一种往复式打孔器的制作方法
1.本实用新型涉及包装膜打孔技术领域,特别涉及一种往复式打孔器。
背景技术:
2.随着经济的发展,对于各式各样的产品也有了新的打包要求,例如,针对五金类产品的包装,需要在包装膜上打孔排气,提高装盒或封袋的便捷性和效率,相同的,蔬菜包装膜也需要打孔保持通风。现有的直落式打孔装置只能在包装膜处于静止状态时对包装膜进行打孔;而旋转式硬接触的打孔器在打孔时,容易出现拉膜现象,使用一段时间后,容易出现磨损,打孔会出现不脱落的情况;而且,需要打多孔的情况下,不能同时打孔,导致多孔之间并不平齐;打孔形成的废料脱落的也比较散乱,导致包装看起来不是很美观,且制造成本比较昂贵。
技术实现要素:
3.为了克服现有技术存在的缺陷,本实用新型提供一种往复式打孔器。
4.本实用新型解决其技术问题所采用的技术方案是:一种往复式打孔器,包括往复滑台和设置在往复滑台上的打孔机构,所述往复滑台两端分别设有定位换向检测机构;
5.所述打孔机构包括打孔座、打孔刀具和刀具驱动机构,打孔座设置在往复滑台的滑块座上,打孔刀具通过刀具驱动机构设置在打孔座上,打孔座相对于打孔刀具的给进方向上设有打孔刀穴。
6.作为优选,所述定位换向检测机构为光电传感器或行程开关,并且定位换向检测机构通过打孔座或往复滑台的滑块座触发。
7.作为优选,所述打孔座包括底座和u型定位臂,所述u型定位臂设有用于穿设包装膜的定位导槽,打孔刀穴垂直贯穿定位导槽,打孔刀具的给进方向与定位导槽相垂直。
8.作为优选,所述u型定位臂和底座上均设有用于连接的腰型孔,腰型孔的长度方向与定位导槽的长度方向相互平行。
9.作为优选,所述往复滑台包括底板、导轨组、驱动电机和同步带,所述打孔座通过滑块座滑动连接导轨组,驱动电机通过同步带带动打孔座沿导轨组往复,定位换向检测机构通过支架设置在导轨组外侧。
10.作为优选,往复式打孔器还包括机架,所述机架上设有两组铝型材横梁,往复滑台通过紧固件横向位置可调节的固定在铝型材横梁上,所述机架外侧设置有多组滚筒。
11.作为优选,所述机架外侧设有多组铝型材立柱,滚筒通过紧固件高度可调节的固定在铝型材立柱上。
12.本实用新型的有益效果是:在向包装机送膜时,通过往复滑台先带动打孔机构与包装膜同步运动,在同步运动的过程中通过气缸带动打孔刀具完成打孔动作,此时打孔机构的移动速度和送膜的走膜速度一致,从而在走膜过程中实现直接冲孔、避免出现拉膜,当打孔机构运动至触发定位换向检测机构后,触发往复滑台带动打孔机构反向移动,直至触
发另一组定位换向检测机构,往复滑台再次带动打孔机构与包装膜同步运动,并进行下一个打孔动作,交替的重复上述动作,可实现送膜过程中的高精度打孔,能够适应不同走膜速度的打孔,尤其是高速走膜时,相较于现有技术,打孔效果更好,整体制造成本更低,并且废料脱落较为集中,容易收集处理;当设置多组打孔刀具和气缸,可以实现同步打孔、孔位更加整齐。
附图说明
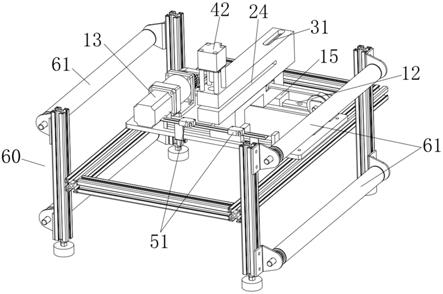
13.图1为本实用新型实施例的立体图一;
14.图2为本实用新型实施例的立体图二;
15.图3为本实用新型实施例中打孔机构的立体图;
16.图4为本实用新型实施例中打孔机构的侧视图;
17.图5为本实用新型实施例中打孔座的立体图;
18.图6为本实用新型实施例中打孔座的分解示意图。
19.图中,11、底板;12、导轨组;13、驱动电机;14、同步带;15、滑块座;21、打孔座;22、底座;23、u型定位臂;24、定位导槽;25、打孔刀穴;31、腰型孔;41、打孔刀具;42、刀具驱动机构;51、定位换向检测机构;60、机架;61、滚筒;62、铝型材立柱;63、铝型材横梁。
具体实施方式
20.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
21.如附图1-6所示,本实用新型提供的一种往复式打孔器,包括往复滑台和设置在往复滑台上的打孔机构,往复滑台带动打孔机构沿包装膜送料方向往复移动,往复滑台两端分别设有用于打孔机构定位的定位换向检测机构51;
22.打孔机构包括打孔座21、打孔刀具41和刀具驱动机构42,刀具驱动机构42采用气缸,打孔座21设置在往复滑台的滑块座15上,打孔刀具41通过刀具驱动机构42设置在打孔座21上,打孔座21相对于打孔刀具41的给进方向上设有打孔刀穴25。
23.具体的,在向包装机送膜时,通过往复滑台先带动打孔机构与包装膜同步运动,在同步运动的过程中通过气缸带动打孔刀具41完成打孔动作,此时打孔机构的移动速度和送膜的走膜速度一致,从而在走膜过程中实现直接冲孔、避免出现拉膜,当打孔机构运动至触发定位换向检测机构51后,触发往复滑台带动打孔机构反向移动,直至触发另一组定位换向检测机构51,往复滑台再次带动打孔机构与包装膜同步运动,并进行下一个打孔动作,交替的重复上述动作,可实现送膜过程中的高精度打孔,能够适应不同走膜速度的打孔,尤其是高速走膜时,相较于现有技术,打孔效果更好,整体制造成本更低,并且废料脱落较为集中,容易收集处理;当设置多组打孔刀具41和气缸,可以实现同步打孔、孔位更加整齐。
24.进一步的,定位换向检测机构51为光电传感器或行程开关,在本实施例中定位换向检测机构51采用光电传感器,定位换向检测机构51通过打孔座21触发,即当滑块座15带动打孔座21移动至相应位置时,打孔座21触发相应位置的光电传感器。
25.进一步的,打孔座21包括底座22和u型定位臂23,u型定位臂23设有用于穿设包装膜的定位导槽24,包装膜在走膜时,从定位导槽24中穿过,打孔刀穴25垂直贯穿定位导槽24,打孔刀具41的给进方向与定位导槽24相垂直,通过定位导槽24对包装膜进行定位,避免打孔刀具41在退刀时,包装膜无法与打孔刀具41分离、打孔刀具41无法正常复位,u型定位臂23和底座22上均设有用于连接的腰型孔31,u型定位臂23和底座22分别通过腰型孔31与对方连接,腰型孔31的长度方向与定位导槽24的长度方向相互平行,即通过调节腰型孔31的连接位置,可以在小距离内横向调节打孔位置,便于用户针对不同的需求调整孔位。
26.进一步的,往复滑台包括底板11、导轨组12、驱动电机13和同步带14,同步带14通过带轮设置在底板11上,并且打孔座21与同步带14固定连接,打孔座21通过滑块座15滑动连接导轨组12,驱动电机13通过同步带14带动打孔座21沿导轨组12往复,定位换向检测机构51通过支架设置在导轨组12外侧,驱动电机13采用伺服电机,可以实现高精度走膜过程中的高精度打孔。
27.进一步的,往复式打孔器还包括机架60,往复式打孔器可以不固定在包装机上,机架60外侧设置有多组用于包装膜走膜导向或走膜换向的滚筒61,机架60外侧设有多组铝型材立柱62,滚筒61通过紧固件高度可调节的固定在铝型材立柱62上,用户可以更加灵活的使用往复式打孔器、根据实际情况调节支架高度和滚筒61的高度,机架60上设有两组铝型材横梁63,往复滑台通过紧固件横向位置可调节的固定在铝型材横梁63上,通过调整往复滑台与铝型材横梁63的连接位置,可以在较大距离内横向调节打孔位置。
28.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1