一种弹簧装配及检测装置的制作方法
1.本发明涉及变速箱制造领域,具体涉及一种弹簧装配及检测装置。
背景技术:
2.变速箱中存在大量弹簧装置的使用,主要用在复位、溢压保护等方面。而at变速箱中弹簧的使用面更为广泛,其作用已经拓展的定压、定流方面,这在at变速箱的液压控制系统中尤为明显,弹簧作用力的大小将直接决定at变速箱摩擦副的压紧力、换挡时间、散热流量等相关重要参数。
3.因此,有必要研发一种能在弹簧装配过程中对弹簧力准确检测的装置,才能精确、高效的完成弹簧装配,确保弹簧在主体结构中准确发挥其作用。
技术实现要素:
4.本发明的目的是提供一种弹簧装配及检测装置,以确保装配好的弹簧能在主体结构中准确发挥其作用。
5.为实现本发明目的而采用的技术方案是这样的,一种弹簧装配及检测装置,包括装置本体、螺杆和压紧头。
6.所述装置本体包括平板ⅰ、平板ⅱ、平板ⅲ、平板ⅳ和平板
ⅴ
,平板ⅰ和平板ⅱ位于同一平面上且相互间隔,平板ⅰ和平板ⅱ之间连接有压紧力检测装置。
7.所述平板ⅲ垂直连接到平板ⅰ的一个板面上,平板ⅳ和平板
ⅴ
均垂直连接到平板ⅱ的同一板面上,平板ⅲ、平板ⅳ和平板
ⅴ
相互平行且位于平板ⅰ和平板ⅱ所在平面的同一侧。
8.所述平板ⅳ位于平板ⅲ和平板
ⅴ
之间,平板ⅳ与平板ⅲ以及平板
ⅴ
均存在间隙。
9.所述平板ⅲ上设置有螺纹通孔,螺杆旋入该螺纹通孔。所述平板ⅳ上设置有通孔,压紧头穿过该通孔。所述平板ⅲ上的螺纹通孔与平板ⅳ上的通孔轴线重合。
10.装配时,将弹簧安装到弹簧安装部件的盲孔内,装置本体通过平板ⅳ和平板
ⅴ
之间的间隙安装在弹簧安装部件上,平板
ⅴ
与弹簧安装部件抵紧,弹簧的自由端朝向平板ⅳ。朝所述平板ⅳ的方向拧动螺杆,螺杆推动压紧头压缩弹簧,直到弹簧压缩到设定位置。待所述压紧力检测装置的读数稳定后,将弹簧的自由端与弹簧安装部件固定,退出螺杆。
11.进一步,所述压紧头为圆柱体结构,压紧头的两端均连接有限位部件。
12.装配时,所述螺杆、压紧头和弹簧的轴线重合。
13.进一步,所述螺杆远离平板ⅳ的一端设置有旋转把手,另一端设置有顶针,顶针为圆锥结构。
14.本发明的技术效果是毋庸置疑的,本发明结构将装配和数值检测结构集成为一体,既满足装配又同时监控弹簧参数,具备使用方便、数值检测简单的优点。同时,本发明可无视弹簧自身的压紧力偏差以及安装位置的尺寸公差,只针对弹簧在指定位置装配后的数值,该数值与弹簧自身的工作状态保持一致,可以得到非常准确的实际弹簧工作数值。
附图说明
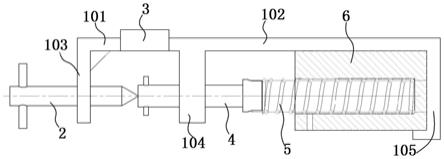
15.图1为本发明装置的示意图。
16.图中:平板ⅰ101、平板ⅱ102、平板ⅲ103、平板ⅳ104、平板
ⅴ
105、螺杆2、压紧力检测装置3、压紧头4、弹簧5和弹簧安装部件6。
具体实施方式
17.下面结合实施例对本发明作进一步说明,但不应该理解为本发明上述主题范围仅限于下述实施例。在不脱离本发明上述技术思想的情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的保护范围内。
18.实施例1:
19.本实施例公开了一种弹簧装配及检测装置,针对变速箱液压系统内弹簧装配及弹簧力校核,包括装置本体、螺杆2和压紧头4。
20.参见图1,所述装置本体包括平板ⅰ101、平板ⅱ102、平板ⅲ103、平板ⅳ104和平板
ⅴ
105,平板ⅰ101和平板ⅱ102位于同一平面上且相互间隔,平板ⅰ101和平板ⅱ102之间连接有压紧力检测装置3。
21.所述平板ⅲ103垂直连接到平板ⅰ101的一个板面上,平板ⅳ104和平板
ⅴ
105均垂直连接到平板ⅱ102的同一板面上,平板ⅲ103、平板ⅳ104和平板
ⅴ
105相互平行且位于平板ⅰ101和平板ⅱ102所在平面的同一侧。
22.所述平板ⅳ104位于平板ⅲ103和平板
ⅴ
105之间,平板ⅳ104与平板ⅲ103以及平板
ⅴ
105均存在间隙。
23.所述平板ⅲ103上设置有螺纹通孔,螺杆2旋入该螺纹通孔,螺杆2远离平板ⅳ104的一端设置有旋转把手,另一端设置有顶针,顶针为圆锥结构。
24.所述平板ⅳ104上设置有通孔,压紧头4穿过该通孔。所述平板ⅲ103上的螺纹通孔与平板ⅳ104上的通孔轴线重合。
25.所述压紧头4为圆柱体结构,压紧头4的两端均连接有限位部件,可防止压紧头4从平板ⅳ104上脱落。
26.参见图1,装配时,将弹簧5安装到弹簧安装部件6的盲孔内,装置本体通过平板ⅳ104和平板
ⅴ
105之间的间隙安装在弹簧安装部件6上,平板
ⅴ
105与弹簧安装部件6抵紧,弹簧5的自由端朝向平板ⅳ104,螺杆2、压紧头4和弹簧5的轴线重合。朝所述平板ⅳ104的方向拧动螺杆2,螺杆2的顶针推动压紧头4压缩弹簧5,直到弹簧5压缩到设定位置。待所述压紧力检测装置3的读数稳定后,将弹簧5的自由端与弹簧安装部件6固定,退出螺杆2,将装置从弹簧安装部件6上拆卸下来。其中,所述弹簧5的自由端与弹簧安装部件6固定方式可采用打入销或固定块等限位部件的方式。
27.值得说明的是,通过本实施例所述装置,可以及时的检测弹簧所装配位置的力值的大小。尤其对弹簧数值敏感的变速箱相关部件,作用更为明显。
28.实施例2:
29.本实施例公开了一种弹簧装配及检测装置,包括装置本体、螺杆2和压紧头4。
30.参见图1,所述装置本体包括平板ⅰ101、平板ⅱ102、平板ⅲ103、平板ⅳ104和平板
ⅴ
105,平板ⅰ101和平板ⅱ102位于同一平面上且相互间隔,平板ⅰ101和平板ⅱ102之间连接
有压紧力检测装置3。
31.所述平板ⅲ103垂直连接到平板ⅰ101的一个板面上,平板ⅳ104和平板
ⅴ
105均垂直连接到平板ⅱ102的同一板面上,平板ⅲ103、平板ⅳ104和平板
ⅴ
105相互平行且位于平板ⅰ101和平板ⅱ102所在平面的同一侧。
32.所述平板ⅳ104位于平板ⅲ103和平板
ⅴ
105之间,平板ⅳ104与平板ⅲ103以及平板
ⅴ
105均存在间隙。
33.所述平板ⅲ103上设置有螺纹通孔,螺杆2旋入该螺纹通孔。所述平板ⅳ104上设置有通孔,压紧头4穿过该通孔。所述平板ⅲ103上的螺纹通孔与平板ⅳ104上的通孔轴线重合。
34.参见图1,装配时,将弹簧5安装到弹簧安装部件6的盲孔内,装置本体通过平板ⅳ104和平板
ⅴ
105之间的间隙安装在弹簧安装部件6上,平板
ⅴ
105与弹簧安装部件6抵紧,弹簧5的自由端朝向平板ⅳ104。朝所述平板ⅳ104的方向拧动螺杆2,螺杆2推动压紧头4压缩弹簧5,直到弹簧5压缩到设定位置。待所述压紧力检测装置3的读数稳定后,将弹簧5的自由端与弹簧安装部件6固定,退出螺杆2。
35.实施例3:
36.本实施例主要结构同实施例2,进一步,参见图1,所述压紧头4为圆柱体结构,压紧头4的两端均连接有限位部件,一端的限位部件为限位杆,另一端为直径大于压紧头4直径的回转体结构,可有效防止压紧头4从平板ⅳ104上掉下来,避免零件丢失。
37.装配时,所述螺杆2、压紧头4和弹簧5的轴线重合。
38.实施例4:
39.本实施例主要结构同实施例2,进一步,参见图1,所述螺杆2远离平板ⅳ104的一端设置有旋转把手,另一端设置有顶针,顶针为圆锥结构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1