一种燃油柱塞与帽盖的装配工具及装配方法与流程
1.本发明涉及柴油机低速机的安装领域,具体涉及一种燃油增压泵的燃油柱塞与帽盖的装配领域。
背景技术:
2.分配块是高压液压油的分配载体,薄膜蓄压器是减少分配块内部液压油的波动,是储能部件。柴油机运转时,液压总管将液压安全块中的高压油分配给每个缸的分配块。分配块通过多通阀将高压油分为三路,一路供给注油器,用来润滑气缸体内的活塞环;一路供给排气执行器,其主要功能是以分配块提供的高压液压油为动力,将液压油增压并输送至缸盖上排气阀,并控制排气阀的开启、关闭;另一路供给燃油增压泵,其主要功能是以分配块提供的高压液压油为动力,将燃油增压输送至缸盖上喷油器,并控制喷油器工作。
3.其中燃油柱塞与帽盖是燃油增压泵的重要组成零件,目前在燃油柱塞与帽盖的装配过程中,如图1所示,必须先固定一个零件,以防两个零件在装配时旋转。若固定帽盖的话,夹紧帽盖的第二端,由于该第二端的直径大而壁薄,零件会有装夹变形的风险。
4.基于上述,本发明提出一种燃油柱塞与帽盖的装配工具,可有效防护零件在装配过程中的装夹变形,提高零件的装配效率,降低零件的报废率,节约成本,为零件的正常运行提供可靠的依据。
技术实现要素:
5.本发明的目的是提供一种燃油柱塞与帽盖的装配工具及装配方法,可有效防护零件在装配过程中的装夹变形,提高零件的装配效率,降低零件的报废率,节约成本。
6.为实现上述目的,本发明提供一种,燃油柱塞与帽盖的装配工具,用于燃油柱塞和帽盖的装配,包括固定组件和扭力扳手转换组件,所述固定组件包括可安装在装配桌面、且与所述帽盖匹配的底座和与所述底座可拆卸连接的压板,所述扭力扳手转换组件包括与所述燃油柱塞匹配的第一扭力扳手转换套和与所述第一扭力扳手转换套匹配的第二扭力扳手转换套;所述底座内设有一圆柱形中心通孔,该中心通孔的直径与所述帽盖第一端的最大直径匹配,使所述帽盖能放在所述底座的中心通孔内;所述压板内设有一个与所述帽盖第一端的凸起处匹配的中心通孔,通过该中心通孔套在帽盖第一端的凸起处,将帽盖固定在所述底座和压板之间;所述第一扭力扳手转换套为圆柱形,内开设有一个中心通孔,该中心通孔与所述燃油柱塞的第一端向外凸起的形状匹配,通过该第一扭力扳手转换套的中心通孔套在所述燃油柱塞的第一端的向外凸起部分,将该第一扭力扳手转换套固定在所述燃油柱塞上;所述第二扭力扳手转换套的第二端的形状与所述第一扭力扳手转换套的中心通孔的形状匹配,通过该第二扭力把手转换套的第二端放入所述第一扭力扳手转换套的中心通孔中,可将该第二扭力扳手转换套固定在该第一扭力扳手转换套上;所述第二扭力扳手转换套内还设有一个可放入扭力扳手的中心通孔。
7.优选的,所述底座的高度与所述帽盖不包含第一端向外凸起部分的高度相同,该
底座的第一端与所述装配桌面可拆卸连接,第二端与所述压板可拆卸连接。
8.优选的,所述压板的外直径与所述底座第一端的外直径相同;该压板的高度大于所述帽盖第一端向外凸起部分的高度。
9.优选的,所述底座的第二端边缘处开设有多个与装配桌面的螺纹孔匹配的螺纹通孔;所述底座的第一端边缘处开设有多个螺纹孔;所述压板边缘处开设有与所述底座第一端的螺纹孔对应的多个螺纹通孔。
10.优选的,所述底座的第二端通过第一连接组件与所述装配桌面连接;所述压板通过第二连接组件与所述底座的第一端连接。
11.优选的,所述第一连接组件为多个螺钉或多个螺柱和对应的螺母;所述第二连接组件为多个螺钉或多个螺柱和对应的螺母。
12.优选的,所述第一扭力扳手转换套的外直径大于所述燃油柱塞的最大外直径。
13.优选的,所述第二扭力扳手转换套的第一端的外直径与所述第一扭力扳手转换套的外直径相同。
14.优选的,所述第二扭力扳手转换套的第二端的高度与所述燃油柱塞的第一端向外凸起部分的高度相加等于所述第一扭力扳手转换套的中心通孔的高度。
15.一种燃油柱塞与帽盖的装配方法,采用上述的燃油柱塞与帽盖的装配工具,包括以下步骤:
16.s1、准备并清洗燃油柱塞、帽盖与装配工具,保证零件与工具的清洁度;
17.s2、将所述底座通过第一连接组件固定在装配桌面上;
18.s3、将所述帽盖放在所述底座的中心通孔内,然后将压板的中心通孔套在帽盖第一端向外凸起部分,再将压板通过第二连接组件固定在所述底座的第一端;
19.s4、将第二扭力扳手转换套的第二端放入所述第一扭力扳手转换套的中心通孔中,再将所述第一扭力扳手转换套的中心通孔套在所述燃油柱塞的第一端的向外凸起部分;
20.s5、将s4所述组装了第一扭力扳手转换套和第二扭力扳手转换套的燃油柱塞第二端的向外凸起部分放在所述s3所述的帽盖上,对准帽盖的第一端向外凸起的内孔;将扭力扳手放在所述第二扭力扳手转换套的的方形通孔中,旋转所述扭力扳手,依次带动第二扭力扳手转换套、第一扭力扳手转换套、燃油柱塞旋转,从而将燃油柱塞装入所述帽盖中,直至达到设定的扭矩,完成燃油柱塞与帽盖的装配。
21.综上所述,本发明的一种燃油柱塞与帽盖的装配工具有效防护了零件在装配过程中的装夹变形,提高了零件的装配效率,降低了零件的报废率,节约了成本。
附图说明
22.图1为燃油柱塞与帽盖的装配示意图;
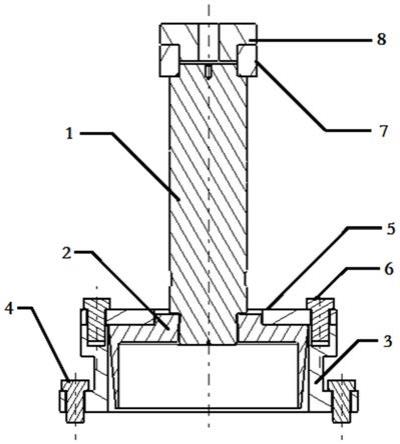
23.图2为燃油柱塞、帽盖与装配工具安装完成时的等轴测视图的示意图;
24.图3为燃油柱塞、帽盖与装配工具安装完成时的剖视图的示意图;
25.图4为一种燃油柱塞与帽盖的装配工具的底座的剖视图的示意图;
26.图5为一种燃油柱塞与帽盖的装配工具的压板的主视图和剖视图的示意图;
27.图6为第一扭力扳手转换套的主视图和剖视图的示意图;
28.图7为第二扭力扳手转换套的主视图和剖视图的示意图;
29.图8为帽盖的俯视图和剖视图的示意图。
具体实施方式
30.以下将结合本发明实施例中的图1~图8,对本发明实施例中的技术方案、构造特征、所达成目的及功效予以详细说明。
31.需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
32.需要说明的是,在本发明中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括明确列出的要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
33.一种燃油柱塞与帽盖的装配工具,用于燃油柱塞1和帽盖2的装配,所述燃油柱塞1和帽盖2如图1所示,燃油柱塞1呈圆柱形,两端有向外的凸起,第一端(为方便描述,以下“第一端”均为装配完成后每个部件在上面的一端,“第二端”为在下面的一端)的向外凸起部分为椭圆柱形,第二端的向外凸起部分为设有外螺纹的圆柱形;所述帽盖2从第一端至第二端的外直径逐渐微微减小(例如70机中的一种帽盖,如附页图8),帽盖2的第一端向外凸起且开有内孔,该内孔内壁上设有与所述燃油柱塞1的第二端外螺纹匹配的内螺纹,且该内孔内直径与燃油柱塞1的第二端的向外凸起部分的外直径相匹配;在该帽盖2的第二端设有一圆柱形的内孔,该内孔的内直径略小于帽盖2第二端的外直径,因此该帽盖2的第二端外壁很薄(例如70机中的一种帽盖,如附页图8),易装夹变形。
34.如图8所示的帽盖2的一种具体结构,从第一端到第二端的外直径逐渐微微减小,且帽盖2第二端内孔的内直径约等于第二端的外直径;其第一端的外直径为187mm,第二端的外直径为169mm,该帽盖2第二端的内孔与该帽盖2的外直径的夹角为5
°
。
35.所述燃油柱塞与帽盖的装配工具,用于所述燃油柱塞1和帽盖2的装配,如图2和图3所示,包括固定组件和扭力扳手转换组件,所述固定组件包括通过多个第一螺钉4固定在装配桌面的底座3,该底座3由三段圆柱组成,如图4所示,所述底座3的第二端的圆柱的外直径最大,边缘处间隔设有多个与所述第一螺钉4匹配且数量对应的螺纹通孔,所述底座3的第一端的圆柱的外直径小于第二端的圆柱的外直径,边缘处间隔设有多个与第二螺钉6匹配的螺纹孔,中间的圆柱外直径小于第一端圆柱的外直径;该底座3的高度与所述帽盖2不包括第一端向外凸起部分的高度相同,所述底座3内设有一个贯穿三段圆柱的中心通孔,该中心通孔的内径与所述帽盖2的第一端的最大处外直径匹配,使该帽盖2能放在所述底座3的中心通孔内。
36.本实施例中,所述底座3的第二端的圆柱上开设有两个与所述第一螺钉匹配的螺纹通孔,通过两个第一螺钉4将该底座3固定在装配桌面上。
37.所述装配桌面上有横竖均匀分布的与所述第一螺钉4匹配的螺纹孔,本实施例中,第一螺钉4采用型号为m16
×
30的螺钉,装配桌面上的螺纹孔均为m16的,因此底座3上的两个螺纹孔的尺寸满足所述装配桌面上任意一对螺纹孔的尺寸。
38.所述固定组件还包括通过多个第二螺钉6固定在所述底座3的压板5,如图2和图5所示,该压板5的外直径与所述底座3的第一端圆柱的外直径相同且该压板5上开设有与所述底座3第一端边缘处的螺纹孔对应的多个螺纹通孔;该压板5内开设有一个与所述帽盖2的第一端的凸起处匹配的中心通孔,以防在装配零件时零件发生旋转;该压板5的高度大于所述帽盖2第一端凸起处的高度。
39.本实施例中,所述底座3第一端边缘处开设有两个螺纹孔,所述压板5上开设有对应的两个螺纹通孔,通过两个第二螺钉6穿过所述螺纹孔和对应的螺纹通孔,将所述压板5固定在所述底座3上;进一步的,本实施例采用的第二螺钉6是型号为m16
×
30的螺钉。
40.也可采用多组螺柱和螺母代替多个所述第一螺钉4将所述底座3安装在所述装配桌面上;采用多组螺柱和螺母代替多个所述第二螺钉6将所述压板5固定在所述底座3上。
41.在进行装配时,通过两个第一螺钉4将所述底座3的第二端固定在装配桌面上,进而将该底座3固定在装配桌面上;将所述帽盖2的第二端朝下地放入所述底座3的中心通孔中,由于所述底座3的高度与所述帽盖2不包括第一端向外凸起部分的高度相同,因此从水平方向看,所述帽盖2的第一端向外凸起部分凸出于底座3;将所述压板5的中心通孔套在所述帽盖2的第一端向外凸起部分,通过两个第二螺钉6穿过所述底座3第一端边缘的螺纹孔和所述压板5上与之对应的螺纹通孔,将压板5固定在底座3上,从而将帽盖2固定在所述底座3和压板5之间。
42.所述扭力扳手转换组件包括第一扭力扳手转换套7和与该第一扭力扳手转换套7匹配的第二扭力扳手转化套8;所述第一扭力扳手转换套7如图6所示,呈圆柱形,且其外直径大于所述燃油柱塞1的最大外直径,该第一扭力扳手转换套7内还设有一中心通孔,该中心通孔的形状与所述燃油柱塞1的第一端向外凸起的形状匹配;所述第二扭力把手转换套8如图7所示,由第一端的圆柱和第二端的椭圆柱组成,该第二扭力扳手转换套8的第二端的形状与所述第一扭力扳手转换套7的中心通孔的形状匹配,且该第二扭力扳手转换套8的第二端的高度与所述燃油柱塞1的第一端向外凸起部分的高度相加等于所述第一扭力扳手转换套7的中心通孔的高度,从而可将该第二扭力扳手转换套8的第二端安装在所述第一扭力扳手转换套7上,且该第二扭力扳手转换套8的第一端的圆柱的外直径与所述第一扭力扳手转换套7的外直径相同;所述第二扭力扳手转换套8中心还设有一方形通孔,该方形通孔与所述扭力扳手的形状匹配,可将扭力扳手放入该方形通孔中,从而旋转扭力扳手,带动旋转所述第二扭力扳手转换套8。
43.在进行装配时,将所述第二扭力把手转换套8的第二端放入该第一扭力扳手转换套7的中心通孔中,由于二者的形状匹配,因此不会发生相对转动;再将所述第一扭力扳手转换套7的中心通孔套在所述燃油柱塞1的第一端的向外凸起部分,由于二者形状匹配,因此不会发生相对转动;将扭力扳手放入所第二扭力把手转换套8的第一端的方形通孔内,旋转所述扭力扳手,可带动旋转所述第二扭力扳手转换套8,从而使所述第一扭力扳手转换套7旋转,进而使燃油柱塞1旋转。
44.一种燃油柱塞与帽盖的装配方法,具体如下:
45.s1、准备并清洗零件与装配工具,保证两者的清洁度,所述零件为燃油柱塞1与帽盖2,所述装配工具为底座3、压板5、配套的第一螺钉4和第二螺钉6、第一扭力扳手转换套7、第二扭力扳手转换套8和扭力扳手等;
46.s2、通过两个m16
×
30的第一螺钉4穿过所述底座3第二端边缘处的螺纹通孔将底座3固定在装配桌面上;
47.s3、将所述帽盖2放在所述底座3的中心通孔内,然后将压板5的中心通孔套在所述帽盖2第一端向外凸起部分,再通过两个m16
×
30的第二螺钉6穿过所述压板5边缘的两个螺纹通孔和对应的底座3第一端边缘处的螺纹孔,将该压板5固定在所述底座3上;
48.s4、将第二扭力扳手转换套8的第二端放入所述第一扭力扳手转换套7的中心通孔中,再将所述第一扭力扳手转换套7的中心通孔套在所述燃油柱塞1的第一端的向外凸起部分;
49.s5、将s4所述组装了第一扭力扳手转换套7和第二扭力扳手转换套8的燃油柱塞1第二端的向外凸起部分放在所述s3所述的帽盖2上,对准帽盖2的第一端向外凸起的内孔;将扭力扳手放在所述第二扭力扳手转换套8的的方形通孔中,旋转所述扭力扳手,依次带动第二扭力扳手转换套8、第一扭力扳手转换套7、燃油柱塞1旋转,从而将燃油柱塞1装入所述帽盖2中,直至达到设定的扭矩,完成燃油柱塞1与帽盖2的装配。
50.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1