一种陶瓷的流延成型模具的制作方法
1.本实用新型涉及陶瓷材料加工辅助装置领域,特别涉及一种陶瓷的流延成型模具。
背景技术:
2.流延法成型是指在陶瓷粉料中加入溶剂、分散剂、粘结剂、增塑剂等成分,得到均匀分散的稳定料浆,在流延机上制得要求厚度薄膜的一种成型方法,流延成型机的工作原理是,将细分散的陶瓷粉料悬浮在由溶剂、增塑剂、粘合剂和悬浮剂陶瓷粉料需要超细粉组成的无水溶液或水溶液中,成为可塑且能流动的料浆。大部分颗粒粒径小于3μm。料浆在进人流延机料斗前,经过两层40μm和10μm的滤网,清除团聚较大的颗粒以及溶化不充分的粘合剂。料浆在刮刀下流过,便在流延机的运输带上形成平整而连续的薄膜状坯带,坯带缓慢向前移动,待溶剂逐渐挥发后,聚集在一起的粉料的固体微粒即形成比较致密、具有一定韧性的坯带,经过冲压,得到具有一定形状的坯体
3.而在流延成型的陶瓷胚带经过冲压工序时,根据产品的实际需求可对冲压模具进行更换,但是现有的冲压模具的更换过程极为繁琐,需要对模具和冲压推杆之间的连接件进行拆卸后再将新的冲压模具和冲压推杆之间进行连接,大大降低了对流延成型的陶瓷胚带的冲压效率,现在并没有一种可快速且高效的更换流延成型陶瓷胚带冲压模具的办法,所以根据以上问题,提出一种陶瓷的流延成型模具。
技术实现要素:
4.本实用新型的主要目的在于提供一种陶瓷的流延成型模具,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种陶瓷的流延成型模具,包括冲压推杆和冲压模具,所述冲压推杆下端左右两侧内部开设有供卡块进行横移的内槽,且卡块滑动连接在内槽内,且卡块头部延伸至冲压推杆外所述内槽远离卡块一端内安装有持续将卡块推出的弹簧a,所述冲压模具顶部固定连接有可套接固定在冲压推杆外部的套筒,所述套筒左右侧壁上均贯穿式开设有供卡块卡入的定位孔,通过弹性压缩连接在冲压推杆外壁上的卡块,只需在需要对旧冲压模具进行拆卸时,将卡块按回至内槽内,使卡块离开套筒的定位孔内,便可快速的将冲压模具取出,在安装时,也只需要将卡块按回至内槽内,将新的冲压模具的套筒上推至冲压推杆外,使卡块卡合在套筒上的定位孔内,便可使冲压模具牢固的安装在冲压推杆上,相较于传统的对二者的连接件进行拆装更加的高效,有效得到提高了对流延成型的陶瓷胚带的冲压效率。
7.进一步地,所述定位孔处套筒内壁处竖向开设有防止卡块下移偏移的滑槽,所述滑槽顶部开设有便于卡块顺利进入滑槽内的斜角,通过滑槽和斜角的设置,可更好的使卡块滑入至定位孔内,而不会在上推冲压模具时卡快位置发生偏移,使冲压推杆和冲压模具的连接更加的高效,从而提高了对流延成型的陶瓷胚带的冲压效率。
8.进一步地,所述冲压模具内底部弹性安装有可将切割后物料推出冲压模具的压板,所述冲压模具内顶部安装有将压板推出的弹簧b,所述弹簧b底部固定连接压板顶部,且压板通过弹簧b弹性连接在冲压模具内底部。
9.进一步地,所述弹簧b内部冲压模块内顶部安装有提高冲压模具下稳定性的伸缩杆,且伸缩杆底部固定连接在压板顶部,通过弹簧b推出的压板可将冲压后的陶瓷胚带从冲压模具内推出,防止冲压后的陶瓷胚带因为其未完全干燥而粘留在冲压模具内,使陶瓷胚带的冲压更加的高效。
10.进一步地,所述冲压模具四壁下端均贯穿式开设有提高物料脱料效率的横孔,通过开设的横孔可有效的增加冲压模具冲压区域内的空气流通性,防止冲压后的陶瓷胚带和压板之间过于真空而不便于陶瓷胚带的脱模,提高了陶瓷胚带的脱模效率。
11.与现有技术相比,本实用新型具有如下有益效果:
12.1.通过弹性压缩连接在冲压推杆外壁上的卡块,只需在需要对旧冲压模具进行拆卸时,将卡块按回至内槽内,使卡块离开套筒的定位孔内,便可快速的将冲压模具取出,在安装时,也只需要将卡块按回至内槽内,将新的冲压模具的套筒上推至冲压推杆外,使卡块卡合在套筒上的定位孔内,便可使冲压模具牢固的安装在冲压推杆上,相较于传统的对二者的连接件进行拆装更加的高效,有效得到提高了对流延成型的陶瓷胚带的冲压效率。
13.2.通过滑槽和斜角的设置,可更好的使卡块滑入至定位孔内,而不会在上推冲压模具时卡快位置发生偏移,使冲压推杆和冲压模具的连接更加的高效,从而提高了对流延成型的陶瓷胚带的冲压效率。
14.3.通过弹簧b推出的压板可将冲压后的陶瓷胚带从冲压模具内推出,防止冲压后的陶瓷胚带因为其未完全干燥而粘留在冲压模具内,使陶瓷胚带的冲压更加的高效。
附图说明
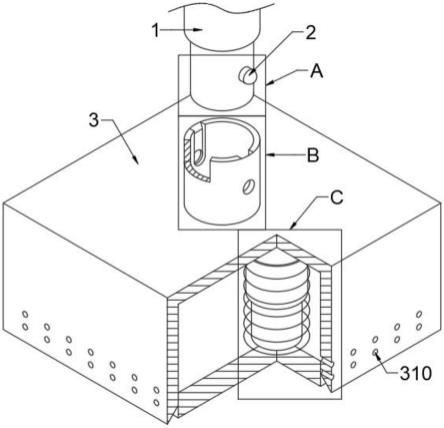
15.图1为本实用新型一种陶瓷的流延成型模具的整体结构示意图。
16.图2为本实用新型一种陶瓷的流延成型模具图1中a内部细节结构示意图。
17.图3为本实用新型一种陶瓷的流延成型模具图1中b处局部放大图。
18.图4为本实用新型一种陶瓷的流延成型模具图1中c处局部放大图。
19.图中:1、冲压推杆;2、卡块;201、内槽;202、弹簧a;3、冲压模具;301、压板;302、弹簧b;303、伸缩杆;310、横孔;4、套筒;401、定位孔;410、滑槽;411、斜角。
具体实施方式
20.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
21.如图1-3所示,一种陶瓷的流延成型模具,包括冲压推杆1和冲压模具3,所述冲压推杆1下端左右两侧内部开设有供卡块2进行横移的内槽201,且卡块2滑动连接在内槽201内,且卡块2头部延伸至冲压推杆1外所述内槽201远离卡块2一端内安装有持续将卡块2推出的弹簧a202,所述冲压模具3顶部固定连接有可套接固定在冲压推杆1外部的套筒4,所述套筒4左右侧壁上均贯穿式开设有供卡块2卡入的定位孔401,所述定位孔401处套筒4内壁处竖向开设有防止卡块2下移偏移的滑槽410,所述滑槽410顶部开设有便于卡块2顺利进入
滑槽410内的斜角411,当需要对旧冲压模具3进行更换时,将卡块2按回至内槽201内,卡块2会脱离套筒4的定位孔401,此时将冲压模具3下拉取出,完成拆卸,在安装新冲压模具3时,再次将卡块2按回至内槽201内,并将新的冲压模具3的套筒4内壁两侧的斜角411对准卡块2,并上推,卡块2会在滑槽410的作用下不偏移的精准定位至定位孔401处,并在弹簧a202的作用下将卡块2推出内槽201,卡合在套筒4上的定位孔401内,便可将冲压模具3牢固的安装在冲压推杆1上。
22.如图1,4所示,所述冲压模具3内底部弹性安装有可将切割后物料推出冲压模具3的压板301,所述冲压模具3内顶部安装有将压板301推出的弹簧b302,所述弹簧b302底部固定连接压板301顶部,且压板301通过弹簧b302弹性连接在冲压模具3内底部,所述弹簧b302内部冲压模块内顶部安装有提高冲压模具3下稳定性的伸缩杆303,且伸缩杆303底部固定连接在压板301顶部,所述冲压模具3四壁下端均贯穿式开设有提高物料脱料效率的横孔310,当冲压模具3在进行冲压时,物料被切割后跟随冲压模具3上提脱离传输带,此时压板301在弹簧b302的推动下将冲压后的陶瓷胚带从冲压模具3内推出,防止冲压后的陶瓷胚带因为其未完全干燥而粘留在冲压模具3内,并且横孔310可有效的增加冲压模具3冲压区域内的空气流通性,防止冲压后的陶瓷胚带和压板301之间过于真空而不便于陶瓷胚带的脱模。
23.需要说明的是,本实用新型为一种陶瓷的流延成型模具,工作时,首先需要对旧冲压模具3进行更换时,将卡块2按回至内槽201内,卡块2会脱离套筒4的定位孔401,此时将冲压模具3下拉取出,完成拆卸,在安装新冲压模具3时,再次将卡块2按回至内槽201内,并将新的冲压模具3的套筒4内壁两侧的斜角411对准卡块2,并上推,卡块2会在滑槽410的作用下不偏移的精准定位至定位孔401处,并在弹簧a202的作用下将卡块2推出内槽201,卡合在套筒4上的定位孔401内,便可将冲压模具3牢固的安装在冲压推杆1上,当冲压模具3在进行冲压时,物料被切割后跟随冲压模具3上提脱离传输带,此时压板301在弹簧b302的推动下将冲压后的陶瓷胚带从冲压模具3内推出,防止冲压后的陶瓷胚带因为其未完全干燥而粘留在冲压模具3内,并且横孔310可有效的增加冲压模具3冲压区域内的空气流通性,防止冲压后的陶瓷胚带和压板301之间过于真空而不便于陶瓷胚带的脱模。
24.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1