一种基于超声波切割刀的烟草分切设备的制作方法
[0001]
本实用新型属于烟草切割技术领域,尤其涉及一种基于超声波切割刀的烟草分切设备。
背景技术:
[0002]
目前在烟草加工行业的烟草物料分切环节中,一般使用机械式切刀对物料进行分切。机械式切刀定义为:切刀具有锋利的刃口,压力通过切刀刃口传递给被切割物料,并且在切刀锋利刃口处形成很大压强,当压强超过被切割物料的剪切强度,物料分子结构被拉开从而完成分切。例如,在烟叶切断机中使用滚刀,在烟包切片机使用的铡刀等。由于烟草类物料内含植物纤维韧性高,内含烟油等物质使得粘性较大,从而导致了切割难度大的问题。而且机械式切刀在分切烟草物料时,刃口在工作一定时间后会自然损耗,使刃口变钝,从而无法有效的切割烟草物料;为保证刃口锋利,就需要额外设置磨刀装置或经常进行更换;并且采用机械切刀切割时阻力大,切刀驱动装置构造复杂,能耗高,噪音大,切刀使用寿命短,更换切刀程序复杂,维护保养难度高。
[0003]
现有针对烟草物料的超声波成型刀(专利号:201510008675.5, 201510008683.x)其刀型是针对物料切后形态而专门设计,如专利中所述丝孔刀。其刀体外形因兼顾物料切后形态而难以与超声波波形匹配,刀体刃口振型分布不均,无效振动难以得到抑制。使用时,能量传输效率低、刀刃切割阻力大、刀体使用寿命短、研制成本高、加工费用高昂,难以用于烟叶分切,烟包切片及切块等用途。
[0004]
宽刃超声波切割刀的研究与设计(杭州电子科技大学机械工程学院;张云电陈建褚瑞董昌帅;机电工程第34卷第12期)中研究表明宽刃超声波切割刀刀尖振幅稳定,能量传输效率高,刀体使用寿命长,是用于烟草物料切割优良切割工具。
[0005]
如何使宽刃超声波切割刀应用到烟草物料切割中,解决烟草物料切割过程中存在的由于烟草类物料内含植物纤维韧性高,内含烟油等物质使得粘性较大,从而导致了切割难度大的问题和解决采用丝孔刀应用到烟草物料切割中的各种问题,是烟草物料切割的重要研究方向。
技术实现要素:
[0006]
本实用新型的目的是克服传统机械式切刀缺点和专用超声波成型切割刀缺点的基础上,提供一种不依赖切刀刃口的锋利程度及切刀压力进行切割,切割阻力小,无需配置磨刀装置,切刀寿命长的烟草切分装置。
[0007]
为了解决上述问题,本实用新型是这样实现的:一种基于超声波切割刀的烟草分切设备,包括控制系统和物料输送部件,还包括超声波切割部件;
[0008]
所述超声波切割部件安装在物料输送部件的上方,所述控制系统与超声波切割部件和物料输送部件电连接,所述超声波切割部件可切割物料输送部件上的烟草物料。
[0009]
进一步地,所述超声波切割部件包括若干个矩形单刃超声波切割刀,用于固定所
述矩形单刃超声波切割刀的切割刀固定装置。
[0010]
进一步地,还包括与所述切割刀固定装置固定连接的切割进给装置;
[0011]
所述切割进给装置带动矩形单刃超声波切割刀向物料输送装置方向运动,使矩形单刃超声波切割刀刀刃与物料输送装置贴合;
[0012]
或者,所述切割进给装置带动矩形单刃超声波切割刀向物料输送方向运动;
[0013]
或者,所述切割进给装置带动矩形单刃超声波切割刀向物料输送装置方向和物料输送方向同时运动。
[0014]
进一步地,所述超声波切割部件还包括安装在切割刀固定装置上与物料输送方向相对一侧的切割保护装置。
[0015]
进一步地,所述若干个矩形单刃超声波切割刀呈直线排布安装在切割刀固定装置上;
[0016]
或者,所述若干个矩形单刃超声波切割刀并列排布安装在切割刀固定装置上;
[0017]
或者,所述矩形单刃超声波切割刀的刃口与输送方向平行、刃口一端与物料输送部件贴近且刃口与物料输送部件的表面形成一定的夹角,该夹角可根据烟草物料的厚度进行调整。
[0018]
进一步地,可根据切割要求设置若干个超声波切割部件,所述若干超声波切割部件分别与控制系统电连接,所述若干超声波切割部件可同时进行工作,也可按照控制系统所设定的程序控制各超声波切割部件配合进行切割;
[0019]
或者,所述超声波切割部件与自动转向装置连接,所述自动转向装置与控制系统电连接,按照控制系统所设定的程序控制超声波切割部件进行不同角度的自转并进行切割。
[0020]
进一步地,所述物料输送部件还包括与所述控制系统电连接的可调速驱动装置以及与可调速驱动装置连接的输送皮带装置。
[0021]
进一步地,在所述输送皮带装置的上方还设置有可在对烟草物料进行切割时压紧烟草物料的物料压紧装置;
[0022]
或者,在所述输送皮带装置上设置有切割槽,所述切割槽与超声波切割部件一一对应,所述切割槽具有两侧壁,通过切割槽承托烟草物料,使烟草物料的切割部位不与输送皮带装置的表面贴近。
[0023]
进一步地,所述输送皮带装置还包括两段连续排列设置的输送皮带装置、皮带a和皮带b;
[0024]
所述皮带a和皮带b的中间间隙处设置有砧板;所述砧板与超声波切割部件切割位置一一对应。
[0025]
其工作原理如下:
[0026]
本实用新型的切割部件利用超声波切刀的高频振动产生的惯性、冲击、摩擦产生局部高温等物理属性对烟草物料进行分切,形成三种模式进行切割不同厚度的烟草物料。通过控制系统通过控制物料输送装置、物料压紧装置及切割进给装置的运动速度,从而控制烟草物料被分切后的形状尺寸。还可通过任意两种模式或三种模式组合配置,完成更复杂的分切功能,例如烟草物料分片或分块等。
[0027]
1、“料动刀动”模式。物料输送部件按设定速度输送物料,同时切割进给装置带动
矩形单刃超声波切割刀往物料输送装置方向垂直向下并同时向物料输送方向运动,对物料输送装置上的烟草物料进切割。控制系统切割部件的连续切割运动,完成设定的物料切割工作。
[0028]
2、“料动刀不动”模式。物料输送部件按设定速度输送物料,物料首先进入物料压紧装置,在压紧装置和物料输送部件的皮带之间,物料在经过矩形单刃超声波切割刀的刃口时被切开。物料通过皮带或皮带和压紧装置产生的摩擦力带动运动从而被刃口切开。
[0029]
3、“刀动料不动”模式。在切割较厚物料时,切割部件前与物料输送方向相对的一侧设置有切割保护装置。首先物料输送部件将物料运送到待切割的位置随即停止输送等待切割,此时切割部件向物料输送部件垂直向下运动,对物料进行切割;控制系统按照程序控制物料输送部件的启动、暂停同时控制切割部件配合物料输送部件的运动进行上下往后运动完成切割工作。切割时,切割保护装置在切割进给装置带动下,将分切完成的块状烟草物料推挤分离,防止矩形单刃超声波切割刀被烟草物料污染。
[0030]
有益效果:
[0031]
1、采用矩形单刃超声波切割刀不依赖切刀刃口的锋利程度及切刀压力进行切割,切割阻力小,无需配置磨刀装置,切刀寿命长;
[0032]
2、可根据需要对矩形单刃超声波切割刀形成多种组合,组合方式灵活多变,可适配切割不同规格的物料;
[0033]
3、利用本实用新型中的3种模式,还可进一步对3种模式进行组合,对不同厚度、不同规格的物料在同一生产线上,通过系统控制进行各种复杂的烟草分割提供的有效的方案。
[0034]
4、以矩形单刃超声波切割刀为基础的烟草切分装置,可根据烟草物料切割需要灵活多变,适应多样的切割要求。
[0035]
5、本实用新型的结构简单,组合容易,维护便捷容易。
附图说明
[0036]
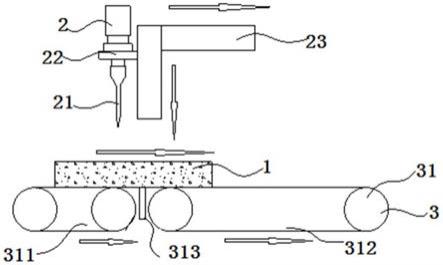
图1为“料动刀动”模式下切割物料前装置侧面结构示意图。
[0037]
图2为“料动刀动”模式下切割物料前装置正面结构示意图。
[0038]
图3为“料动刀动”模式下切割物料中装置侧面结构示意图。
[0039]
图4为“料动刀动”模式下切割物料中装置正面结构示意图。
[0040]
图5为“料动刀动”模式下切割物料后装置侧面结构示意图。
[0041]
图6为“料动刀不动”模式下切割装置侧面结构示意图。
[0042]
图7为“料动刀不动”模式下切割装置俯视结构示意图。
[0043]
图8为“料动刀不动”模式下切割装置配置物料压紧装置的侧面结构示意图。
[0044]
图9为“料动刀不动”模式下输送皮带装置采用切割槽结构的俯视图。图10为“料动刀不动”模式下切割槽结构局部放大图。
[0045]
图11为“料动刀不动”模式下切割装置配置物料压紧装置的俯视结构示意图。
[0046]
图12为“刀动料不动”模式下切割物料前装置侧面结构示意图。
[0047]
图13为“刀动料不动”模式下切割物料前装置正面结构示意图。
[0048]
图14为“刀动料不动”模式下切割物料中装置侧面结构示意图。
[0049]
图15为“刀动料不动”模式下切割物料中装置正面结构示意图。
[0050]
图16为“刀动料不动”模式下切割物料后装置侧面结构示意图。附图中的标记:
[0051]
烟草物料1、超声波切割部件2、矩形单刃超声波切割刀21、切割刀固定装置22、切割进给装置23、切割保护装置24、物料输送部件3、输送皮带装置31、皮带a311、皮带b312、砧板313、物料压紧装置32、切割槽33、侧壁331、皮带34。
具体实施方式
[0052]
下面结合具体实施例和附图对本实用新型的技术方案做进一步详细说明,但本实用新型并不局限于以下技术方案。
[0053]
本实用新型中采用的矩形单刃超声波切割刀了包含超声波换能器、变幅杆、连接线缆以及切割刀等部件。采用的控制系统为现有的操控系统。实施例中采用矩形单刃超声波切割刀可以是,杭州驰飞超声波设备有限公司:ufc305。
[0054]
实施例1
[0055]
采用刀动料动模式。本实施例主要用于切割薄层烟草物料1。
[0056]
如图1-5所示,一种基于超声波切割刀的烟草分切设备,包括控制系统,超声波切割部件2,物料输送部件3;
[0057]
所述超声波切割部件2安装在物料输送部件3上方,所述控制系统与超声波切割部件2和物料输送部件3通过程序控制连接,所述超声波切割部件2可切割物料输送部件3上的烟草物料1。所述超声波切割部件2包括若干个并排设置安装在切割刀固定装置22上的若干个矩形单刃超声波切割刀21,与切割刀固定装置22固定连接的切割进给装置23;矩形单刃超声波切割刀21和切割刀固定装置22与控制系统连接。控制系统可控制矩形单刃超声波切割刀21工作,还可以控制切割刀固定装置22控制的运动方向。
[0058]
矩形单刃超声波切割刀21的刃口面与输送皮带装置31的表面平行,刃口与输送皮带装置31的输送方向垂直。所述切割进给装置23 可带动矩形单刃超声波切割刀21向物料输送装置3方向垂直运动,使矩形单刃超声波切割刀21刀刃与物料输送装置3贴近完成烟草物料1切割;所述切割进给装置23还可以带动矩形单刃超声波切割刀 21向物料输送方向运动;所述切割进给装置23还可以带动矩形单刃超声波切割刀21同时向物料输送装置3表面和物料输送方向运动。
[0059]
所述物料输送部件3位于矩形单刃超声波切割刀21下方,物料输送部件3包括与所述控制系统连接的可调速驱动装置,安装在可调速驱动装置上的输送皮带装置31。
[0060]
所述输送皮带装置31,包括两段连续排列设置的输送皮带装置 31,皮带a311和皮带b312;在皮带a311和皮带b312的中间间隙处设置有砧板313;所述砧板313与超声波切割部件2切割位置一一对应。
[0061]
超声波切割部件2可根据被分切烟草物料1的流量,配置1套或多套。
[0062]
所述切割进给装置23可根据需分切烟草物料1的流量及物料输送部件3的输送速度,配置仅具有与烟草物料1输送方向相同运动方向的切割进给装置23,或配置同时具向切割方向和物料输送方向运动的切割进给装置23。切割进给装置23与物料输送方向的运动速度可设定为与烟草物料1输送速度相同或相近,以防止切刀进行分切时阻挡烟草物料1输送。
[0063]
实施例2
[0064]
采用料动刀不动模式。本实施例主要用于切割薄层烟草物料1。
[0065]
如图7-10,在实施例1的基础上,超声波切割部件2固定在输送皮带装置31上方,超声波切割部件2不配置切割进给装置23,超声波切割部件2在切割过程中位置固定。
[0066]
所述若干个矩形单刃超声波切割刀21刃口平行排布固定在切割刀固定装置22上,整个刃口与输送皮带装置31的表面形成与物料高度匹配的夹角,且矩形单刃超声波切割刀21的刃口一侧与输送皮带装置31的表面贴近。输送皮带装置31采用单台输送皮带装置31。
[0067]
根据切割烟草物料1的切割难易程度,可配置物料压紧装置32。所述物料压紧装置32安装在输送皮带装置31上方位于若干个矩形单刃超声波切割刀21的间隙中。可根据输送皮带装置31和超声波切割部件2固定的高度进行调节,以适应不同的烟草物料1高度。在切割容易分切的烟草物料1时,也可以不采用物料压紧装置32。
[0068]
所述物料压紧装置32可以采用被动皮带输送带,与烟草物料1 一起运动,同时压紧烟草物料1;也可采用光滑,摩擦系数小的弹性的压条来压紧烟草物料1。
[0069]
在此实施例中没有设置砧板313,应此为了防止矩形单刃超声波切割刀21切坏输送皮带装置31的皮带34,在输送皮带装置的皮带面上设置有切割槽33,超声波切割部件2的矩形单刃超声波切割刀21位于切割槽内33的皮带表面上方,不与皮带34表面接触,所述切割槽33的两侧壁331承托住烟草物料,使烟草物料1的待切割部位与皮带34表面保持一定距离。使得超声波切割部件2在切割烟草物料1的过程中保证物料被完全被切断的同时不损坏皮带34。
[0070]
为了不损坏皮带,也可可在输送皮带装置31中配置多条并列排布的皮带34。
[0071]
本实施例所述的烟草分切设备可同时配置一套或多套,通过与其他设备如90度直角换向装置混合使用,可完成烟叶分片等更为复杂的分切功能。
[0072]
本实施例所述的烟草分切设备可与实施例1组合使用,完成烟叶分片等更为复杂的分切功能。
[0073]
实施例3
[0074]
采用刀动料不动模式。本实施例主要用于切割烟包类厚烟草物料。
[0075]
如图11-16,在实施例1的基础上,在与烟草物料1接触的一面设置有切割保护装置24,所述切割保护装置24固定在切割刀固定装置22上,将矩形单刃超声波切割刀21的非切割部位在切割过程中阻隔开来,所述切割进给装置23带动切割保护装置24和矩形单刃超声波切割刀21向输送皮带装置31表面方向运动,进行切割。在矩形单刃超声波切割刀21进入烟草物料1中时,烟草物料1被切割保护装置24阻挡,使矩形单刃超声波切割刀21的非切割部位减少或不沾染烟草物料1。
[0076]
本实施例中所述切割进给装置23的运动方式,仅采用向物料输送装置3的表面方向运动。完成一次切割后,随即快速返回原位。
[0077]
为了适于切割较厚的烟草物料1,超声波切割部件2与物料输送装置3之间的距离较实施例1种的安装距离更大。
[0078]
本实施例中可按分切烟草物料1的流量,配置1套或多套超声波切割部件2。可根据切割刀固定装置22数量配置一套或多套切割砧板313,也可根据待分切烟草物料1的切割难易程度不配置砧板313,仅采用单台输送皮带装置31。
[0079]
所述超声波切割部件2可同时配置多套,通过与其他设备如90 度直角换向装置配合使用,完成烟包分块等更为复杂的分切功能。
[0080]
还可同时与实施例1或实施例2组合配置,完成更为复杂的分切功能。
[0081]
工作方式:
[0082]
当采用刀动料动模式时,设置矩形单刃超声波切割刀21的刀口与物料输送部件3平行,同时设置物料输送方式为匀速运动;
[0083]
具体切割步骤为:
[0084]
s1.物料输送部件3匀速运送烟草物料1,通过超声波切割部件2下方;
[0085]
s2.根据程序设置的物料切割要求,由控制系统控制超声波切割部件2向下方和物料输送方向运动,并对物料进行切割;
[0086]
s3.待切割完毕后,由控制系统控制超声波切割部件2向上方和物料输送来料方向运动,超声波切割部件2回复到原来位置,完成一次切割;被切割的物料输送部件3上继续运送;
[0087]
s4.根据预先设置的程序,控制系统控制超声波切割部件2按照s2、 s3的步骤连续进行切割;切割完成的烟草物料1被物料输送部件3 运送至出料位置;
[0088]
当采用料动刀不动模式时,设置矩形单刃超声波切割刀21的刃口与输送方向平行,刃口一端与物料输送部件3贴近,且刃口与物料输送部件3的表面设置成夹角;同时设置物料输送方式为匀速运动;
[0089]
具体切割步骤为:
[0090]
s1.物料输送部件3匀速向刃口方向运送烟草物料1;
[0091]
s2.烟草物料1在通过物料输送部件3经过刃口时,烟草物料1被超声波切割部件2进行分切;
[0092]
s3.当物料输送部件3继续运送烟草物料1,烟草物料1被切割完成;
[0093]
s4.切割完成的烟草物料1被物料输送部件3运送到相应的出料位置;
[0094]
当采用刀动料不动模式时,设置矩形单刃超声波切割刀21的刀口与物料输送部件3平行,同时设置物料输送方式为间断式运动输送;
[0095]
具体切割步骤为:
[0096]
s1.根据预先设置的程序,控制系统控制物料输送部件3匀速将烟草物料1输送到超声波切割部件2下方运送烟草物料1,待到达切割位置时,物料输送部件3暂时停止运动,烟草物料1等待切割;
[0097]
s2.切割进给装置23带动矩形单刃超声波切割刀21向下进行切割,切割完成后切割装置回复原位;
[0098]
s3.当完成一次切割后,物料输送部件3启动运送,再次将烟草物料 1运送到切割位置,进行步骤s2的操作,连续进行切割;
[0099]
s4.切割完成的烟草物料1通过物料输送部件3运送到相应的出料位置。
[0100]
以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1