用于白车身车门铰链装配的手持工装的制作方法
1.本实用新型涉及白车身制造技术领域,具体地说,是涉及手持快速实现车门铰链定位及装配的工装。
背景技术:
2.小批量试装过程是产品研发的过程中至关重要的一部分,它是联接设计与量产的纽带,为产品顺利量产提供可靠的技术保证。在车身小批量试装过程中,车门铰链装配是保证车身外观尺寸的关键环节,而铰链装具是车门装配尺寸的重要保证。目前车门铰链装具主要采用固定式夹具方式,主要由夹具底座、基板、车门夹紧定位装置、铰链夹紧定位装置、气缸等组成。该夹具结构繁琐复杂、投入成本较高,占用空间较大,不适用于新车型小批量试装项目。
技术实现要素:
3.本实用新型的目的是提供一种用于白车身车门铰链装配的手持工装,结构简单、易操作、成本低、体积小。
4.为了实现上述目的,本实用新型的用于白车身车门铰链装配的手持工装包括主框架,其还包括:车门定位组件,连接在所述主框架上,包括车门x向定位部、车门y向定位部以及车门z向定位部;铰链定位组件,包括铰链定位主体和形成在所述铰链定位主体上的铰链x向定位部、铰链y向定位部以及铰链z向定位部,其中,所述铰链定位主体沿x向滑动连接在所述主框架上。
5.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述车门x向定位部包括自主框架沿伸出的第一x向定位板和第二x向定位板,所述第一x向定位板和第二x向定位板的自由端部分别具有供定位件穿过的定位孔。
6.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述车门y向定位部包括自主框架沿伸出的第一y向定位板和第二y向定位板,所述第一y向定位板和第二y向定位板的自由端部分别具有供定位件穿过的定位孔。
7.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述车门z向定位部为连接在所述主框架上的两个定位销。
8.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述铰链x向定位部包括自铰链定位主体沿伸出的铰链x向定位挡条。
9.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述铰链y向定位部包括自铰链定位主体沿伸出的第一y向定位挡条和第二y向定位挡条。
10.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述铰链z向定位部为形成于所述第一y向定位挡条和第二y向定位挡条之间的定位槽。
11.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述铰链定位组件还包括设置于所述铰链定位主体上的铰链安装部。
12.上述的用于白车身车门铰链装配的手持工装的一实施方式中,,所述铰链定位组件与所述主框架之间采用滑轨连接。
13.上述的用于白车身车门铰链装配的手持工装的一实施方式中,所述铰链定位组件为两个,分别滑动连接在所述主框架的顶端和底端。
14.本实用新型的有益功效在于,本实用新型的用于白车身车门铰链装配的手持工装在保证装配精度前提下,提高了生产效率,减小了项目投入,且满足新车型小批量试装阶段的手工装配需求。
15.以下结合附图和具体实施例对本实用新型进行详细描述,但不作为对本实用新型的限定。
附图说明
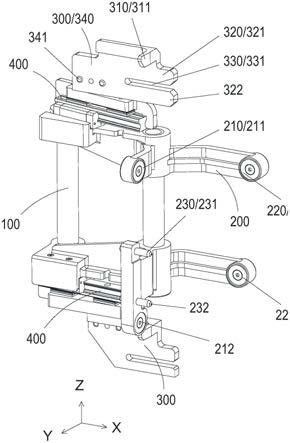
16.图1为本实用新型的用于白车身车门铰链装配的手持工装的一实施例的结构示意图;
17.图2为本实用新型的用于白车身车门铰链装配的手持工装的一实施例的主视图。
18.其中,附图标记
19.100:主框架
20.200:车门定位组件
21.210:车门x向定位部
22.211:第一x向定位板
23.212:第二x向定位板
24.220:车门y向定位部
25.221:第一y向定位板
26.222:第二y向定位板
27.230:车门z向定位部
28.231、232:定位销
29.300:铰链定位组件
30.310:铰链x向定位部
31.311:铰链x向定位挡条
32.320:铰链y向定位部
33.321:第一y向定位挡条
34.322:第二y向定位挡条
35.330:铰链z向定位部
36.331:定位槽
37.340:铰链定位主体
38.341:铰链安装部
39.400:滑轨
具体实施方式
40.下面结合附图和具体实施例对本实用新型技术方案进行详细的描述,以更进一步
了解本实用新型的目的、方案及功效,但并非作为本实用新型所附权利要求保护范围的限制。
41.如图1和图2所示,图1和图2分别为本实用新型的用于白车身车门铰链装配的手持工装的一实施例的结构示意图和主视图。
42.本实用新型的用于白车身车门铰链装配的手持工装包括主框架100、车门定位组件200以及铰链定位组件300,车门定位组件200以及铰链定位组件300分别连接在主框架100上,其中,车门定位组件200用于整个工装与白车身车门的定位以及固定,铰链定位组件300用于将铰链装配至白车身车门上。
43.如图所示,车门定位组件200包括车门x向定位部210、车门y向定位部220以及车门z向定位部230,分别用于提供工装至车门的x向、y向以及z向定位连接。铰链定位组件300包括铰链定位主体340和形成在铰链定位主体340上的铰链x向定位部310、铰链y向定位部320以及铰链z向定位部330,铰链定位主体340沿x向滑动连接在主框架100上。
44.铰链定位组件300为两个,分别滑动连接在主框架100的顶端和底端,其中,位于主框架100顶端的铰链定位组件300用于将上铰链装配置白车身车门上,位于主框架100底端的铰链定位组件300用于将下铰链装配置白车身车门上。本实用新型不仅能够保证装配精度,且结构简单、安装快速。
45.车门x向定位部210包括自主框架100沿伸出的第一x向定位板211和第二x向定位板212,第一x向定位板211和第二x向定位板212的自由端部分别具有供定位件穿过的定位孔,定位件穿过定位孔以将第一x向定位板211和第二x向定位板212固定在车门上。
46.车门y向定位部220包括自主框架100沿伸出的第一y向定位板221和第二y向定位板222,第一y向定位板221和第二y向定位板222的自由端部分别具有供定位件穿过的定位孔,定位件穿过定位孔以将第一y向定位板221和第二y向定位板222固定在车门上。
47.车门z向定位部230为连接在主框架100上的两个定位销231、232。
48.为保证车身外观尺寸质量,本实用新型采用门内板y向为主定位,可保证铰链与车门外板安装深度尺寸。另外设置定位销与车门内板孔匹配实现z向定位,铰链与车门安装面作为x向定位。
49.铰链定位组件300与主框架100之间采用滑轨400连接。并,铰链x向定位部310包括自铰链定位主体340沿伸出的铰链x向定位挡条311。铰链y向定位部320包括自铰链定位主体340沿伸出的第一y向定位挡条321和第二y向定位挡条322。
50.铰链z向定位部330为形成于第一y向定位挡条321和第二y向定位挡条322之间的定位槽331。
51.铰链定位组件300以铰链与车身安装面(y向)为主定位,以铰链与车门安装面(x向)及铰链拧紧螺栓z向定位为辅助定位,另外设置滑轨400实现铰链预装及装配后装具退出。
52.并,铰链定位组件300还包括设置于铰链定位主体340上的铰链安装部341。
53.装配工艺流程为:
①
通过车门定位组件200的车门x向定位部210、车门y向定位部220以及车门z向定位部230将整个工装固定至车门
→②
通过铰链安装部341将上、下铰链分别装配至顶端以及底端的铰链定位组件300上
→③
推动铰链定位组件300沿滑轨400滑动至上、下铰链定位部分接触车门
→④
装配螺栓并使用拧紧工具打紧上、下铰链
→⑤
打开上、下
铰链与铰链定位组件300的连接,卸下车门定位组件200与车门的连接定位并移除,完成上、下铰链的装配。
54.本实用新型较以往装具相比:
55.结构简单,装配效率高。由于试装阶段为人工装配,且灵活性较高,该工装结构较为简单,手持即可操作,适用于小批量人工试装。
56.经济性高。此装具较以往装具成本低,投资少,可减少前期试装项目投资。
57.加工周期短。结构主框架采用3d打印技术,其余部分采用机加工艺,加工周期短,有利于保证新车型试装项目进度。
58.当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1