板中设有滑道,在所述滑道中设有滑板,所述滑板上固接有横板。
7.优选地,所述伸缩件为气缸、电动缸或液压缸。
8.优选地,所述底座包括外壳,所述外壳中设有减震机构,所述减震机构上设有支撑板,所述支撑板用于固定所述伸缩件。
9.优选地,所述减震机构包括两个减震单元,所述减震单元位于所述支撑板的两侧。
10.优选地,所述减震单元包括套筒,所述套筒与所述外壳的底壁固定连接,所述套筒中套接有竖杆,所述竖杆的上端与所述支撑板固定连接,所述竖杆的下端固定设置有圆板,所述圆板的外缘与所述套筒的内壁贴合,以使所述圆板能够沿所述套筒的内壁滑动,所述竖杆的外周套接有弹性件,所述弹性件的下端与所述圆板抵接,所述弹性件的上端与所述套筒的顶部内壁抵接。
11.优选地,所述弹性件为弹簧。
12.优选地,所述底座还包括矩形板,所述矩形板的底端与所述支撑板固定连接,所述矩形板的顶端与成型模具固定连接。
13.通过上述技术方案,该耐火砖的成型装置,启动伸缩件,伸缩件通过连接块带动垫板移动,垫板携带滑板和横板在成型模具中向上移动,进而横板将成型的耐火砖推出成型模具,移动滑板带动横板和耐火砖与垫板分离,进而将耐火砖毛坯方便省力取出,同时,在耐火砖毛坯的底部设置横板防止搬运过程中耐火砖毛坯形变。
附图说明
14.下面结合附图来描述本实用新型的一种耐火砖的成型装置优选实施方式,附图中:
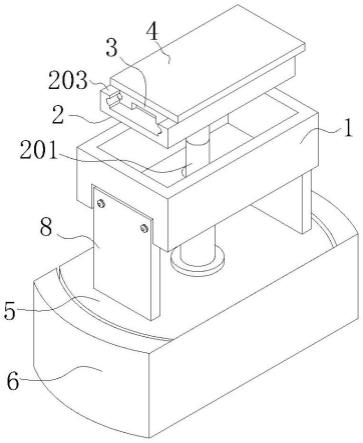
15.图1是本实用新型结构示意图;
16.图2是图1中的侧视图;
17.图3是图1中的垫板、滑板和横板结构示意图。
18.附图标记说明
19.1-成型模具;2-卸料组件;201-伸缩件;202-连接块;203-垫板;3-滑板;4-横板;5-支撑板;6-外壳;7-减震机构;701-套筒;702-竖杆;703圆板;704-弹性件;8-矩形板。
具体实施方式
20.下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护范围。
21.需要说明的是,在本实用新型的描述中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.此外,还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本实用新型中的具体含义。
23.为了解决现有技术中的上述问题,本实施例提供了一种耐火砖的成型装置。现有的成型装置使用过程中,成型后的耐火砖毛坯与成型模具之间发生粘连,不方便取出,在运输耐火砖毛坯时,毛坯还容易发生形变的问题。
24.有鉴于此,本实用新型提供了一种耐火砖的成型装置,请参见图1和图2,该成型装置包括底座,底座上设有成型模具1,成型模具1上设有卸料组件2;卸料组件2包括伸缩件201、连接块202和垫板203;伸缩件201设置于成型模具1的底部,伸缩件201的顶端穿过成型模具1与连接块202相固接,连接块202的顶部设有垫板203,垫板203中设有滑道,在滑道中设有滑板3,滑板3上固接有横板4。
25.通过上述技术方案,该成型装置的伸缩件201通过连接块202带动垫板203移动,垫板203携带滑板3和横板4在成型模具1中向上移动,进而横板4将成型的耐火砖推出成型模具1,移动滑板3带动横板4和耐火砖与垫板3分离,进而将耐火砖毛坯方便省力取出,同时,横板4的设置防止搬运过程中耐火砖毛坯形变。
26.具体的,成型模具1为矩形,在成型模具1中设有成型槽,放置在成型槽中的原料经过冲压形成耐火砖。成型模具1与底座为可拆卸连接,例如,成型模具1可以通过螺栓与底座连接,当需要生产不同高度的耐火砖或生产不同形状的耐火砖时,可以将成型模具1与底座
分离,更换成型模具1即可。
27.其中,卸料组件2中的伸缩件201为液压缸,通过液压缸推动垫板203向上移动,连接块202可以为钢板,通过紧固螺钉与液压缸的活塞杆端固定连接,垫板203也可以为钢板,同样也可以通过紧固螺钉与连接块202固定连接。
28.可选的,底座包括外壳6,外壳6可以由钢板围成,外壳6上可拆卸设置支撑板5,支撑板5可以为钢板,支撑板5可以通过紧固螺钉与外壳6固定连接,支撑板5用于固定伸缩件201。
29.此外,底座还包括矩形板8,矩形板8的底端与支撑板5固定连接,矩形板8的顶端与成型模具1固定连接。如此,成型模具1通过矩形板8与底座实现固定连接。
30.当然,上述成型模具1与底座的连接方式是示意性的,在其他的实施方式中,还可以采用其他的连接形式,例如,成型模具与底座一体成型,具体结构此处不再赘述。伸缩件201为液压缸也是示意性的,在其他的实施方式中,还可以采用其他的结构,例如,伸缩件201可以是气缸也可以是电动缸,只要其能够提供足够大的支撑力即可,此处的具体结构不再赘述。
31.可选的,成型模具1的中部设有通孔,所述伸缩件201的输出端穿过所述通孔与连接块202连接。
32.在一种可实现的方式中,底座包括外壳6,外壳6中设有减震机构7,减震机构7上设有支撑板5,支撑板5用于固定伸缩件201。如此,可以通过减震机构7对加工成型过程中成型模具1的压力部分进行吸收。
33.其中,减震机构7包括两个减震单元,减震单元位于支撑板5的两侧。如此,通过减震单元对支撑板5受压时对其进行减震,避免其受力过大损坏。
34.具体的,减震单元包括套筒701,套筒701与外壳6的底壁固定连接,套筒701中套接有竖杆702,竖杆702的上端与支撑板5固定连接,竖杆702的下端固定设置有圆板703,圆板703的外缘与套筒701的内壁贴合,以使圆板703能够沿套筒701的内壁滑动,竖杆702的外周套接有弹性件704,弹性件704的下端与圆板703抵接,弹性件704的上端与套筒701的顶部内壁抵接。如此,当成型装置受压后,能够通过弹性件704的伸缩来进行吸收,提高了成型装置的使用寿命。
35.为了便于组装且降低成本,本实施例中,弹性件704为弹簧。
36.当然,上述减震单元为两个是示意性的,在其他的实施方式中,还可以有其他的数量,只要其能够满足减震作用即可,例如,减震单元的数量还可以为是四个。此外,上述弹性件704为弹簧也是示意性的,在其他的实施方式中,弹性件704还可以弹性橡胶垫。
37.本实用新型的成型装置的工作过程:在使用该耐火砖的成型装置时,将耐火砖的原料放置在成型模具1中,通过压力机加压成型后,启动伸缩件201,伸缩件201通过连接块202带动垫板203移动,垫板203携带滑板3和横板4在成型模具1中向上移动,进而横板4将成型的耐火砖推出成型模具1,移动滑板3带动横板4和耐火砖与垫板203分离,安装另一块横板4继续加工。
38.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改
或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1