缓冲泡棉胶膜生产线的制作方法
1.本发明属于模切技术领域,特别是涉及一种缓冲泡棉胶膜生产线。
背景技术:
2.胶膜被广泛应用于手机、电视机等相关家用电器行业。市面上的胶膜主要是根据所需要的长度对胶膜原材进行裁切而成的产品。使用模切装置裁切胶膜时,需要对胶膜原材进行间隔式切断,再把裁切后的半成品收卷。
3.传统的胶膜模切后,还要人工逐一将胶膜上的废料清除,存在劳动强度大,生产效率低,排废不尽的缺陷。
技术实现要素:
4.本发明主要解决的技术问题是提供一种缓冲泡棉胶膜生产线,将各层进行贴合后进行模切并排废,自动化程度高,便于观察废料是否被去除。
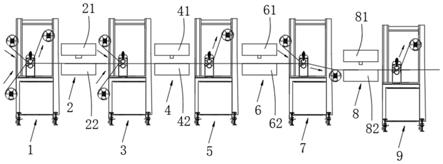
5.为解决上述技术问题,本发明采用的一个技术方案是:一种缓冲泡棉胶膜生产线,按生产流程依次包括第一贴合装置、第一模切机构、第二贴合装置、第二模切机构、第一排废机构、第三模切机构、第三贴合装置、第四模切机构和第二排废机构;
6.所述第一贴合装置按生产流程依次包括泡棉放料辊和第一压带机构,所述第一压带机构的上方设有第一胶带放料辊,所述泡棉放料辊套有泡棉层,所述泡棉层被压于所述第一压带机构,所述第一胶带放料辊套有第一胶带,所述第一胶带穿过第一压带机构贴于所述泡棉层,所述第一胶带的第一离型膜与第一离型膜收料辊连接;
7.所述第一模切机构包括第一模切上模具和第一模切下模具,所述第一模切上模具的下表面设有第一圆孔模具刀、内框模具刀和第一外框模具刀;
8.所述第二贴合装置按生产流程依次包括保护膜放料辊、第二压带机构,所述第二压带机构的上方设有pet(聚对苯二甲酸乙二醇酯,)膜放料辊,所述保护膜放料辊套有保护膜,所述保护膜穿过第二压带机构贴合于所述泡棉层,所述pet膜放料辊套有pet膜,所述pet穿过第三压带机构贴于第一胶带;
9.所述第二模切机构包括第二模切上模具和第二模切下模具,所述第一模切上模具的下表面设有用于裁切小圆孔的小圆孔模具刀;
10.所述第一排废机构包括第四压带机构和pet膜收料辊,料带被压于第四压带机构,所述pet膜收料辊与pet膜连接以将小圆孔外围的pet膜去除;
11.所述第三模切机构包括第三模切上模具和第三模切下模具,所述第三模切上模具的下表面设有第二外框模具刀,所述第三模切下模具设有与第二外框相匹配的第二外框排废孔,所述第二外框排废孔贯穿所述第三模切下模具的上下表面;
12.所述第三贴合装置包括第五压带机构和位于所述第五压带机构上方的托底膜放料辊,所述第五压带机构的下游设有翻转辊,所述托底膜放料辊套有托底膜,所述托底膜经过第五压带机构贴于第一胶带后与翻转辊连接。
13.进一步地说,所述第四模切机构包括第四模切上模具和第四模切下模具,所述第四模切上模具的上表面设有第三外框的第三外框模具刀。
14.进一步地说,所述第二排废机构包括第六压带机构和位于第六压带机构上方的外框排废辊,所述外框排废辊与外框废料连接。
15.进一步地说,所述第二模切下模具设有与圆孔对应的圆形排废孔、与内框相对应的内框排废孔和与第一外框相对应的边框排废孔。
16.进一步地说,所述泡棉层的厚度为0.05mm,所述保护膜的厚度为0.1mm,所述托底膜的厚度为0.05mm。
17.进一步地说,所述保护膜为蓝色保护膜。
18.本发明的有益效果至少具有以下几点:
19.本发明包括第一贴合装置、第一模切机构、第二贴合装置、第二模切机构、第一排废机构、第三模切机构、第三贴合装置、第四模切机构和第二排废机构,自动化程度高;
20.本发明利用第一排废机构将pet膜进行收卷,利用第二排废机构将外框废料的保护膜、泡棉层和第一胶带去除,提高排废效率;
21.本发明的保护膜为蓝色保护膜,从而便于观察第三模切机构和第四模切机构模切后产品的废料是否被去除;
22.本发明产品的蓝色保护膜大于泡棉层的尺寸,从而对泡棉层起到保护的作用;
23.本发明的第三贴合装置设有翻转辊,将胶膜料带进行收卷后,将胶带的上下两面进行翻转与第四模切机构连接,便于第四模切机构进行模切。
附图说明
24.图1是本发明的结构示意图;
25.图2是本发明的第一贴合机构的结构示意图;
26.图3是本发明的第一模切机构的结构示意图;
27.图4是本发明的胶膜经过第一模切机构后的结构示意图;
28.图5是本发明的第二贴合装置的结构示意图;
29.图6是本发明的第二模切机构的结构示意图;
30.图7是本发明的第一排废机构的结构示意图;
31.图8是本发明的胶膜经过第一排废机构后的结构示意图;
32.图9是本发明的第三模切机构的结构示意图;
33.图10是本发明的第三贴合装置的结构示意图;
34.图11是本发明的第四模切上模具的机构示意图;
35.图12是本发明的胶膜经过第四模切机构后的结构示意图(无托底膜);
36.图13是本发明的第二排废机构的结构示意图;
37.图14是本发明的产品的机构示意图;
38.附图中各部分标记如下:
39.第一贴合装置1、泡棉放料辊11、泡棉层111、第一压带机构12、第一胶带放料辊13、第一胶带131、第一离型膜132、第一离型膜收料辊14、第一模切机构2、第一模切上模具21、第一圆孔模具刀211、内框模具刀212、第一外框模具刀213、第一模切下模具22、圆形排废孔
221、内框排废孔222、边框排废孔223、第二贴合装置3、保护膜放料辊31、保护膜311、第二压带机构32、pet膜放料辊33、pet膜331、第二模切机构4、第二模切上模具41、小圆孔模具刀411、第二模切下模具42、第一排废机构5、第四压带机构51、pet膜收料辊52、第三模切机构6、第三模切上模具61、第二外框模具刀611、第三模切下模具62、第二外框排废孔621、第三贴合装置7、第五压带机构71、托底膜放料辊72、托底膜721、翻转辊73、第四模切机构8、第四模切上模具81、第三外框模具刀811、第四模切下模具82、第二排废机构9、第六压带机构91、外框排废辊92、圆孔101、内框102、小圆孔103、第二外框104、第三外框105、外框废料106和第一外框107。
具体实施方式
40.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
41.实施例:一种缓冲泡棉胶膜生产线,如图1
‑
图14所示,按生产流程依次包括第一贴合装置1、第一模切机构2、第二贴合装置3、第二模切机构4、第一排废机构5、第三模切机构6、第三贴合装置7、第四模切机构8和第二排废机构9;
42.所述第一贴合装置1按生产流程依次包括泡棉放料辊11和第一压带机构12,所述第一压带机构12的上方设有第一胶带放料辊13,所述泡棉放料辊11套有泡棉层111,所述泡棉层111被压于所述第一压带机构12,所述第一胶带放料辊13套有第一胶带131,所述第一胶带131穿过第一压带机构12贴于所述泡棉层111,所述第一胶带131的第一离型膜132与第一离型膜收料辊14连接;
43.所述第一模切机构2包括第一模切上模具21和第一模切下模具22,所述第一模切上模具21的下表面设有第一圆孔模具刀211、内框模具刀212和第一外框模具刀213;
44.所述第二贴合装置3按生产流程依次包括保护膜放料辊31、第二压带机构32,所述第二压带机构32的上方设有pet膜放料辊33,所述保护膜放料辊31套有保护膜311,所述保护膜311穿过第二压带机构32贴合于所述泡棉层111,所述pet膜放料辊33套有pet膜331,所述pet穿过第三压带机构贴于第一胶带131;
45.具体实施时,所述pet膜331的表面具有一层胶层。
46.所述第二模切机构4包括第二模切上模具41和第二模切下模具42,所述第一模切上模具21的下表面设有用于裁切小圆孔103的小圆孔模具刀411;
47.所述第一排废机构5包括第四压带机构51和pet膜收料辊52,料带被压于第四压带机构51,所述pet膜收料辊52与pet膜331连接以将小圆孔103外围的pet膜331去除;
48.所述第三模切机构6包括第三模切上模具61和第三模切下模具62,所述第三模切上模具61的下表面设有第二外框模具刀611,所述第三模切下模具62设有与第二外框104相匹配的第二外框排废孔621,所述第二外框排废孔621贯穿所述第三模切下模具62的上下表面;
49.所述第三贴合装置7包括第五压带机构71和位于所述第五压带机构71上方的托底膜放料辊72,所述第五压带机构71的下游设有翻转辊73,所述托底膜放料辊72套有托底膜721,所述托底膜721经过第五压带机构71贴于第一胶带131后与翻转辊73连接。
50.所述第四模切机构8包括第四模切上模具81和第四模切下模具82,所述第四模切
上模具81的上表面设有第三外框105的第三外框模具刀811。
51.所述第二排废机构9包括第六压带机构91和位于第六压带机构91上方的外框排废辊92,所述外框排废辊92与外框废料106连接。
52.所述第二模切下模具42设有与圆孔101对应的圆形排废孔221、与内框102相对应的内框排废孔222和与第一外框107相对应的边框排废孔223。
53.所述泡棉层111的厚度为0.05mm,所述保护膜311的厚度为0.1mm,所述托底膜721的厚度为0.05mm。
54.所述保护膜311为蓝色保护膜。
55.具体实施时,所述第一压带机构、所述第二压带机构、所述第三压带机构、所述第四压带机构、所述第五压带机构和所述第六压带机构皆包括上压棍和下压辊。
56.本发明的工作原理如下:第一胶带通过第一压带机构贴合于泡棉层,通过第一模切机构进行模切,切除圆孔、内框和第一外框,将pet膜通过第二压带机构贴合于第一胶带,并将保护膜通过第二压带机构贴合于泡棉层的下表面,通过第二模切机构模切,第二模切机构为半切,只切断pet膜的小圆孔,利用第一排废机构将小圆孔外围的pet膜去除,通过第三模切机构进行模切,第三模切机构为全切,切除第二外框,通过第三贴合机构将托底膜贴于第一胶层的上表面,收卷至翻转辊,将胶带的上下两面进行翻转穿过第四模切机构,第四模切机构为半切,切断了保护膜、泡棉层和第一胶带,托底膜未被切断,最后通过第二排废机构将外框废料的保护膜、泡棉层和第一胶带去除。
57.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1