一种旁承体拆装用辅具的制作方法
1.本实用新型涉及轨道交通技术领域,具体涉及一种旁承体拆装用辅具。
背景技术:
2.在车辆新造、运用和检修等全寿命周期的技术服务过程中,均需保证旁承滚子与上旁承间的间隙。以保证车辆运行过程中,能够有效抑制车辆摇头蛇形运动和侧滚震动,提高货车高速运行的稳定性平稳性,减少车辆对轨道的冲击。
3.旁承体组成磨耗板上平面至滚子的间隙大小,直接影响旁承间隙的变化,甚至会造成旁承间隙超差无法调整。目前,新造技术条件及检修规程,均规定了磨耗板上平面距滚子的径向最底端的距离。对于超差的旁承体组成,可通过在旁承座与旁承体间加装调整垫板的方式进行调整。
4.现有技术中,在旁承体组成的压装或拆装时,均采用专业的拆装设备进行压装拆分。受其工作机理的限制,存在造价高昂、结构复杂且占地面积大的缺陷,且相应装置需要相应的能源接口,不具备机动作业能力。
5.有鉴于此,亟待另辟蹊径针对旁承体的拆装操作提供创新解决方案,以解决现有拆装设备所存在的上述缺陷。
技术实现要素:
6.为解决上述技术问题,本实用新型提供一种旁承体拆装用辅具,在无需风能、电能条件的基础上,能够简单可靠地实现旁承体的拆分与安装。
7.本实用新型提供的旁承体拆装用辅具,包括底座,以及设置在所述底座上的固定件、支点座、拆分杠杆和组装杠杆;其中,所述固定件用于定位旁承座,所述支点座沿旁承体的纵向设置在所述固定件的旁侧,所述拆分杠杆和组装杠杆可择一铰接于所述支点座;其中,所述拆分杠杆的阻力端具有第一施力部,所述第一施力部配置为:可穿过所述旁承座的端面开口压抵旁承体端面,且所述第一施力部构建的阻力臂大于拆装前所述旁承体端面至铰接中心的水平距离,位于拆分初始工作位的所述第一施力部低于所述铰接中心,所述拆分杠杆自拆分初始工作位沿第一方向转动时,纵向压缩所述旁承体产生形变;其中,所述组装杠杆的阻力端具有第二施力部和第三施力部,所述第二施力部配置为:可穿过所述旁承座的端面开口压抵旁承体端面,且所述第二施力部构建的阻力臂大于安装后所述旁承体端面至铰接中心的水平距离,位于安装初始工作位的所述第二施力部高于所述铰接中心,所述组装杠杆自安装初始工作位沿第二方向转动时,纵向压缩所述旁承体产生形变;所述第三施力部配置为:所述旁承体端面与所述第二施力部的压抵位置转动至与所述铰接中心齐平时,或者转动至与所述铰接中心齐平之前的位置处时,穿过所述旁承座的端面开口的所述第三施力部可压抵旁承体上表面,并形成下压作用力。
8.优选地,所述固定件包括沿旁承体的纵向与所述支点座相对设置的压板,所述压板具有适配于所述旁承座的端面的纵向限位面。
9.优选地,所述压板还具有适配于旁承座上表面的竖向限位面。
10.优选地,所述压板的本体端面形成所述纵向限位面,自其本体纵向延伸的凸块下表面形成所述竖向限位面。
11.优选地,所述固定件还包括:至少两个横向定位挡,相对于所述旁承座的纵向中心线分别设置在两侧,每个所述横向定位挡具有适配于旁承座侧面的横向限定面。
12.优选地,所述横向定位挡设置为四个,对称设置在所述旁承座的纵向中心线的两侧。
13.优选地,所述支点座包括间隔设置的两个支点座板,两个所述支点座板上可拆卸插装设置有销轴,以与所述拆分杠杆或者所述组装杠杆铰接。
14.优选地,所述第一施力部为外凸弧面。
15.优选地,所述第二施力部为自所述组装杠杆的阻力端本体侧向延伸形成的第一凸部,所述第三施力部为沿所述组装杠杆的阻力端本体同向延伸形成的第二凸部。
16.优选地,所述拆分杠杆和所述组装杠杆均配置为:动力臂大于阻力臂。
17.针对现有旁承,本实用新型创新地提出了无需风能、电能等条件即可完成旁承体组成的压装与拆分工作的辅具。具体地,该辅具的拆分杠杆和组装杠杆可择一铰接于支点座;其拆分杠杆的第一施力部可穿过旁承座的端面开口压抵旁承体端面,且该第一施力部构建的阻力臂大于拆装前旁承体端面至铰接中心的水平距离,位于拆分初始工作位的第一施力部低于该铰接中心,拆分操作时,下压拆分杠杆的施力端沿第一方向(逆时针方向)转动,可纵向压缩旁承体产生形变,以备脱离旁承体座,此时继续下压拆分杠杆转动,利用第一施力部与旁承体端面之间摩擦力带动旁承体完全脱离旁承座。其组装杠杆的第二施力部可穿过旁承座的端面开口压抵旁承体端面,且该第二施力部构建的阻力臂大于安装后旁承体端面至铰接中心的水平距离,位于安装初始工作位的第二施力部高于该铰接中心,安装操作时,上提组装杠杆的施力端沿第二方向(顺时针方向)转动,可纵向压缩旁承体产生形变,以备压入旁承体座;此时继续上提组装杠杆转动,利用第三施力部下压旁承体上表面,直至旁承体完全嵌装于旁承座中。与现有技术相比,本方案具有下述有益效果:
18.首先,应用本方案进行旁承体组成的压装与拆分工作,实际操作无需风能、电能等配套条件,利用凸轮原理即可实现旁承体磨耗板上平面至滚子轴上平面间的间隙调整,具有较好的施工作业便利性。
19.其次,本方案结构简单、小巧轻便,既能满足车辆新造检修等批量生产任务,亦能满足车辆运行、临修过程中,旁承体组成间隙的机动修理,具有较好的应用前景。
20.第三,在本实用新型的优选方案中,分别利用压板和横向定位挡提供作业过程中的纵向及横向定位,且便于旁承的取放操作;由此,可进一步提高旁承体拆装作业的可操作性。
附图说明
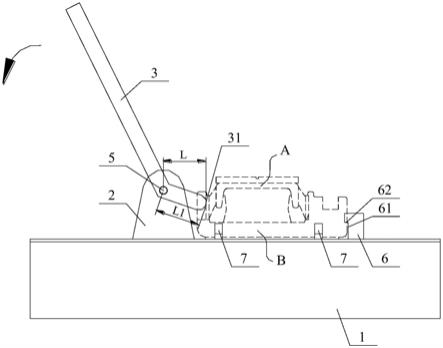
21.图1示出了具体实施方式所述旁承体拆装用辅具的拆分初始状态;
22.图2示出了具体实施方式所述旁承体拆装用辅具的拆分完成状态;
23.图3为图1中所示拆分初始状态的轴测示意图;
24.图4为图2中所示拆分完成状态的轴测示意图;
25.图5示出了具体实施方式所述旁承体拆装用辅具的安装初始状态;
26.图6示出了具体实施方式所述旁承体拆装用辅具的安装完成状态;
27.图7为图5中所示安装初始状态的轴测示意图;
28.图8为图6中所示安装完成状态的轴测示意图;
29.图9示出了具体实施方式所述拆分杠杆的示意图;
30.图10示出了具体实施方式所述组装杠杆的示意图。
31.图中:
32.底座1、支点座2、拆分杠杆3、第一施力部31、组装杠杆4、第二施力部41、第三施力部42、销轴5、压板6、纵向限位面61、竖向限位面62、横向定位挡7;
33.旁承体a、旁承座b。
具体实施方式
34.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
35.不失一般性,本实施方式以图中所示旁承作为描述主体,详细说明用于拆装旁承的辅具方案。应当理解,该旁承的旁承体a和旁承座b等主体构成非本技术的核心发明点所在,对本技术请求保护的技术方案并未构成实质性的限制作用。
36.该旁承体拆装用辅具包括底座1,作为基础承载和支撑功能结构的底座1,其上设置在用于定位旁承座b的固定件(6、7),以及用于安装拆分杠杆3和组装杠杆4的支点座2,其中,拆分杠杆3和组装杠杆4可择一铰接于该支点座2,分别用于旁承的拆分或组装。也就是说,拆分及组装时需要通过支点座2上配置的销轴5进行杠杆更换。
37.请参见图1和图2,其中,图1示出了本实施方式所述旁承体拆装用辅具的拆分初始状态,图2示出了该旁承体拆装用辅具的拆分完成状态。
38.本方案中,支点座2沿旁承体的纵向设置在固定件(6、7)的旁侧,以便在被定位的待处理旁承一旁配置拆分施力杠杆(拆分杠杆3、组装杠杆4)。如图所示,拆分杠杆3的阻力端具有第一施力部31,该第一施力部31配置为:可穿过旁承座b的端面开口压抵旁承体a端面,且第一施力部31构建的阻力臂l1大于拆装前旁承体a端面至铰接中心(基于销轴5形成的杠杆支点)的水平距离l,如图1所示,位于拆分初始工作位的第一施力部31低于铰接中心,拆分杠杆自拆分初始工作位沿第一方向(图1中箭头所示方向)转动时,基于第一施力部31所构建阻力臂的作用,利用凸轮原理纵向压缩该旁承体a产生形变,以备脱离旁承体座b。此时继续下压拆分杠杆3转动,结合图2所示,利用第一施力部31与旁承体a端面之间摩擦力带动旁承体a完全脱离旁承座b。请一并参见图3和图4,其中,图3为图1中所示拆分前的轴测示意图,图4为图2中所示拆分后的轴测示意图。
39.请参见图5和图6,其中,图5示出了本实施方式所述旁承体拆装用辅具的安装初始状态,图6示出了该旁承体拆装用辅具的安装完成状态。
40.如图所示,组装杠杆4的阻力端具有第二施力部41和第三施力部42,该第二施力部41配置为:可穿过旁承座b的端面开口压抵旁承体a端面,结合图3所示,且第二施力部41构建的阻力臂l2大于安装后旁承体a端面至铰接中心的水平距离l,如图3所示,位于安装初始工作位的第二施力部41高于铰接中心,组装杠杆4自安装初始工作位沿第二方向(图5中箭
头所示方向)转动时,基于第二施力部41所构建阻力臂的作用,利用凸轮原理纵向压缩该旁承体a产生形变,以备压入旁承体座。此时继续上提组装杠杆4转动,旁承体a端面与第二施力部41的压抵位置转动至与铰接中心齐平时,穿过旁承座b的端面开口的第三施力部42可压抵旁承体a上表面,并形成下压作用力,继续转动组装杠杆4,利用杠杆原理第三施力部42下压旁承体a上表面,凸轮机构逐渐不再起到纵向压缩作用,继续下压直至旁承体a完全嵌装于旁承座b中。请一并参见图7和图8,其中,图7为图5中所示安装初始状态的轴测示意图,图8为图6中所示安装完成状态的轴测示意图。
41.当然,组装杠杆4的第二施力部41和第三施力部42,也可沿第二方向采用这样的结构设计:旁承体a端面与第二施力部41的压抵位置转动至与铰接中心齐平之前的位置处时,第三施力部42可压抵并下压旁承体a上表面,也就是说,第三施力部42与第二施力部41间存在工作相位的重合,以确保顺畅执行安装操作。
42.应用本方案进行旁承体组成的压装与拆分工作,实际操作无需风能、电能等配套条件,即可实现旁承体磨耗板上平面至滚子轴上平面间的间隙调整,具有较好的施工作业便利性。同时,该辅具结构简单、小巧轻便,既能满足车辆新造检修等批量生产任务,亦能满足车辆运行、临修过程中,旁承体组成间隙的机动修理。
43.为了使得拆分过程中的压抵摩擦更加可靠,作为优选,拆分杠杆3的第一施力部31可以为外凸弧面。请一并参见图9,该图示出了该拆分杠杆3的示意图。当然,该拆分杠杆3采用一体成型设计,以具有良好的承载性能。
44.另外,还可以对组装杠杆4的第二施力部41和第三施力部42的结构形式作进一步优化。请一并参见图10,该图示出了该组装杠杆4的示意图。
45.图中所示,第二施力部42为自组装杠杆4的阻力端本体侧向(图面向下)延伸形成的第一凸部,第三施力部43为沿组装杠杆4的阻力端本体同向延伸形成的第二凸部。同样地,该组装杠杆4采用承载性能较好的一体成型设计。
46.进一步如图所示,拆分杠杆3和组装杠杆4均配置为:动力臂大于阻力臂,以合理控制操作者作业强度。
47.需要说明的是,用于定位旁承座b的固定件可采用不同具体结构实现,只要能够满足拆装作业过程中的可靠定位均在本技术请求保护的范围内。
48.例如但不限于,该固定件包括压板6,与支点座2沿旁承体的纵向相对设置,该压板6具有适配于旁承座a端面的纵向限位面61,还可以设置适配于旁承座a上表面的竖向限位面62。具体地,该纵向限位面61由压板6的本体端面形成,该竖向限位面62由自其本体纵向延伸的凸块下表面形成。
49.此外,该固定件还包括横向定位挡7,横向定位挡具有适配于旁承座侧面的横向限定面(图中未示出)。本方案中,四个横向定位挡7对称设置在旁承座b的纵向中心线的两侧。当然,横向定位挡7的设置数量非局限于图中所示单侧两个的配置方式,采用其他复数个横向定位挡7同样能够形成对旁承座b的横向限位。
50.由此,分别利用压板6和横向定位挡7提供作业过程中的纵向及横向定位,且便于旁承的取放操作,可进一步提高旁承体拆装作业的可操作性。
51.为了方便快速更换杠杆,该支点座2可采用间隔设置的两个支点座板,并在两个支点座板上可拆卸插装设置有该销轴5,以与拆分杠杆4或者组装杠杆4铰接。如此设置,在快
速更换杠杆的基础上,还能够同时提高相应杠杆操作的稳定性,
52.整体上,本方案所述旁承体拆装用辅具采用如下工作机理:
53.1、利用杠杆机构,实现了凸轮工作原理。
54.用于固定杠杆的支点座高度与旁承座侧面缺口中心高度对应,以保证利用拆分或组装杠杆时,工作端面在达到与支点座等高时,利用凸轮原理将弹性旁承进行纵向压缩,直至旁承体组成侧面金属板与旁承座完全开脱。
55.2、组装杠杆机构设计了双头杠杆机构,在完成凸轮机构纵向压缩的同时,实现下压动作。
56.旁承体组成安装时,利用组装杠杆机构进行组装,由下向上扳动组装杠杆,当杠杆工作端面在达到与支点座等高时,利用凸轮原理将弹性旁承进行纵向压缩,此时杠杆机构的另一端头下侧面与旁承体金属板上端面接触,利用杠杆原理进行下压,由于继续向下转动时,杠杆工作端面低于旁承座侧面缺口中心高度,凸轮机构逐渐不再起到纵向压缩作用,而杠杆继续下压旁承体组成直至旁承体侧面金属板进入安装位置,完成组装。
57.3、利用了旁承座结构以及旁承体组成与杠杆间摩擦力实现了连杆机构。
58.旁承拆装时,将旁承体组成侧面金属板与旁承座安装位置视为固定点(远离杠杆端),在杠杆将旁承体组成压缩至最小长度后,将杠杆工作面与旁承体组成(含摩擦力)视为铰接点,从而实现短暂的连杆工作。
59.需要说明的是,本实施方式中的压板及横向定位挡仅为一种优选实现方式,应当理解,基于本方案关于定位的设计构思,可作出其他变形处理,只要能够获得可靠定位均在本技术请求保护的范围内。
60.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1