铸模装置的制作方法
1.本实用新型涉及一种混凝土制程,特别是涉及一种铸模装置。
背景技术:
2.一般将混凝土成品脱模的方法是通过机械装置直接将内模具拉出,此种方式由于需要施加较大的拉力,容易使混凝土的连接所述内模具的内表面因为摩擦力而受到磨损。
3.因此,现有的一种解决前述问题的手段,是采用多片式模板组成的内模具,但此内模具的成本较高,且拆装耗时。
4.另一种现有的脱模方法是通过先将所述内模具冷却而收缩后,再通过机械装置移除所述内模具,但此种方式受环境温度影响极大,也就是说,在冬天或是寒冷地区时,由于温差小造成内模具收缩程度有限,脱模效果仍然有进步的空间。如要达到一定的温差,需等待较长时间,或是额外加热模具制造温差,更拉长了作业时间。
技术实现要素:
5.本实用新型的其中另一个目的在于提供一种减少作业时间的铸模装置。
6.本实用新型的铸模装置在一些实施方式中,适用于供混凝土材料注入并固化为混凝土成品,所述铸模装置包含外模具单元、内模具单元,及拉力单元。
7.所述外模具单元包括环绕轴线界定出贯孔的外模具,所述外模具具有界定出所述贯孔的内表面。
8.所述内模具单元,设置于所述贯孔,并包括环绕所述轴线的壳体,所述壳体适用于供冷却液体输入,并具有内周面、相反于所述内周面且与所述内周面界定出适用于容置所述冷却液体的冷却空间的外周面,及连接所述内周面与所述外周面的底端面,所述壳体的外周面,以及所述外模具的内表面间适用于供所述混凝土材料注入并固化成所述混凝土成品,所述冷却液体用于冷却所述壳体并使所述壳体的外径缩小,使所述壳体的外周面及底端面与所述混凝土成品间产生微间隙。
9.所述拉力单元可拆卸地安装于所述内模具单元,并包括可拆卸地固定于所述壳体的相反于所述底端面的一侧的第一拉力组,及可拆卸地连接于所述第一拉力组的第二拉力组,所述第一拉力组于所述壳体冷却时施加垂直于所述底端面方向的第一拉力于所述壳体,使所述内模具单元朝远离所述外模具单元的方向移动,以使所述内模具单元相对于所述混凝土成品松动,所述第二拉力组用于施加垂直于所述底端面方向的第二拉力于所述壳体,使所述内模具单元脱离所述贯孔并与所述混凝土成品分离。
10.本实用新型铸模装置,所述第一拉力组具有至少一个可脱离地抵靠所述外模具单元的支撑件,及可移除地设置于所述至少一个支撑件的千斤顶,所述千斤顶具有抵靠于所述至少一个支撑件的缸体,及可相对所述缸体伸缩且连接所述内模具单元的杆件。
11.本实用新型铸模装置,所述内模具单元还包括连接所述壳体且用于供所述千斤顶的杆件可拆卸地固定的固定座,所述壳体的内周面界定出开口朝向所述拉力单元的内模空
间,所述固定座自所述壳体的内周面向所述开口延伸。
12.本实用新型铸模装置,所述第二拉力组具有移除地连接于所述千斤顶的起重机,所述起重机具有可拆卸地安装于所述千斤顶的缸体的吊挂件,及连接所述吊挂件且用于使所述吊挂件上下移动的升降件。
13.本实用新型至少具有以下功效:通过所述第一拉力组在所述壳体冷却而外径缩小时,同时通过所述第一拉力辅助使所述壳体相对于所述混凝土成品松动,因此,即使在冬天或是低温环境下导致所述壳体的收缩程度不够时,仍能通过第一拉力辅助使所述内模具单元朝远离所述外模具的方向移动,使所述内模具单元相对于所述混凝土成品松动,而不须通过额外的制程以增加所述壳体的收缩程度,借此,达到减少作业时间的功效。
附图说明
14.本实用新型的其他的特征及功效,将于参照附图的实施方式中清楚地呈现,其中:
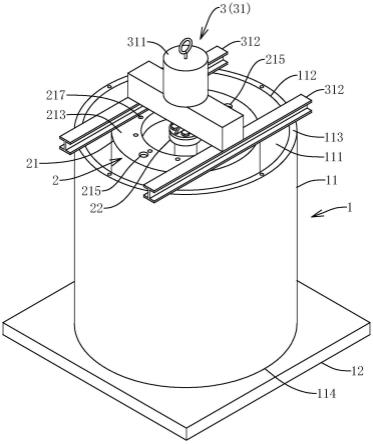
15.图1是本实用新型铸模装置的第一实施例的一个不完整的立体图;
16.图2是所述第一实施例的一个不完整的立体分解图;
17.图3是所述第一实施例的一个不完整的顶视图;
18.图4是沿图3的线iv-iv所撷取的剖视示意图;
19.图5是类似于图4的剖视图,说明所述第一实施例的内模具与一顶板13结合后灌浆的情形;
20.图6是所述第一实施例的立体图;
21.图7是本实用新型铸模装置的第二实施例的剖视示意图,说明所述第二实施例的一个底板安装于一个壳体的顶端面;
22.图8是类似于图7的剖视图,说明灌浆成形并翻转一个外模具单元及一个内模具单元后的情形;
23.图9是类似于图7的剖视图,说明所述底板卸离所述壳体的情形;及
24.图10是所述第二实施例的不完整的顶视图,说明所述第二实施例的所述壳体与所述外模具的变化方式。
具体实施方式
25.在本实用新型被详细描述之前,应当注意在以下的说明内容中,类似的组件是以相同的编号来表示。
26.参阅图1、图2与图3,本实用新型铸模装置的第一实施例,适用于供一个混凝土材料注入并固化为一个混凝土成品,所述铸模装置包含一个外模具单元1、一个内模具单元2,及一个拉力单元3。
27.补充说明的是,所述混凝土材料可以但不限于是树脂或水泥类。此外,在本实施例的其中一个实施方式中,所述混凝土成品为桶型结构,即包含底面的结构,但不以此为限。
28.所述外模具单元1包括一个外模具11,及一个底板12。
29.参阅图2、图4与图5,所述外模具11设置于所述底板12上,并具有一个环绕一条轴线界定出一个贯孔112的内表面111。
30.所述内模具单元2设置于所述贯孔112,并包括一个环绕所述轴线的壳体21及一固
定座22。
31.所述壳体21适用于供冷却液体输入,并具有一个内周面211、一个相反于所述内周面211的外周面212、一个连接所述内周面211与所述外周面212且远离所述底板12的顶端面213、一个相反于所述顶端面213的底端面214、两个形成在所述顶端面213的冷却孔215,及多个形成在所述顶端面213的安装孔217。
32.所述内周面211与所述外周面212界定出一个适用于容置所述冷却液体的冷却空间216,且所述内周面211环绕界定出一个具有开口朝向所述拉力单元3的内模空间218。
33.在本实施例中,所述冷却液体是由一个降温设备(图未示)提供,且自所述降温设备经一条管线自至少其中一个冷却孔215进入所述冷却空间216。补充说明的是,所述冷却液体亦会通过至少一个冷却孔 215自所述冷却空间216被回收至所述降温设备。通过所述冷却液体在所述降温设备与所述冷却空间216内循环,能使所述壳体21在冷却过程中维持低温状态。
34.所述固定座22自所述壳体21的内周面211向所述开口延伸且位于所述内模空间218。
35.所述壳体21的外周面212、底端面214,以及所述外模具11的内表面111间适用于供所述混凝土材料注入并固化成所述混凝土成品 4。
36.所述拉力单元3可拆卸地安装于所述内模具单元2,并包括一个可拆卸地固定于所述壳体21的第一拉力组31,及一个可拆卸地连接于所述第一拉力组31的第二拉力组32。具体来说,在本实施例中,所述内模具单元2还具有一个自所述内周面211朝所述内模空间218 的开口延伸的固定座22,所述第一拉力组31可以但不限于是以螺丝可拆卸地安装于所述固定座22。
37.所述第一拉力组31与所述第二拉力组32分别用于施加垂直于所述底端面214方向的一个第一拉力与一个第二拉力于所述壳体21,而带动所述内模具单元2远离所述外模具单元1移动。亦即,此处所述第一拉力与所述第二拉力是平行于图4~图7的上、下方向。
38.参阅图2、图4与图6,具体来说,在本实施例中,所述第一拉力组31具有两个可移除地抵靠所述外模具单元1的支撑件312,及一个可移除地设置于所述支撑件312上并可拆卸地安装于所述固定座 22的千斤顶311。所述千斤顶311具有一个抵靠于所述支撑件312的缸体313,及一个可相对所述缸体313伸缩且连接所述内模具单元2 的杆件314。所述第二拉力组32具有一个移除地连接于所述千斤顶 311的起重机321。所述起重机321具有一个可拆卸地安装于所述千斤顶311的缸体313的吊挂件322,及一个连接所述吊挂件322且用于使所述吊挂件322上下移动的升降件323。值得说明的是,在本实施例中,所述千斤顶311是油压千斤顶,但不以此为限,且前述支撑件312的数量不以两个为限。
39.参阅图5,欲制作混凝土成品4时,先将所述外模具单元1设置于所述底板12上,以封闭该外模具11的贯孔112的一侧,接着,再将一顶板13固定于所述内模具21的顶端面213,并将所述顶板13 与所述内模具单元2设置在所述外模具11的贯孔112且使所述固定座22朝上(反向于所述底板12的方向),所述使混凝土材料通过顶板 13上的孔洞(图未示)注入所述内模具单元2的壳体21的外周面212、底端面214,以及所述外模具11的内表面111间,并静置使所述混凝土材料固化为混凝土成品4。接着进行本实用新型的脱模方法。
40.参阅图4与图6,本实用新型的脱模方法包含以下步骤(a)~(d):
41.步骤(a):安装所述第一拉力组31至所述内模具单元2。
42.具体来说,是先将前述图5中的顶板13移除后,再将所述第一拉力组31的所述支撑件312放置在所述外模具单元1的顶面并横跨所述内模具单元2的壳体21的顶端面213,并将千斤顶311设置在所述支撑件312上,且通过螺丝将千斤顶311固定于所述固定座22。
43.步骤(b):冷却所述内模具单元2以让所述壳体21的外径缩小,使所述壳体21的外周面212及底端面214与所述混凝土成品4之间产生微间隙,同时于所述壳体21施加垂直于所述底端面214方向的第一拉力,使所述内模具单元2朝远离所述外模具单元1的方向移动,以使所述内模具单元2相对于所述混凝土成品4松动。
44.于所述步骤(b)中,是通过在所述内模具单元2的冷却空间216 注入冷却液体,而使所述内模具单元2降温。此外,于所述步骤(b) 中,是通过所述第一拉力组31的千斤顶311施加所述第一拉力,所述千斤顶311的杆件314相对于所述缸体313伸缩,带动所述壳体21 朝远离所述外模具单元1的方向移动,以使所述壳体21的底端面214 远离所述外模具单元1移动。
45.补充说明的是,施加第一拉力使所述壳体21朝远离所述外模具单元1的方向的移动,主要是让壳体21相对于混凝土成品4产生松动,藉以提升所述壳体21的脱模效率。
46.如此,由于在内模具降温内缩时,同时通过所述第一拉力辅助使所述壳体21的底端面214脱离所述混凝土成品4,因此,即使在冬天或是低温环境下导致所述壳体21的收缩程度不够时,仍能通过第一拉力辅助将所述壳体21的底端面214脱离所述混凝土成品4,而不须通过额外的制程以增加所述壳体的收缩程度,如此,可以有效减少作业时间。此外,通过施加第一拉力大小,也有助于辨识所述内模具单元2的收缩程度,如逐步提高所述第一拉力至所述壳体21仍无法使所述壳体21移动时,表示所述内模具单元1的壳体21收缩程度不足,所述壳体21的外周面212与所述混凝土成品4间尚未产生微间隙,如逐步施加所述第一拉力至所述壳体21之过程即发现拉力降低且所述壳体21可以微量移动时,表示所述所述壳体21的外周面212及底端面214与所述混凝土成品4间已产生松脱,而可续行下一个步骤。
47.值得注意的是,于步骤(b)中,冷却所述内模具单元2的过程中,所述冷却液体在所述内模具单元2与所述降温设备内持续循环流动,使得在冷却过程中,所述冷却液体可以维持在低温状态。
48.步骤(c):再于所述内模具单元2施加垂直所述底端面214方向的所述第二拉力,以使所述内模具单元2远离所述混凝土成品4移动,而使所述内模具单元2脱离所述混凝土成品4。
49.于所述步骤(c)中,是通过所述第二拉力组32的起重机321施加所述第二拉力,具体来说,是先将所述起重机321的吊挂件322连接于所述千斤顶311的缸体313后,再通过升降件323使所述千斤顶311 连同所连接的所述内模具单元2上升而脱离所述贯孔112,使所述壳体21与混凝土成品4分离。
50.补充说明的是,于所述步骤(b)与所述步骤(c)中,也可以皆通过所述千斤顶311提供第一拉力,或是皆通过所述起重机321提供第一拉力与第二拉力。此外,提供第一拉力与第二拉力的装置不以本实施例为限。
51.步骤(d):移除所述外模具单元1,使所述外模具单元1与所述混凝土成品4分离。
52.参阅图7~图10,本实用新型铸模装置的第二实施例与所述第一实施例大致相同,
其差异仅在于:所述第二实施例的所述底板12可拆卸地安装于所述壳体21的顶端面213。
53.欲制作混凝土成品4时,先将所述底板12安装于所述内模具单元2的壳体21的顶端面213,例如是通过螺丝将穿过所述底板12与位于所述壳体21的顶端面213的安装孔217,接着将所述内模具单元 2与所述底板12置入所述外模具11的贯孔112,且所述底板12锁固于该外模具11的顶面113,接着,将所述底板12、所述内模具单元2 与所述外模具单元1翻转(可通过所述第二拉力组32辅助),使所述底板12位于下侧,且所述外模具单元1的底面114与所述壳体21的底端面214朝上,接着,再将混凝土材料注入由所述底板12、所述内模具单元2的壳体21的外周面212,以及所述外模具11的内表面111 间,并静置使所述混凝土材料固化为混凝土成品4(如图7所示)。接着再次翻转所述内模具单元2与所述外模具单元1,使所述底板12 位于上侧,且所述外模具单元1的顶面113与所述壳体21的顶端面 213朝上(如图8所示),再移除所述底板12后(如图9所示),即可进行如前述脱模方法的步骤(a)~(d)。
54.参阅图10,补充说明的是,前述实施例的所述外模具11与所述壳体21也可以是四边形,或是其他多边形、椭圆形。
55.综上所述,本实用新型脱模方法与铸模装置,通过在所述内模具单元2的壳体21的外径冷却而缩小时,同时辅以施加所述第一外力,以使所述内模具单元2相对于所述混凝土成品4松动,而不易受气候或环境温度影响,所以确实能达成本实用新型的目的。
56.以上所述者,仅为本实用新型的实施例而已,当不能以此限定本实用新型实施的范围,即凡依本实用新型权利要求书及说明书内容所作的简单的等效变化与修饰,皆仍属本实用新型的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1