带有多个撕手的铜箔产品防缺胶加工系统及方法与流程
1.本发明属于模切行业,具体涉及一种带有多个撕手的铜箔产品防缺胶加工系统及方法。
背景技术:
2.铜箔是一种阴质性电解材料,沉淀于电路板基底层上的一层薄的、连续的金属箔,它作为pcb的导电体。它容易粘合于绝缘层,接受印刷保护层,腐蚀后形成电路图样。铜箔一般会与无基材的导电胶贴合在一起,主要应用于电磁屏蔽,分电信号屏蔽和磁信号屏蔽两种,电信号屏蔽主要是依靠铜本身优异的导电性能,而磁屏蔽则需要铜箔胶带的胶面导电物质“镍”来达到磁屏蔽的作用,因而被广泛应用于手机,笔记电脑和其他数码产品之中。
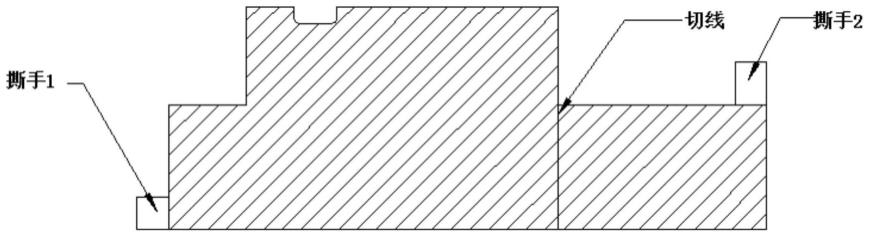
3.由于无基材的特殊性(胶水直接涂在离型纸上制作成型),无基材双面胶在制作中会有拉胶现象。如图1所示的铜箔背胶产品,在撕手的位置上有个切线,把撕手分为二个部分(撕手1、撕手2)。撕手膜是离型纸,在制作时,连胶一起去冲切撕手位置及切线,由于胶不排废,只有切口,无基材胶的特性是具有流动性,对于二冲贴上铜箔后胶没有减少。加工过程,一冲时,在无基材导电胶及辅料离型膜上面冲切了几条断线,无基材导电胶上的胶易粘在辅料离型膜上,造成排辅料离型膜时,把胶带坏的现象。一冲时,左右两边的线冲切撕手,在拉胶不大的情况下,不影响产品,但中间位置的切线存在拉胶时会导致最终产品缺胶。由于在胶上面撕手膜覆,无法确认胶是否完整,导致缺胶不良而无法识别的问题,最终出货到客户端,影响客户使用。
技术实现要素:
4.本发明的目的就是为了解决带有多个撕手的铜箔产品在模切加工时存在的产品缺胶问题,提供一种带有多个撕手的铜箔产品防缺胶加工系统及方法。
5.本发明的目的通过以下技术方案实现:
6.一种带有多个撕手的铜箔产品防缺胶加工系统,用于生产带有多个撕手的铜箔产品,包括铜箔贴胶单元和铜箔模切单元,其中:
7.所述铜箔贴胶单元包括:
8.第一铜箔放卷辊,用于释放铜箔;
9.无基材导电胶放卷辊,沿料带移动方向位于所述第一铜箔放卷辊的下游,用于释放无基材导电胶并粘附于所述铜箔的上部;
10.无基材导电胶自带纸收卷辊,沿料带移动方向位于所述无基材导电胶放卷辊的下游,用于收卷无基材导电胶上的自带纸;
11.辅料离型膜放卷辊,沿料带移动方向位于所述无基材导电胶自带纸收卷辊的下游,用于释放辅料离型膜并粘附于所述无基材导电胶的上部;
12.贴胶铜箔收卷辊,用于收卷贴好胶的铜箔;
13.所述铜箔模切单元包括:
14.无基材导电胶自带纸放卷辊,用于释放无基材导电胶自带纸;
15.硅胶保护膜放卷辊,沿料带移动方向位于所述无基材导电胶自带纸放卷辊的下游,用于释放硅胶保护膜并粘附于所述无基材导电胶自带纸的下部;
16.第一模切机构,用于对贴合后的无基材导电胶自带纸及硅胶保护膜进行模切,一次冲切出所述铜箔产品的撕手及切线的轮廓线;
17.第二铜箔放卷辊,沿料带移动方向位于所述第一模切机构的下游,用于释放贴好胶的铜箔并粘附于所述无基材导电胶自带纸的上部;
18.第二模切机构,用于对贴合后的贴好胶的铜箔、无基材导电胶自带纸、硅胶保护膜进行模切,二次冲切出所述铜箔产品的轮廓;
19.排轮廓废料收卷辊,沿料带移动方向位于所述第二模切机构的下游,用于收卷二次冲切后的废料;
20.成品收卷辊,用于收卷铜箔产品的成品;及
21.若干贴合机构,设置在各放卷辊及收卷辊之间,用于将各料带进行贴合。
22.作为优选的技术方案,所述的贴胶铜箔收卷辊的卷芯直径在6英寸以上。
23.作为优选的技术方案,所述的贴胶铜箔收卷辊的在收卷时,铜箔朝外收卷,铜箔材料较脆,很容易折皱,以防止铜箔起皱。
24.作为优选的技术方案,所述的贴合机构由一对转动设置的对辊组成。
25.作为优选的技术方案,所述的第一模切机构包括第一上模切单元以及与第一上模切单元相对应的第一下模切单元,所述第一上模切单元设有第一模切刀具,所述第一模切刀具的刀锋轮廓与所述铜箔产品的撕手及切线的轮廓线的形状相匹配。
26.作为优选的技术方案,所述第一模切刀具包括:
27.第一撕手线刀,用于冲切铜箔产品的撕手线外轮廓;
28.切线刀,用于冲切铜箔产品的切线。
29.作为优选的技术方案,所述的第二模切机构包括第二上模切单元以及与第二上模切单元相对应的第二下模切单元,所述第二上模切单元设有第二模切刀具;
30.所述第二模切刀具包括:
31.第二撕手线刀,用于进一步冲切铜箔产品的撕手线;
32.产品轮廓高刀,用于冲切铜箔产品的外部轮廓。
33.作为优选的技术方案,所述铜箔产品为三层结构,包括铜箔层、无基材导电胶层及硅胶保护膜层,边缘设有多个撕手。
34.一种带有多个撕手的铜箔产品防缺胶加工方法,采用上述的加工系统进行制作,具体包括以下步骤:
35.(1)第一铜箔放卷辊释放铜箔,无基材导电胶放卷辊释放无基材导电胶并粘附于所述铜箔的上部,通过贴合机构压合,无基材导电胶自带纸收卷辊将无基材导电胶上的自带纸收卷备用;
36.(2)辅料离型膜放卷辊释放辅料离型膜并粘附于所述无基材导电胶的上部,通过贴合机构压合,之后贴胶铜箔收卷辊收卷贴好胶的铜箔备用;
37.(3)无基材导电胶自带纸放卷辊释放无基材导电胶自带纸,硅胶保护膜放卷辊释放硅胶保护膜并粘附于所述无基材导电胶自带纸的下部,通过贴合机构压合;
38.(4)第一模切机构对贴合后的无基材导电胶自带纸及硅胶保护膜进行模切,一次冲切出所述铜箔产品的撕手及切线的轮廓线;
39.(5)第二铜箔放卷辊释放贴好胶的铜箔并粘附于所述无基材导电胶自带纸的上部,通过贴合机构压合;
40.(6)第二模切机构对贴合后的贴好胶的铜箔、无基材导电胶自带纸、硅胶保护膜进行模切,二次冲切出所述铜箔产品的轮廓;
41.(7)排轮廓废料收卷辊收卷二次冲切后的废料,成品收卷辊收卷铜箔产品的成品。
42.步骤(3)中的无基材导电胶自带纸来自步骤(1);步骤(5)中的贴好胶的铜箔来自步骤(2)。
43.本发明通过对产品模切系统及工艺的改进,解决现有带有多个撕手的铜箔产品在模切加工时存在的产品缺胶问题。本技术的主要创新点在于各个辊的排列设计、制备工艺工序的设计以及独特的排废方式。相比现有技术,本发明将胶与铜箔先贴合好,收好卷,留出无基材导电胶的自带纸,用该原纸先去冲切一冲时的切线及部分撕手线,再将贴好胶的铜箔贴在胶的自带纸上进行二冲,冲出轮廓后,排掉废料,留出产品,胶与铜箔贴合好后,不会有缺胶问题,之后再整体的贴在无基材导电胶自带纸上,避免了拉胶问题,取得了非常好的技术效果。
44.相比现有方式加工,在排辅料离型膜时会有拉胶的问题,拉胶率约15%,拉胶导致的缺胶,由于被撕手覆盖,无法检验出来,会出现漏检的产品出到客户端造成工件不良风险,采用本发明方法,可以完全避免掉拉胶问题,不存在缺胶现象。
附图说明
45.图1为铜箔背胶产品的结构示意图;
46.图2为本发明铜箔贴胶单元的结构示意图;
47.图3为本发明铜箔模切单元的结构示意图;
48.图4为本发明第一模切机构冲切刀具的结构示意图;
49.图5为本发明第一模切机构冲切料带的过程示意图;
50.图6为本发明第二模切机构冲切刀具的结构示意图;
51.图7为本发明第二模切机构冲切料带的过程示意图;
52.图8为现有铜箔背胶产品生产系统示意图;
53.图9为现有铜箔背胶产品生产系统一冲冲切刀具的结构示意图;
54.图10为现有铜箔背胶产品生产系统一冲冲切料带的过程示意图;
55.图11为现有铜箔背胶产品生产系统二冲冲切刀具的结构示意图;
56.图12为现有铜箔背胶产品生产系统二冲冲切料带的过程示意图。
具体实施方式
57.下面结合附图和具体实施例对本发明进行详细说明。
58.对比例
59.图1为铜箔背胶产品的结构示意图,图1所示的铜箔背胶产品,在撕手的位置上有个切线,把撕手分为二个部分(撕手1、撕手2)。
60.如图8~12为现有铜箔背胶产品生产系统示意图,由于无基材的特殊性(胶水直接涂在离型纸上制作成型),无基材双面胶在制作中会有拉胶现象。撕手膜是离型纸,在制作时,连胶一起去冲切撕手位置及切线,由于胶不排废,只有切口,无基材胶的特性是具有流动性,对于二冲贴上铜箔后胶没有减少。加工过程,一冲时,在无基材导电胶及辅料离型膜上面冲切了几条断线,无基材导电胶上的胶易粘在辅料离型膜上,造成排辅料离型膜时,把胶带坏的现象。一冲时,左右两边的线冲切撕手,在拉胶不大的情况下,不影响产品,但中间位置的切线存在拉胶时会导致最终产品缺胶。由于在胶上面撕手膜覆,无法确认胶是否完整,导致缺胶不良而无法识别的问题,最终出货到客户端,影响客户使用。
61.实施例
62.参照图1-7,一种带有多个撕手的铜箔产品防缺胶加工系统,用于生产带有多个撕手的铜箔产品,包括铜箔贴胶单元和铜箔模切单元,其中:
63.如图2,铜箔贴胶单元包括:
64.第一铜箔放卷辊100,用于释放铜箔;
65.无基材导电胶放卷辊200,沿料带移动方向位于第一铜箔放卷辊100的下游,用于释放无基材导电胶并粘附于铜箔的上部;
66.无基材导电胶自带纸收卷辊300,沿料带移动方向位于无基材导电胶放卷辊200的下游,用于收卷无基材导电胶上的自带纸;
67.辅料离型膜放卷辊400,沿料带移动方向位于无基材导电胶自带纸收卷辊300的下游,用于释放辅料离型膜并粘附于无基材导电胶的上部;
68.贴胶铜箔收卷辊500,用于收卷贴好胶的铜箔;
69.如图3,铜箔模切单元包括:
70.无基材导电胶自带纸放卷辊600,用于释放无基材导电胶自带纸;
71.硅胶保护膜放卷辊700,沿料带移动方向位于无基材导电胶自带纸放卷辊600的下游,用于释放硅胶保护膜并粘附于无基材导电胶自带纸的下部;
72.第一模切机构800,用于对贴合后的无基材导电胶自带纸及硅胶保护膜进行模切,一次冲切出铜箔产品的撕手及切线的轮廓线;
73.第二铜箔放卷辊900,沿料带移动方向位于第一模切机构800的下游,用于释放贴好胶的铜箔并粘附于无基材导电胶自带纸的上部;
74.第二模切机构1000,用于对贴合后的贴好胶的铜箔、无基材导电胶自带纸、硅胶保护膜进行模切,二次冲切出铜箔产品的轮廓;
75.排轮廓废料收卷辊1100,沿料带移动方向位于第二模切机构1000的下游,用于收卷二次冲切后的废料;
76.成品收卷辊1200,用于收卷铜箔产品的成品;及
77.若干贴合机构1300,设置在各放卷辊及收卷辊之间,用于将各料带进行贴合。
78.作为优选的技术方案,贴胶铜箔收卷辊500的卷芯直径在6英寸以上,贴胶铜箔收卷辊500的在收卷时,铜箔朝外收卷铜箔材料较脆,很容易折皱,以防止铜箔起皱。
79.贴合机构由一对转动设置的对辊组成,模切系统还设置若干辅助辊1400。
80.第一模切机构800包括第一上模切单元以及与第一上模切单元相对应的第一下模切单元,第一上模切单元设有第一模切刀具,第一模切刀具的刀锋轮廓与铜箔产品的撕手
及切线的轮廓线的形状相匹配,其中,第一模切刀具包括:第一撕手线刀801,用于冲切铜箔产品的撕手线外轮廓;切线刀802,用于冲切铜箔产品的切线。
81.第二模切机构1000包括第二上模切单元以及与第二上模切单元相对应的第二下模切单元,第二上模切单元设有第二模切刀具;第二模切刀具包括:第二撕手线刀1002,用于进一步冲切铜箔产品的撕手线;产品轮廓高刀1001,用于冲切铜箔产品的外部轮廓。
82.铜箔产品为三层结构,包括铜箔层、无基材导电胶层及硅胶保护膜层,边缘设有多个撕手。
83.上述系统的加工方法具体包括以下步骤:
84.1、第一铜箔放卷辊100释放铜箔,无基材导电胶放卷辊200释放无基材导电胶并粘附于铜箔的上部,通过贴合机构压合,无基材导电胶自带纸收卷辊300将无基材导电胶上的自带纸收卷备用;
85.2、辅料离型膜放卷辊400释放辅料离型膜并粘附于无基材导电胶的上部,通过贴合机构压合,之后贴胶铜箔收卷辊500收卷贴好胶的铜箔备用;
86.3、无基材导电胶自带纸放卷辊600释放无基材导电胶自带纸,硅胶保护膜放卷辊700释放硅胶保护膜并粘附于无基材导电胶自带纸的下部,通过贴合机构压合,其中,无基材导电胶自带纸来自步骤1;
87.4、第一模切机构800对贴合后的无基材导电胶自带纸及硅胶保护膜进行模切,一次冲切出铜箔产品的撕手及切线的轮廓线;
88.5、第二铜箔放卷辊900释放贴好胶的铜箔并粘附于无基材导电胶自带纸的上部,通过贴合机构压合,其中,贴好胶的铜箔来自步骤2;
89.6、第二模切机构1000对贴合后的贴好胶的铜箔、无基材导电胶自带纸、硅胶保护膜进行模切,二次冲切出铜箔产品的轮廓;
90.7、排轮廓废料收卷辊1100收卷二次冲切后的废料,成品收卷辊1200收卷铜箔产品的成品。
91.通过对产品模切系统及工艺的改进,解决现有带有多个撕手的铜箔产品在模切加工时存在的产品缺胶问题。相比现有方式加工,在排辅料离型膜时会有拉胶的问题,拉胶率约15%,拉胶导致的缺胶,由于被撕手覆盖,无法检验出来,会出现漏检的产品出到客户端造成工件不良风险,采用本发明方法,可以完全避免掉拉胶问题,不存在缺胶现象。
92.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1