一种辊套快速更换机构的制作方法
1.本实用新型涉及棒材轧制技术领域,具体涉及一种辊套快速更换机构。
背景技术:
2.现有的主轴上的辊套是通过热涨过盈装上去的,工作中每次辊套磨损后,主轴与辊套不易拆开,导致主轴无法重新利用,造成资源浪费的情况发生,如果需要直接换辊套,换辊套程序复杂,换辊套时间长,所以为了解决现有技术中存在的问题,本实用新型公开提供一种辊套快速更换机构及辊套更换方法,来解决现有技术中存在的问题。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供了一种辊套快速更换机构及辊套更换方法,尤其是具有快速更换辊套的特点。
4.本实用新型所解决的技术问题可以采用以下技术方案来实现:
5.一种辊套快速更换机构,至少包括主轴本体,还包括连接在主轴本体上的辊套,位于辊套两端的主轴本体上均连接有轴承机构,所述主轴本体的一端开有连通至辊套与主轴本体连接处的油孔,主轴本体的另一端连接有锁紧端盖。
6.可选择地,所述的主轴本体的轴向中部开有贯穿整个主轴本体的通孔,所述通孔包括位于主轴本体一端的锁紧孔,和孔径小于锁紧孔孔径的拉紧孔,所述拉紧孔一端与锁紧孔连通,拉紧孔另一端贯穿至主轴本体的另一端,所述拉紧孔内还设置有拉杆,拉杆一端与锁紧端盖连接,拉杆另一端延伸至锁紧孔内,位于锁紧孔内的拉杆另一端连接有锁紧部,所述油孔位于锁紧孔一端主轴本体的端部。
7.可选择地,所述的轴承机构包括第一轴承、第二轴承和第三轴承,所述辊套一端依次连接有第一轴承和第二轴承,辊套另一端的主轴本体上连接第三轴承,所述第一轴承和第二轴承位于锁紧孔一端的主轴本体上,第三轴承位于连接锁紧端盖一端的主轴本体上。
8.可选择地,所述的第一轴承和第二轴承之间的主轴本体上还连接有轴向定位机构。
9.可选择地,所述的第二轴承和第三轴承的结构相同,均为双列圆柱滚子轴承,所述第一轴承为角接触球轴承。
10.可选择地,所述的油孔包括油口和油道,所述油口位于锁紧孔一端主轴本体的端部,油道一端与油口连通,油道另一端延伸至辊套轴向与主轴本体连接的中部位置,且与主轴本体连接的中部位置处连通。
11.可选择地,所述的锁紧端盖为法兰端盖,法兰端盖中部位置开有螺纹孔,所述拉杆一端与法兰端盖上的螺纹孔连接。
12.可选择地,所述的锁紧部为锁紧螺母。
13.本实用新型的有益效果是:
14.与现有技术相比,本实用新型通过在拆卸拆卸磨损的辊套时,先采用工具夹持住
磨损的辊套,然后从油孔给辊套与主轴本体连接处通入高压油涨开磨损的辊套在高压油涨开磨损的辊套的同时,缓慢的将主轴本体从辊套及轴承机构中抽离,然后将磨损的辊套取下,换上新的辊套;换上新的辊套后,将抽离主轴本体插入轴承机构及辊套中,塞入主轴本体时,需从油孔通入高压油涨开新的辊套,缓慢将整个主轴本体1塞入到位,然后通过锁紧端盖将轴承机构锁紧,通过该结构的辊套快速更换机构换辊套操作简单,节省了换辊套的时间,可快速的实现辊套的更换,提升了工作效率。
15.本实用新型公开的该结构的辊套快速更换机构,利用油压将辊套装入主轴本体上,改进后结构使得双列圆柱滚子轴承离辊套更近,受力情况和刚性更好,而且对后期辊套磨损后的更换变得方便,大大的节约了主轴本体材料。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
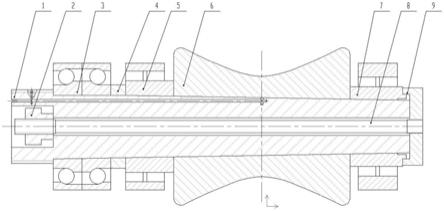
17.图1是本实用新型的辊套快速更换机构的剖面结构示意图。
18.图中:1
‑
主轴本体、2
‑
锁紧部、3
‑
第一轴承、4
‑
轴向定位机构、5
‑
第二轴承、6
‑
辊套、7
‑
第三轴承、8
‑
拉杆、9
‑
锁紧端盖。
具体实施方式
19.首先需要说明的是,在本实用新型各个实施例中,所涉及的术语为:
20.主轴本体1,为用于承载辊套6的载体,同时可以使整个辊套6进行旋转。
21.锁紧部2,用于通过拉杆8将整个辊套快速更换机构进行轴向定位锁紧。
22.第一轴承3、第二轴承5及第三轴承7,均用于增加整个辊套快速更换机构的承载力。
23.轴向定位机构4,用于限定第一轴承3和第二轴承5之间的位置。
24.锁紧端盖9,用于与拉杆8和锁紧部2将整个辊套快速更换机构进行轴向定位锁紧。
25.下面,将通过几个具体的实施例对本实用新型实施例提供的辊套快速更换机构的方案进行详细介绍说明。
26.实施例1:
27.参照图1,一种辊套快速更换机构,至少包括主轴本体1,还包括连接在主轴本体1上的辊套6,位于辊套6两端的主轴本体1上均连接有轴承机构,所述主轴本体1的一端开有连通至辊套6与主轴本体1连接处的油孔,主轴本体1的另一端连接有锁紧端盖9。
28.上述实施中当辊套6磨损,需要更换时,需要先进行拆卸磨损的辊套6,在拆卸拆卸磨损的辊套6时,先采用工具夹持住磨损的辊套6,然后从油孔给辊套6与主轴本体1连接处通入高压油涨开磨损的辊套6;在高压油涨开磨损的辊套6的同时,缓慢的将主轴本体1从辊套6及轴承机构中抽离,然后将磨损的辊套6取下,换上新的辊套6;换上新的辊套6后,将抽离主轴本体1插入轴承机构及辊套6中,塞入主轴本体1时,需从油孔通入高压油涨开新的辊套6,缓慢将整个主轴本体1塞入到位,然后通过锁紧端盖9将轴承机构锁紧,通过该结构的辊套快速更换机构换辊套操作简单,节省了换辊套的时间,可快速的实现辊套的更换,提升了工作效率。
29.本实用新型所公开的辊套快速更换机构由主轴本体1提供输入转矩,高压油涨开
辊套使得主轴本体1与矫直辊套过盈连接。
30.实施例2:
31.参照图1,进一步的所述的主轴本体1的轴向中部开有贯穿整个主轴本体1的通孔,所述通孔包括位于主轴本体1一端的锁紧孔,和孔径小于锁紧孔孔径的拉紧孔,所述拉紧孔一端与锁紧孔连通,拉紧孔另一端贯穿至主轴本体1的另一端,所述拉紧孔内还设置有拉杆8,拉杆8一端与锁紧端盖9连接,拉杆8另一端延伸至锁紧孔内,位于锁紧孔内的拉杆8另一端连接有锁紧部2,所述油孔位于锁紧孔一端主轴本体1的端部。
32.上述实施例中在进行更换新辊套6时,需先进行通过拽拉机构在拉杆8的物理屈服强度内拉动拉杆8,使锁紧孔内的锁紧部2与拉杆8之间产生缝隙,然后将锁紧孔内的锁紧部2拆除,抽离拉紧孔内的拉杆8,采用工具夹持住磨损的辊套6,在主轴本体1的端部从油孔给辊套6与主轴本体1连接处通入高压油涨开磨损的辊套6,最后将主轴本体1抽离,取下磨损的辊套6,换上新的辊套6。
33.在进行换上新的辊套6后,先塞入主轴本体1,然后将拉杆8锁紧孔穿入锁紧孔内,拉杆8端部与主轴本体1端部的锁紧端盖9螺纹连接,当主轴本体1一端进入辊套6后,在主轴本体1的端部从油孔通入高压油涨开新的辊套6,缓慢将整个主轴本体1塞入到位,到位后将锁紧部2旋紧,从而使整个更换机构轴向定位,从而实现了快速的更换磨损的辊套6。
34.本实施例中所述的拽拉机构可采用液压拽拉器,实现拉动拉杆8,减小拉杆8原有的预紧力。
35.进一步的所述的油孔包括油口和油道,所述油口位于锁紧孔一端主轴本体1的端部,油道一端与油口连通,油道另一端延伸至辊套6轴向与主轴本体1连接的中部位置,且与主轴本体1连接的中部位置处连通。在进行通入高压油后保证可以使辊套6可以被撑开,便于抽离或者塞入主轴本体1,便于辊套6的更换。
36.进一步的所述的锁紧端盖9为法兰端盖,法兰端盖中部位置开有螺纹孔,所述拉杆8一端与法兰端盖上的螺纹孔连接。通过法兰端盖的螺纹孔使其拉杆8的端部与法兰端盖中部的螺纹孔连接,然后在进行换辊套6完毕后,通过拉杆8一端与法兰端盖连接,另一端通过旋拧锁紧部2实现整个更换机构轴向定位锁紧。
37.进一步的所述的锁紧部2为锁紧螺母。通过锁紧螺母螺母的旋拧进一步的使其拉杆8拉紧,实现整个辊套快速更换机构轴向定位锁紧。
38.实施例3:
39.参照图1,进一步的所述的轴承机构包括第一轴承3、第二轴承5和第三轴承7,所述辊套6一端依次连接有第一轴承3和第二轴承5,辊套6另一端的主轴本体1上连接第三轴承7,所述第一轴承3和第二轴承5位于锁紧孔一端的主轴本体1上,第三轴承7位于连接锁紧端盖9一端的主轴本体1上。
40.进一步的所述锁紧端盖9与第三轴承7连接。
41.进一步的所述的第一轴承3和第二轴承5之间的主轴本体1上还连接有轴向定位机构4。
42.进一步的所述的第二轴承5和第三轴承7的结构相同,均为双列圆柱滚子轴承,所述第一轴承3为角接触球轴承。
43.上述实施中第一轴承3、第二轴承5连接在辊套6靠近主轴本体1一端开有油孔的一
端的主轴本体1上,第三轴承7连接在辊套6靠近连接锁紧端盖9的一端,锁紧端盖9与第三轴承7连接,实现通过拉杆8拉紧整个辊套快速更换机构轴向定位锁紧,使其第一轴承3、第二轴承5、辊套6和第三轴承7之间更加的紧密,无缝隙,无松动,第一轴承3和第二轴承5之间的主轴本体1上还连接的轴向定位机构4,实现第一轴承3和第二轴承5之间的轴向定位,其中辊套6通过双列圆柱轴承受径向力,用角接触球轴承承受轴向力,装配时通过高压油涨开辊套6,用拉杆8旋入法兰端盖,即锁紧端盖9,拉紧拉杆8,拉到位后用锁紧螺母锁紧,通过该方式实现辊套6的快速换辊。该结构的辊套快速更换机构,利用油压将辊套6装入主轴本体1上,改进后结构使得双列圆柱滚子轴承离辊套6更近,受力情况和刚性更好,而且对后期辊套6磨损后的更换变得方便,大大的节约了主轴本体材料。
44.实施例4:
45.一种辊套快速更换机构的辊套更换方法,包括上述实施例中任一项所述的一种辊套快速更换机构,包括以下方法
46.当辊套6磨损,需要更换时,需要先进行拆卸磨损的辊套6;
47.在拆卸拆卸磨损的辊套6时,先采用工具夹持住磨损的辊套6,然后从油孔给辊套6与主轴本体1连接处通入高压油涨开磨损的辊套6;
48.在高压油涨开磨损的辊套6的同时,缓慢的将主轴本体1从辊套6及轴承机构中抽离,然后将磨损的辊套6取下,换上新的辊套6;
49.换上新的辊套6后,将抽离主轴本体1插入轴承机构及辊套6中;
50.塞入主轴本体1时,需从油孔通入高压油涨开新的辊套6,缓慢将整个主轴本体1塞入到位。
51.进一步的一种辊套快速更换机构的辊套更换方法,还包括以下方法
52.在需要进行拆卸磨损的辊套6时,先通过拽拉机构在拉杆8的物理屈服强度内拉动拉杆8,使锁紧部2与拉杆8之间产生缝隙,然后将锁紧部2拆除,抽离拉杆8,采用工具夹持住磨损的辊套6,在主轴本体1的端部从油孔给辊套6与主轴本体1连接处通入高压油涨开磨损的辊套6,最后将主轴本体1从第三轴承7、辊套6、第二轴承5轴向定位机构4及第一轴承3中抽离,取下磨损的辊套6,换上新的辊套6;
53.在进行换上新的辊套6时,先塞入主轴本体1,然后将拉杆8穿入主轴本体1内,拉杆8端部与锁紧端盖9连接,当主轴本体1一端进入辊套6后,在主轴本体1的端部从油孔通入高压油涨开新的辊套6,缓慢将整个主轴本体1塞入到位,到位后将锁紧部2旋紧,从而使整个更换机构轴向定位。
54.进一步的在进行通入高压油时,实际使用中通入的油压在300~500兆帕即可实现辊套6在主轴本体1上的拆卸与装配,其中采用400兆帕时油压刚好,拆卸及装配时间短,同时节约资源。
55.综上所述的一种辊套快速更换机构的辊套更换方法,实现了辊套的快速更换,利用油压将辊套装入主轴本体上,改进后结构使得双列圆柱滚子轴承离辊套更近,受力情况和刚性更好,而且对后期辊套磨损后的更换变得方便,节约了主轴本体材料,提升了工作效率。
56.上面结合附图对本实用新型的实施方式作了详细的说明,但本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型
宗旨的前提下作出各种变化,其都在该技术的保护范围内。
57.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
58.各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1