一种管材切割同步控制装置的制作方法
[0001]
本实用新型涉及管材制造领域,具体涉及一种管材切割同步控制装置。
背景技术:
[0002]
在聚乙烯管材生产线中,在切割时,需要利用牵引机将成型的管材运输至切割机处进行切割,由于牵引机与切割机在运动时,两者的运动速度难以完全匹配,因此在切割管材时,会造成管材弯曲弹起,在小口径管材生产中,其弯曲弹起的现象更加严重。
技术实现要素:
[0003]
为解决现有技术中管材在切割时易出现弯曲损坏的问题,本实用新型提供一种管材切割同步控制装置。
[0004]
具体技术方案如下:
[0005]
一种管材切割同步控制装置,其不同之处在于,所述管材切割同步控制装置包括:
[0006]
工作台;
[0007]
管材切割机,所述管材切割机安装在所述工作台上,所述管材切割机包括切割入口夹具及切割锯运动轨道,所述切割入口夹具沿所述切割锯运动轨道运动;
[0008]
管材限定通道,所述管材限定通道的出口与所述切割入口夹具保持水平对齐,所述管材限定通道为可伸缩管道;
[0009]
及
[0010]
可伸缩缓冲件,所述可伸缩缓冲件垂直于切割机,所述可伸缩缓冲件包括缓冲固定部与缓冲活动部,所述可伸缩缓冲件固定在所述工作台上,所述缓冲活动部与所述管材限定通道随所述切割入口夹具同步伸缩。
[0011]
进一步,所述缓冲活动部包括连接在一起的活动件及弹簧件,所述弹簧件套于所述缓冲固定部的外侧,所述活动件在所述切割入口夹具下端。
[0012]
进一步,所述管材限定通道包括第一通道分体及第二通道分体,所述第一通道分体固定在所述工作台,所述第二通道分体相对于所述第一通道分体进行伸缩。
[0013]
进一步,第二通道分体与所述缓冲活动部固定连接。
[0014]
进一步,所述第二通道分体与所述缓冲活动部通过固定件连接。
[0015]
进一步,所述管材切割机为进刀式无屑切管机。
[0016]
进一步,所述切割锯运动轨道包括相对设置的第一限位侧及第二限位侧。
[0017]
与现有技术相比,本实用新型的有益效果在于:(1)可伸缩轨道对切割机可进行控制,避免因切割锯与牵引机运动速度不匹配造成管材弯曲程度太大;(2)通过将管材限定管道进行伸缩设计,当切割锯进行伸缩时,管材限定管道同时伸缩,保持对管材的限位,避免管材弹出。
附图说明
[0018]
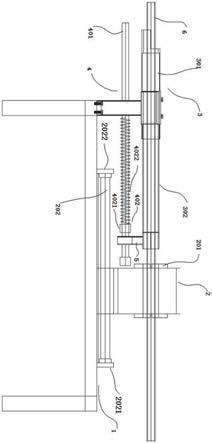
图1为本实用新型的示意图;
[0019]
附图中,各标号所代表的部件列表如下:
[0020]
工作台-1,管材切割机-2,切割入口夹具-201,切割锯运动轨道
ꢀ-
202,管材限定通道-3,可伸缩缓冲件-4,固定件-5,切割管材-6,缓冲固定部-401,缓冲活动部-402,活动件-4021,弹簧件-4022,第一通道分体-301,第二通道分体-302,第一限位侧-2021,第二限位侧
ꢀ-
2022。
具体实施方式
[0021]
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0022]
实施例
[0023]
一种管材切割同步控制装置,包括:工作台1;管材切割机2,所述管材切割机2安装在所述工作台1上,所述管材切割机2包括切割入口夹具201及切割锯运动轨道202,所述切割入口夹具201沿所述切割锯运动轨道202运动;
[0024]
所述切割锯运动轨道202包括相对设置的第一限位侧2021及第二限位侧2022。
[0025]
具体的,本实施例使用管材切割机为进刀式无屑切管机。
[0026]
管材限定通道3,所述管材限定通道3的出口与所述管材切割机的切割入口夹具201保持水平对齐,本实施例中,对所述管材限定通道3为可伸缩管道进行可伸缩设计,具体的,所述第一通道分体301 固定在所述工作台,所述第二通道分体302相对于所述第一通道分体进行伸缩。
[0027]
本实施例中,将第一通道分体301与第二通道分体302进行相互套嵌的设计,实现第二通道分体302与第一通道分体301的伸缩;
[0028]
除上述设计外,也可以将第一通道分体上设置弹簧组件,然后将第二通道分体与弹簧组件连接,实现第一通道分体与第二通道分体的相对运动。
[0029]
可伸缩缓冲件4,所述可伸缩缓冲件4设于切割入口夹具201下端,所述可伸缩缓冲件4包括缓冲固定部401与缓冲活动部402,所述缓冲活动部与所述管材限定通道随所述切割入口夹具同步伸缩;
[0030]
所述缓冲固定部401固定在所述工作台上,所述缓冲活动部402 包括连接在一起的活动件4021及弹簧件4022,弹簧件4022套于所述缓冲固定部401的外部,所述缓冲活动部402设于切割入口夹具 201下端,所述第二通道分体302与所述缓冲活动部402通过固定件 5连接。
[0031]
本实用新型的使用方法为:牵引机带动聚乙烯或聚丙烯管材进入管材限定通道3,随后从切割机入口夹具201进入切割机2,待管材到达设定长度时,切割机2夹住管材并沿切割机运动导轨202前进运动,同时管材限定通道3与可缓冲伸缩件4保持同步前进至切割机运动导轨202前进至第一限位侧2021,切割机2松开管材并沿切割机导轨202后退运动,同时管材限定通道3与可缓冲伸缩件保持同步后退运动,至切割机运动导轨202后退至第二限位侧2022停止,再等待下一次管材切割周期。
[0032]
牵引机和切割机的运行速度控制如果不同步,将会导致管材被切割机夹住、切割、
运行中,牵引机与切割机2之间运行的管材会因为挤压而产生弯曲弹起现象。
[0033]
与此同时,管材限定通道3在缓冲活动部402的带动下同时进行、后退伸缩,避免管材因为牵引机与切割机2的挤压产生弯曲弹起现象。
[0034]
用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1