用于浇筑钢筋水泥的楼承板组件加工的支撑装置的制作方法
1.本实用新型涉及一种用于浇筑钢筋水泥的楼承板组件加工的支撑装置。
背景技术:
2.装配式楼承板是将钢筋桁架通过金属扣件、锁紧件与复合塑料模板或者木制复合板连成一体的组合模板,在工厂机械装配,是一种应用到钢结构住宅中的楼承板。混凝土达到拆模强度后,拆除锁紧螺钉与锁紧件,进而拆除底部的模板,将钢筋桁架留在混凝土中,与混凝土在使用阶段共同受力,与现浇楼板无异,可直接进行抹灰工程,但楼板的钢筋不依靠工人绑扎,而是在工厂加工,这样能确保钢筋的分布间距,楼板结构性更好,也能将更多的现场作业转为工厂制作,大大提高了施工的效率,现有技术中,如图2
‑
1和图2
‑
2所示,楼承板22通常在工厂内与锁紧件21用自攻螺钉23固定在一起,用于钢筋桁架24浇筑钢筋水泥的模板,设计合理的楼承板组件结构以及楼承板组件加工的自动化设备,能提高生产效率和产品质量、降低生产成本,同时,也能方便钢筋桁架24浇筑时装配和后期的拆卸。
技术实现要素:
3.本实用新型根据以上需求,提供了一种用于浇筑钢筋水泥的楼承板组件加工的支撑装置,支撑装置为浇筑钢筋水泥的楼承板组件加工的自动化设备的一个组成部分。
4.本实用新型的技术方案是:
5.一种用于浇筑钢筋水泥的楼承板组件加工的支撑装置,包括:
6.工作台,其顶面固定有多个支撑架和夹紧件,支撑架能用于放置楼承板组件中的锁紧件,多个锁紧件上能放置楼承板组件中的楼承板,夹紧件能将楼承板和锁紧件与支撑架压紧固定;
7.控制器,其电连接多个夹紧件。
8.本实用新型支撑装置能用于支撑楼承板组件且能固定,行车中的行走组件能控制行车沿着工作台来回移动,同时,行车中的打孔组件、放置螺钉组件、拧螺钉组件能对支撑楼承板组件进行打孔、放置螺钉和拧螺钉,最后能将多个锁紧件和楼承板用螺钉固定在一起。
9.进一步地,所述支撑架由支撑横架、两只支撑竖架一体制成,两只支撑竖架位于支撑横架的两端,支撑横架开设有一个以上的安装孔,支撑架定位螺钉能穿过安装孔将支撑架固定在所述工作台的顶面上,所述支撑竖架开设有竖直盲孔,所述锁紧件的小圆柱体能经人工插入竖直盲孔。
10.进一步地,所述支撑竖架开设有竖向槽,该竖向槽穿过竖直盲孔,该竖向槽的开设能使竖直盲孔具有弹性,从而能夹紧所述锁紧件的小圆柱体。
11.进一步地,所述夹紧件包括:
12.夹紧气缸,设置有多只,其壳体与所述的工作台顶面固定,夹紧气缸经夹紧电磁阀连通气泵,夹紧电磁阀电连接所述的控制器;
13.夹紧横杆,其一端与所述夹紧气缸的连杆固定、另一端悬空,该悬空端能离开或压住所述的楼承板。
14.为了方便安装,所述夹紧横杆能人工旋转90度,从而能使夹紧横杆离开所述楼承板的正上方。
15.为了方便控制,所述多个支撑架按矩阵进行排列固定。
16.作为优选,所述支撑架用金属件或塑料制成。
17.作为优选,靠近所述夹紧气缸,固定有支撑柱,该支撑柱能用于支撑楼承板,支撑柱的顶面与锁紧件的顶面等高。
18.作为优选,所述锁紧件设置有所述的小圆柱体、大圆柱体和锥形体且依次用塑料一体制成,锥形体的小直径端靠端面。
19.本实用新型有如下的优点:
20.方便人工放置锁紧件和楼承板,拆卸楼承板组件方便,楼承板组件打孔和拧螺钉时自动锁紧固定,无需人工参与。
21.本实用新型具有结构合理、成本低、安装使用维护方便、工作效率高的有益效果。
附图说明
22.图1为本实用新型相关的的自动化设备整体结构示意图。
23.图2
‑
1和2
‑
2为本实用新型楼承板和钢筋桁架的结构示意图。
24.图3、图4为本实用新型支撑架相关的结构示意图。
25.图5为本实用新型相关的自动化设备打孔组件结构示意图。
26.图6为本实用新型相关的自动化设备放置螺钉组件和拧螺钉组件结构示意图。
27.图7、图8为本实用新型相关的自动化设备螺钉夹持部件结构示意图。
28.图9和图10为本实用新型的行走组件结构示意图。
29.图11为本实用新型控制器的电原理框图。
具体实施方式
30.现结合附图对本实用新型作进一步的说明:
31.需要说明的是,用于浇筑钢筋水泥的楼承板组件加工的支撑装置为用于浇筑钢筋水泥的楼承板组件加工的自动化设备的一个组件,实施例中给出了自动化设备,同时也给出了支撑装置的具体实施方案。
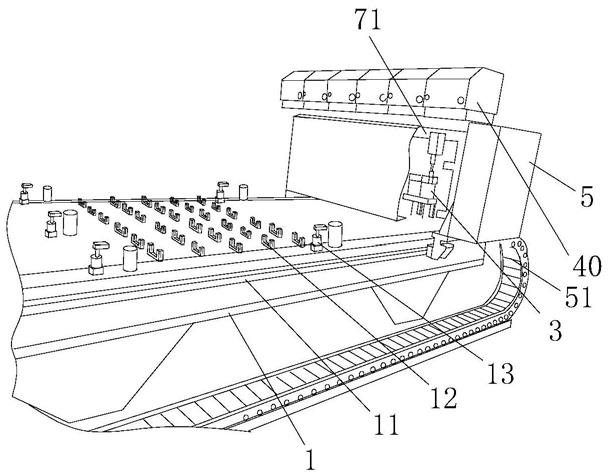
32.如图所示,一种用于浇筑钢筋水泥的楼承板组件加工的自动化设备,包括:
33.工作台1,其顶面固定有多个支撑架12和夹紧件13,支撑架12能用于放置楼承板组件中的锁紧件21,多个锁紧件21上能放置楼承板组件中的楼承板22,夹紧件13能将楼承板22和锁紧件21与支撑架12压紧固定;
34.行车,其安装有行走组件7、打孔组件3、放置螺钉组件、拧螺钉组件6,行走组件7能控制行车沿着工作台1来回移动,打孔组件能对楼承板22和锁紧件21打孔,放置螺钉组件能将自攻螺钉23对准孔,拧螺钉组件6能将自攻螺钉23拧入孔内,从而能使楼承板22和多个锁紧件21固定在一起;
35.控制器5,其安装在行车上,一路电连接行车上各个组件中的电器零部件、另一路
经电缆线电连接工作台1上各个组件中的电器零部件,电缆线安装在可卷绕的柔性支架51上。
36.需要说明的是,本设备的多个支撑架12根据需要设置间距,为了方便本设备自动化加工,通常按一定规律例如矩阵方式进行排列,锁紧件21可以人工放置到支撑架12上,然后人工将楼承板22放置在支撑架12上,楼承板22的尺寸根据设计要求事先加工好。
37.本自动化设备行车行走组件7中的行走电机选用伺服或步进电机,具有精确的步距定位功能,通过第一限位传感器和第二限位传感器能对起始或终点位置精确定位;
38.本自动化设备移动行车,先用打孔组件3中一排钻头373将第一排的锁紧件21
39.同时打孔,再次移动行车,将打孔组件3中一排钻头373移动到第二排的锁紧件21位置打孔时,放置螺钉组件将螺钉对准第一排孔放入,之后用拧螺钉组件6将一排自攻螺钉23分别拧入孔内,依次类推,所有的动作均通过控制器控制协调,并且可以事先设置各类参数。
40.本自动化设备除了需要人工放置锁紧件21和楼承板22,其它的全部自动完成,具有自动化程度高、打孔定位准确、质量能获得保证。
41.进一步地,支撑架12由支撑横架121、两只支撑竖架125一体制成,两只支撑竖架125位于支撑横架121的两端,支撑横架121开设有一个以上的安装孔122,支撑架定位螺钉能穿过安装孔122将支撑架12固定在工作台1的顶面上,支撑竖架125开设有竖直盲孔123且开设有竖向槽124,竖向槽124穿过竖直盲孔123,锁紧件21的小圆柱体211能经人工插入竖直盲孔123。
42.竖向槽124的开设是为了增加竖直盲孔123的弹性,方便夹紧锁紧件21。
43.夹紧件13包括:
44.夹紧气缸132,设置有多只,其壳体与工作台1顶面固定,夹紧气缸132经夹紧电磁阀连通气泵,夹紧电磁阀电连接控制器5;
45.夹紧横杆131,其一端与夹紧气缸132的连杆固定、另一端悬空,该悬空端能离开或压住楼承板22。
46.通常,夹紧横杆131能够转动90度,方便取出加工好的楼承板组件,必要时在夹紧气缸132边上设置支撑柱133,用于支撑楼承板22。
47.进一步地,工作台1的两侧面分别固定有滑轨11,其中一个侧面还安装有直齿条19,行走组件7包括:
48.机架71;
49.行走支架73,设置有两对,两对行走支架73分别安装在机架71两端的底部;
50.滑套74,每一只行走支架73配置一只,每对滑套74与其中一只滑轨11配合,滑套74仅能沿着滑轨11移动;
51.行走电机,其壳体与动力支架固定,动力支架与机架71固定,行走电机的转轴经减速齿轮与直齿条19啮合,行走电机电连接控制器5;
52.动力罩72,其与机架71固定且能罩住行走电机和减速齿轮;
53.第一限位传感器16,其与工作台1的一端固定,能采集其中一只行走支架73的位置信号;
54.第二限位传感器,其与工作台1的另一端固定,能采集另一只行走支架73的位置信
号;
55.第一限位传感器和第二限位传感器电连接控制器5,行车能在第一限位传感器和第二限位传感器之间来回移动。
56.第一行车限位块18和第二行车限位块,分别经行车限位支架与工作台1固定且位于第一限位传感器和第二限位传感器的外侧,当行车分别超过第一限位传感器和第二限位传感器时能被限位;
57.第一限位传感器和第二限位传感器能对起点和终点位置进行定位,其它的则由行走电机的精度进行控制。
58.需要说明的是,机架71是由多只小结构连接成的一个整体结构。
59.进一步地,打孔组件3设置有多只且一字排列,打孔组件3包括:
60.打孔导轨39,设置有一根以上,其与机架71固定;
61.打孔活动板361,其固定有一只以上的打孔导套,打孔导套与打孔导轨39联接且仅能沿着打孔导轨39上下滑动;
62.第一打孔电机31,其经第一打孔支架32与机架71固定;
63.丝杆34,其一端经连轴器33与第一打孔电机31的转轴联接、另一端经轴承352与机架71固定;
64.第二打孔电机371,设置有两只,其壳体经第二打孔支架362与打孔活动板361固定,第二打孔电机371与钻夹头372固定,钻夹头372能安装钻头373;
65.丝杆螺母351,其与打孔活动板361固定且与丝杆34套接;
66.钻头位置传感器382,其与机架71固定,钻头位置传感器382能采集丝杆螺母351的起始位置信息;
67.限位块381,其与机架71固定,能对打孔活动板361的行程进行限位;
68.控制器5电连接钻头位置传感器382、第一打孔电机31和第二打孔电机371,能使钻头373上下移动打孔。
69.本自动化设备用一只第一打孔电机31配置两只第二打孔电机371,省略了一只第一打孔电机31,两只第二打孔电机371共用两根打孔导轨39,能降低成本。
70.进一步地,放置螺钉组件包括:
71.放置螺钉气缸45,其壳体经放置螺钉支架44与机架71固定,放置螺钉气缸45经放置螺钉电磁阀连通气泵,放置螺钉电磁阀电连接控制器5;
72.放置螺钉活动架42,其与放置螺钉气缸45的连杆固定;
73.还包括:
74.放置螺钉部件,设置有多个且一字排列,每个放置螺钉部件包括:
75.螺钉电磁振动给料机40,其安装在机架71上且能定时定向经螺钉传送软管476输出自攻螺钉23,螺钉电磁振动给料机40电连接控制器5;
76.螺钉输出传感器,其安装在螺钉传送软管476外,能检测自攻螺钉23输出,螺钉输出传感器电连接控制器5;
77.放置螺钉滑轨41,设置有一只以上,竖直安装;
78.放置螺钉滑块,其与放置螺钉滑轨41的数量相同,每只放置螺钉滑块与其中一只放置螺钉滑轨41联接且仅能沿着该放置螺钉滑轨41上下移动,放置螺钉滑块与放置螺钉活
动架42固定;
79.螺钉夹持部件47,设置有两只,其与放置螺钉活动架42固定,螺钉夹持部件47包括:
80.螺钉夹持块471,其开设有上螺丝刀孔4712和倾斜孔4711,倾斜孔4711和上螺丝刀孔4712连通且呈一锐角,倾斜孔4711经螺钉传送软管476连通螺钉电磁振动给料机40的螺钉输出口;软管476选用透明软管;
81.螺钉夹持板475,设置有两块,两块螺钉夹持板475与螺钉夹持块471的两只外面对称固定且形成空腔,螺钉夹持板475的内面对称地开设有水平方向的圆弧腔,该圆弧腔上设置有夹持螺纹;
82.螺钉夹持活动块472,对称设置有两只且位于圆弧腔内,两只螺钉夹持活动块472的上部与螺钉夹持板475铰接,两只螺钉夹持活动块472的下部合拢时呈下螺丝刀孔4721状且下螺丝刀孔4721的底部为锥形孔4722,自攻螺钉23能从倾斜孔4711经上螺丝刀孔4712、下螺丝刀孔4721进入到锥形孔4722,自攻螺钉23的头部能卡在锥形孔4722内;
83.夹持弹簧474,设置有两只,其放置在圆弧腔内,内端能触及螺钉夹持活动块472的外侧面;
84.夹持螺钉473,设置有两只,其能拧入夹持螺纹压紧夹持弹簧474的外端,通过调整夹持螺钉473,能对两只螺钉夹持活动块472的下部向中心夹紧自攻螺钉23,自攻螺钉23被螺丝刀68拧入时能从锥形孔4722向下全部穿出进入楼承板22锁紧件21。
85.放置螺钉活动架42上安装有多个放置螺钉限位柱46,放置螺钉限位柱46的底部固定有弹性套461,当螺钉夹持活动块472向下移动时,弹性套461能触及楼承板22从而被限位。
86.本自动化设备多个放置螺钉部件,共用一只放置螺钉气缸45和放置螺钉活动架42,简化了结构,降低了成本。
87.需要说明的是,螺钉电磁振动给料机40为现有商品,其每得到一次控制信号就输出一只螺钉。
88.多只螺钉夹持部件47一字排列,多只钻头373也一字排列,两者平行设置且数量相同;
89.进一步地,拧螺钉组件6设置有多只且一字排列,拧螺钉组件6包括:
90.拧螺钉气缸61,其壳体经第一拧螺钉支架62与机架71固定,拧螺钉气缸61经拧螺钉电磁阀与气泵连通,拧螺钉电磁阀电连接控制器5;
91.拧螺钉活动板64,其与拧螺钉滑块固定,拧螺钉滑块与放置螺钉滑轨41联接且仅能沿着放置螺钉滑轨41上下移动;
92.拧螺钉电机65,设置有两只,其壳体经第二拧螺钉支架66与拧螺钉活动板64固定,拧螺钉电机65的转轴固定有螺丝刀夹头67,螺丝刀夹头67能安装螺丝刀68,螺丝刀68能沿着上螺丝刀孔4712、下螺丝刀孔4721进入到锥形孔4722上下移动,拧螺钉电机65电连接控制器5。
93.锁紧件21由小圆柱体211、大圆柱体212和锥形体213依次用塑料一体制成,锥形体213的小直径端靠端面。
94.小圆柱体211的高度为5
‑
10mm、直径为5
‑
8mm,大圆柱体212的高度为8
‑
12mm、直径
为18
‑
25mm,锥形体213的高度为3
‑
6mm、锥形大直径为10
‑
15mm、锥形小直径为8
‑
12mm。
95.本自动化设备用一只拧螺钉气缸61和一只拧螺钉活动板64配置两只拧螺钉电机65,且共用放置螺钉滑轨41,简化了结构,降低了成本。
96.需要说明的是,拧螺钉气缸61能对拧螺钉时初期产生的冲击力具有一定的气压缓冲作用,简化了结构。
97.进一步地,控制器5包括:
98.plc控制中心;
99.触摸屏,其连接plc控制中心的外设接口;
100.夹紧电磁阀驱动电路,其输入端连接plc控制中心的夹紧接口、输出端连接夹紧电磁阀;
101.行走电机驱动电路,其输入端连接plc控制中心的行走输出接口、输出端连接行走电机;
102.第一限位传感器,其输出端连接plc控制中心的行走第一输入接口;
103.第二限位传感器,其输出端连接plc控制中心的行走第二输入接口;
104.第一打孔电机驱动电路,其输入端连接plc控制中心的第一打孔接口、输出端连接第一打孔电机;
105.第二打孔电机驱动电路,其输入端连接plc控制中心的第二打孔接口、输出端连接第二打孔电机;
106.钻头位置传感器,其输出端连接plc控制中心的钻头位置输入接口;
107.螺钉电磁振动给料机驱动电路,其输入端连接plc控制中心的螺钉输出接口、输出端连接螺钉电磁振动给料机;
108.螺钉输出传感器,其输出端连接plc控制中心的螺钉输出接口;
109.拧螺钉电磁阀驱动电路,其输入端连接plc控制中心的第一拧螺钉接口、输出端连接拧螺钉电磁阀;
110.拧螺钉电机驱动电路,其输入端连接plc控制中心的第二拧螺钉接口、输出端连接拧螺钉电机;
111.电源,向上述各电路供电。
112.需要说明的是,电磁阀驱动电路可以选电子开关控制电路,电子开关的控制端连接接plc控制中心,电子开关的输出端连接电磁阀,电子开关可选用普通的晶体管,也可以晶体管连接继电器线圈,继电器触点控制电磁阀,这部分为现有技术,电机驱动电路可以选用伺服电机控制芯片或控制模块,能控制电机正反转,精确控制转动角度、转动速度等,这部分为现有技术。
113.各类传感器可以选用非接触式商品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1