自动注浆线的制作方法
本发明属于酒瓶生产线,具体涉及一种自动注浆线。
背景技术:
1、现酒瓶生产过程中,部分的工艺段采用了机械化的设备代替人工作业,但是整体依然存在人工作业强度大、人工作业占比大的问题,为了改善工人作业环境,并降低生产成本,亟需一种机械化、自动化程度高的注浆线以取代现有生产线。
技术实现思路
1、本发明的目的在于:本发明提供了一种自动注浆线,解决了现有注浆线人工作业占比大的问题。
2、本发明目的通过下述技术方案来实现:
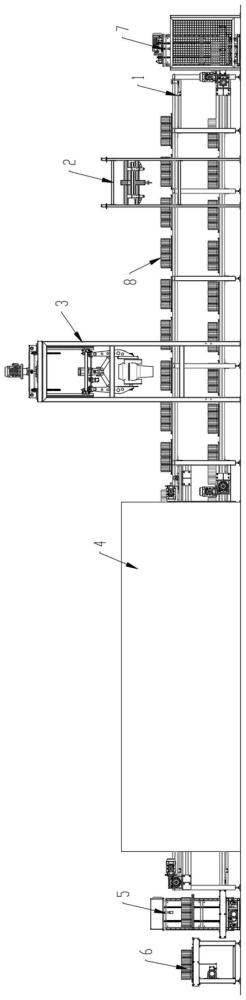
3、一种自动注浆线,包括循环输送机和模具,循环输送机上沿注浆首端向注浆末端方向依次布置有注浆机、倒浆机和烘干机,还包括末端提升机、脱模台和首端提升机,末端提升机与循环输送机注浆末端相对,脱模台与末端提升机相对,首端提升机与循环输送机注浆首端相对。
4、进一步的,所述的循环输送机包括输送架,输送架上设有位于上层的注浆输送线和位于下层的复位输送线,注浆输送线驱动模具沿注浆首端向注浆末端方向移动,复位输送线驱动模具沿注浆末端向注浆首端方向移动。
5、进一步的,所述的注浆机包括注浆架,注浆架上设有竖向滑座,竖向滑座上设有竖向移动的横向滑座,横向滑座上设有横向移动的安装座,安装座上设有注浆头。
6、进一步的,所述的倒浆机包括倒浆架,倒浆架上设有竖向移动的提升架,提升架上设有横向移动的平移台,平移台上设有沿水平轴线铰接的夹持臂,夹持臂的内侧设有翻转机构。
7、进一步的,所述的提升架上设有两个平移台,平移台上设有两个沿横向水平轴线铰接的夹持臂。
8、进一步的,所述的烘干机包括保温罩,保温罩罩设在循环输送机上,保温罩内设有加热部件。
9、进一步的,所述的末端提升机包括升降架,升降架上设有竖向移动的升降平台,升降平台上设有升降送模机构,升降送模机构驱动模具沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
10、进一步的,所述的脱模台包括脱模架,脱模架上设有脱模送模机构,脱模送模机构驱动模具沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
11、进一步的,所述的首端提升机包括升降架,升降架上设有竖向移动的升降平台,升降平台上设有升降送模机构,升降送模机构驱动模具沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
12、进一步的,待注浆的物料装入模具中,循环输送机的注浆输送线带着模具及物料沿注浆首端向注浆末端方向移动,先经过注浆机对物料进行注浆,继续移动完成吸浆,吸浆完成后经过倒浆机对物料进行倒浆滴浆,再经过烘干机对物料进行烘干干燥,然后从注浆末端送出循环输送机,模具及物料进入末端提升机,末端提升机将模具送入脱模台进行物料脱模,脱模完成后空的模具返回末端提升机,再由末端提升机将模具从注浆末端送入循环输送机的复位输送线,然后复位输送线将模具送至注浆首端并送出循环输送机,模具进入首端提升机,首端提升机将模具从注浆首端送入注浆输送线,完成循环运转。
13、本发明的有益效果:
14、(1)采用机械化设备代替人工作业,解决人工操作强度大、易疲劳、易受伤的问题。
15、(2)整体注浆线的人工作业占比大大降低,仅保留了少许人工作业强度小并且效率较高的工艺段。
16、(3)机械化设备能够连续运转,具有较高的工作效率。
17、前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本发明所要保护的技术方案,在此不做穷举。
技术特征:
1.一种自动注浆线,包括循环输送机(1)和模具(8),其特征在于:所述的循环输送机(1)上沿注浆首端向注浆末端方向依次布置有注浆机(2)、倒浆机(3)和烘干机(4),还包括末端提升机(5)、脱模台(6)和首端提升机(7),末端提升机(5)与循环输送机(1)注浆末端相对,脱模台(6)与末端提升机(5)相对,首端提升机(7)与循环输送机(1)注浆首端相对。
2.根据权利要求1所述的自动注浆线,其特征在于:所述的循环输送机(1)包括输送架(11),输送架(11)上设有位于上层的注浆输送线(12)和位于下层的复位输送线(13),注浆输送线(12)驱动模具(8)沿注浆首端向注浆末端方向移动,复位输送线(13)驱动模具(8)沿注浆末端向注浆首端方向移动。
3.根据权利要求1所述的自动注浆线,其特征在于:所述的注浆机(2)包括注浆架(21),注浆架(21)上设有竖向滑座(22),竖向滑座(22)上设有竖向移动的横向滑座(23),横向滑座(23)上设有横向移动的安装座(24),安装座(24)上设有注浆头(25)。
4.根据权利要求1或3所述的自动注浆线,其特征在于:所述的倒浆机(3)包括倒浆架(31),倒浆架(31)上设有竖向移动的提升架(32),提升架(32)上设有横向移动的平移台(33),平移台(33)上设有沿水平轴线铰接的夹持臂(34),夹持臂(34)的内侧设有翻转机构(35)。
5.根据权利要求4所述的自动注浆线,其特征在于:所述的提升架(32)上设有两个平移台(33),平移台(33)上设有两个沿横向水平轴线铰接的夹持臂(34)。
6.根据权利要求1所述的自动注浆线,其特征在于:所述的烘干机(4)包括保温罩(41),保温罩(41)罩设在循环输送机(1)上,保温罩(41)内设有加热部件(42)。
7.根据权利要求1所述的自动注浆线,其特征在于:所述的末端提升机(5)包括升降架(51),升降架(51)上设有竖向移动的升降平台(52),升降平台(52)上设有升降送模机构(53),升降送模机构(53)驱动模具(8)沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
8.根据权利要求1或7所述的自动注浆线,其特征在于:所述的脱模台(6)包括脱模架(61),脱模架(61)上设有脱模送模机构(62),脱模送模机构(62)驱动模具(8)沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
9.根据权利要求1或7所述的自动注浆线,其特征在于:所述的首端提升机(7)包括升降架(51),升降架(51)上设有竖向移动的升降平台(52),升降平台(52)上设有升降送模机构(53),升降送模机构(53)驱动模具(8)沿注浆首端向注浆末端方向或沿注浆末端向注浆首端方向移动。
10.根据权利要求1所述的自动注浆线,其特征在于:待注浆的物料装入模具(8)中,循环输送机(1)的注浆输送线(12)带着模具(8)及物料沿注浆首端向注浆末端方向移动,先经过注浆机(2)对物料进行注浆,继续移动完成吸浆,吸浆完成后经过倒浆机(3)对物料进行倒浆滴浆,再经过烘干机(4)对物料进行烘干干燥,然后从注浆末端送出循环输送机(1),模具(8)及物料进入末端提升机(5),末端提升机(5)将模具(8)送入脱模台(6)进行物料脱模,脱模完成后空的模具(8)返回末端提升机(5),再由末端提升机(5)将模具(8)从注浆末端送入循环输送机(1)的复位输送线(13),然后复位输送线(13)将模具(8)送至注浆首端并送出循环输送机(1),模具(8)进入首端提升机(7),首端提升机(7)将模具(8)从注浆首端送入注浆输送线(12),完成循环运转。
技术总结
本发明公开了一种自动注浆线,包括循环输送机和模具,循环输送机上沿注浆首端向注浆末端方向依次布置有注浆机、倒浆机和烘干机,还包括末端提升机、脱模台和首端提升机,末端提升机与循环输送机注浆末端相对,脱模台与末端提升机相对,首端提升机与循环输送机注浆首端相对。本发明的有益效果:用机械化设备代替人工作业,解决人工操作强度大、易疲劳、易受伤的问题;整体注浆线的人工作业占比大大降低,仅保留了少许人工作业强度小并且效率较高的工艺段;机械化设备能够连续运转,具有较高的工作效率。
技术研发人员:肖书明,罗勇,周文军
受保护的技术使用者:合江县华艺陶瓷制品有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!