一种陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法与流程
本发明涉及陶瓷炖盅生产,特别涉及一种陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法。
背景技术:
1、陶瓷炖盅能很好的保持食物原营养成分不散失,获得原汁浓汤,且能炖能蒸,现有的陶瓷炖盅一般由陶瓷外盅、陶瓷内胆、陶瓷胆盖和陶瓷盅盖四个部分组成,陶瓷内胆用于对食物进行盛装,陶瓷外盅则可以用于盛放热水,以保证陶瓷内胆在离火后的温度,陶瓷外盅、陶瓷内胆、陶瓷胆盖和陶瓷盅盖在生产加工时都需要进行上釉。
2、现有技术中在针对陶瓷炖盅内胆胚体进行上釉时,主要采用单体喷淋的方式进行,实际操作过程中,技术人员需要将釉料倒入喷淋设备中,然后利用高压气体将釉料均匀地喷淋在陶瓷炖盅内胆胚体表面,待干燥后再进行烧制,这种方法能够制作出非常精细的釉层,且釉层厚度均匀。
3、但是在采用上述方式进行陶瓷炖盅内胆胚体的加工时,往往需要较为专业的喷淋设备和喷淋技能,操作难度较大的同时由于单次只能针对一个陶瓷炖盅内胆胚体进行喷淋加工,因此喷淋效率不够理想,无法有效适用于陶瓷炖盅内胆的工业化生产加工。
4、因此,发明一种陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法来解决上述问题很有必要。
技术实现思路
1、本发明的目的在于提供一种陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法,以解决上述背景技术中提出的问题。
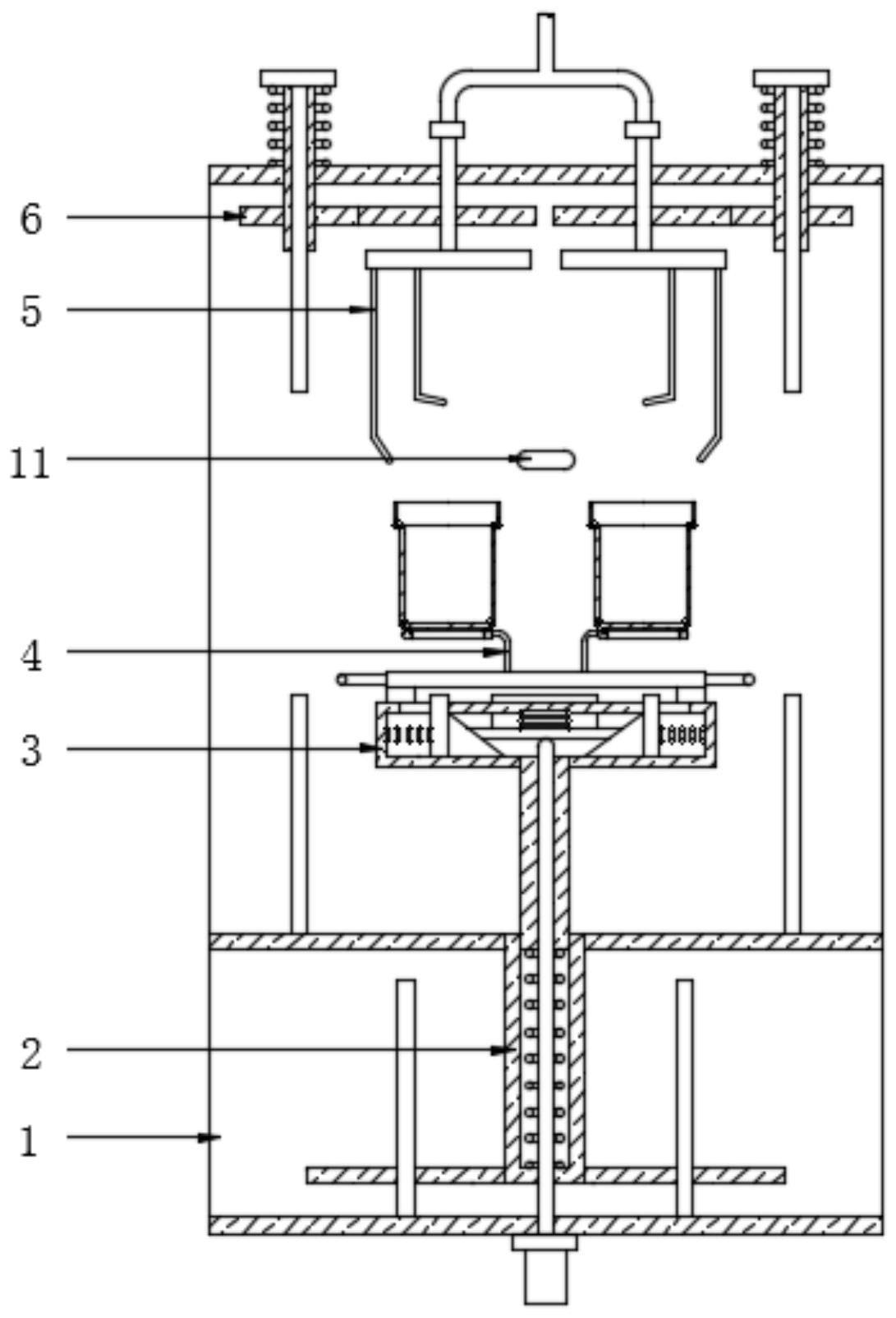
2、为实现上述目的,本发明提供如下技术方案:一种陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法,所述陶瓷炖盅内胆胚体批量上釉的釉料喷淋方法通过胚体批量上釉装置实现,所述胚体批量上釉装置包括外壳,所述外壳内侧中部固定设置有挡板,所述外壳内侧底部设置有第一驱动机构,所述第一驱动机构顶端设置有抬升定位机构,所述抬升定位机构顶部设置有多胚体搭载机构,所述外壳内侧顶部设置有旋转喷淋机构,所述旋转喷淋机构两侧均设置有第二驱动机构;
3、所述第一驱动机构包括往复螺杆、驱动电机、外套管、第一弹簧、内套管、外套板和顶升杆;
4、所述往复螺杆贯穿外壳且通过轴承与外壳转动连接,所述驱动电机固定设置于外壳底部且与往复螺杆传动连接,所述外套管、第一弹簧和内套管由下至上依次套接设置于往复螺杆外侧,所述外套管与往复螺杆传动连接,所述第一弹簧固定连接于外套管与内套管之间,所述内套管与往复螺杆滑动连接,所述外套板固定套接设置于外套管外侧顶部,所述顶升杆固定设置于外套板顶部;
5、所述抬升定位机构包括抬升座、第二弹簧、升降推板、定位板、滑动推块和第三弹簧;
6、所述抬升座固定套接设置于内套管外侧顶部,所述第二弹簧固定连接于抬升座内腔顶部,所述升降推板固定连接于第二弹簧底端,所述定位板设置有四个,四个所述定位板均匀滑动嵌套设置于抬升座顶部四边,所述滑动推块固定设置于定位板内侧且与升降推板滑动贴合,所述第三弹簧固定连接于定位板与抬升座内壁之间。
7、优选的,所述多胚体搭载机构包括搭载板、环形座、l形支架、把手和搭载环。
8、优选的,所述搭载板位于抬升座正上方,所述环形座固定设置于搭载板底部,所述l形支架固定设置于搭载板侧面,所述把手与搭载环均设置有多个,多个所述把手均匀固定设置于搭载板顶部两侧,多个所述搭载环分别固定设置于多个把手端部。
9、优选的,所述旋转喷淋机构包括涂料分流管与多个旋转喷淋组件,任意一个旋转喷淋组件均包括旋转管、从动齿轮、分散盘、外喷淋管和内喷淋管。
10、优选的,所述涂料分流管的输出端分别与多个涂料分流管的输入端通过旋转接头连接,所述旋转管贯穿外壳顶部且通过轴承与外壳转动连接,所述从动齿轮固定套接设置于旋转管外侧且前后方向上相邻两个从动齿轮相互啮合,所述分散盘固定连接于旋转管底端,所述外喷淋管固定贯穿设置于分散盘底部外侧,所述内喷淋管固定贯穿设置于分散盘底部内侧。
11、优选的,所述第二驱动机构包括螺纹套管、主动齿轮、升降螺杆、端板和第四弹簧。
12、优选的,所述螺纹套管贯穿外壳顶部且通过轴承与外壳转动连接,所述主动齿轮固定套接设置于螺纹套管外侧且与相邻的从动齿轮啮合,所述升降螺杆位于螺纹套管内侧且与螺纹套管螺纹连接,所述端板固定设置于升降螺杆顶端,所述第四弹簧固定连接于外壳顶部与端板之间。
13、优选的,所述方法具体包括以下步骤:
14、s1、将多个待喷淋的陶瓷炖盅内胆胚体放置于多个搭载环顶部,通过l形支架将多胚体搭载机构整体放置在抬升座顶部,启动驱动电机,驱动电机启动后带动往复螺杆持续旋转,往复螺杆旋转时带动外套管持续上升,外套管上升时通过第一弹簧带动内套管上升,通过外套板带动顶升杆上升;
15、s2、内套管上升时带动抬升座持续上升,抬升座上升过程中,往复螺杆在抬升座内部相对下降,进而逐渐解除对升降推板的推动,此时被压缩的第二弹簧将升降推板持续向下推动,升降推板下移时对滑动推块进而推动,进而使滑动推块带动定位板向靠近环形座的方向移动;
16、s3、外套管上升距离达到第一阈值时,四个定位板分别与环形座内侧四边贴合,进而通过环形座与搭载板对多个待喷淋的陶瓷炖盅内胆胚体进行定位,为后续喷淋提供条件;
17、s4、外套管上升距离达到第二阈值时,搭载板顶部与挡板底部贴合,此时抬升定位机构与多胚体搭载机构带动多个待喷淋的陶瓷炖盅内胆胚体抵达喷淋工位,内喷淋管进入到胚体内部,外喷淋管运动至胚体侧面,同时由于挡板的阻挡,抬升定位机构、多胚体搭载机构和内套管无法继续上升,后续随着外套管的继续上升,第一弹簧被不断压缩,同时外套板继续带动顶升杆上移;
18、s5、外套管上升距离达到第三阈值时,顶升杆顶端与升降螺杆底端贴合,后续随着顶升杆继续上升,顶升杆带动升降螺杆持续上移,升降螺杆上移时通过端板对第四弹簧进行拉伸,同时带动螺纹套管持续旋转,螺纹套管旋转时通过主动齿轮带动从动齿轮旋转;
19、s6、从动齿轮旋转时通过旋转管与分散盘带动外喷淋管与内喷淋管分别在胚体内部以及外部旋转,通过涂料分流管向涂料分流管内部输入釉料,釉料通过分散盘分别进入到外喷淋管与内喷淋管内部,随后通过外喷淋管内侧以及内喷淋管外侧的多个喷孔喷淋在胚体外部与内部;
20、s7、外套管上升距离达到第四阈值时,外套管运动至往复螺杆外侧往复螺纹最顶端,后续随着往复螺杆的继续旋转,外套管下移复位,外套管下移过程中,通过外套板带动顶升杆持续下移,顶升杆下移过程中,被拉伸的第四弹簧通过端板带动升降螺杆下移复位,进而使螺纹套管带动主动齿轮反向旋转,主动齿轮反向旋转过程中带动旋转喷淋机构进行反向喷淋操作;
21、s8、外套管下移距离达到第五阈值时,升降螺杆复位,此时停止涂料分流管釉料的输入,釉料喷淋操作完成,外套管下移距离达到第六阈值时,外套管抵达往复螺杆外侧往复螺纹最低端,即初始位置,此时对驱动电机进行停机,随后通过l形支架将多胚体搭载机构整体取下,进而带动喷淋后的胚体实现下料。
22、本发明的技术效果和优点:
23、本发明通过设置有第一驱动机构、抬升定位机构、多胚体搭载机构、旋转喷淋机构和第二驱动机构,以便于利用多胚体搭载机构对多个陶瓷炖盅内胆胚体进行搭载,随后利用第一驱动机构对抬升定位机构进行抬升,进而使得抬升定位机构通过多胚体搭载机构带动多个胚体向喷淋工位移动,在此过程中,第一驱动机构对抬升定位机构进行触发,进而通过多胚体搭载机构完成对多个胚体的定位,多个胚体抵达喷淋工位后,第一驱动机构不再对抬升定位机构以及多胚体搭载机构进行抬升,转而开始对第二驱动机构进行驱动,进而使第二驱动机构对旋转喷淋机构进行驱动,以完成喷淋操作,相较于现有技术中同类型装置以及方法,本发明自动化程度更高且可以对陶瓷炖盅内胆胚体进行批量喷淋操作,降低加工难度,节约人力的同时可以有效提高陶瓷炖盅内胆胚体的喷淋效率,更加适用于陶瓷炖盅内胆的工业化生产加工。
- 还没有人留言评论。精彩留言会获得点赞!