一种自动封装反射镜夹具的制作方法
1.本实用新型涉及封装加工技术领域,具体为一种自动封装反射镜夹具。
背景技术:
2.在微波系统中,往往需将一路微波功率按比例分成几路,这就是功率分配问题,实现这一功能的元件称为功率分配元器件即耦合器,主要包括:定向耦合器、功率分配器以及各种微波分支器件。光电耦合器是以光为媒介传输电信号的一种电一光一电转换器件,而在其生产加工的过程中,需要用到夹具辅助其加工。
3.现有技术中,耦合封装的找光一般采用手动的形式,需要人工拿起反光镜放置在夹具上,每完成一次耦合封装摆放一次,耗时较长,找光慢,为此,我们提出一种自动封装反射镜夹具。
技术实现要素:
4.本实用新型的目的在于提供一种自动封装反射镜夹具,以解决上述背景技术中提出的耦合封装的找光一般采用手动的形式,需要人工拿起反光镜放置在夹具上,每完成一次耦合封装摆放一次,耗时较长,找光慢,的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种自动封装反射镜夹具,包括工作台,
6.移动滑台,安装于所述工作台表面,且所述移动滑台表面开设有卡槽;所述卡槽内部连接有卡块,且所述卡块另一端连接有安装块,所述安装块表面开设有螺纹孔;
7.夹持块,通过固定螺丝与所述安装块相连接;
8.辅助组件,安装于所述工作台中部。
9.优选的,所述移动滑台与工作台之间呈滑动连接,且移动滑台关于工作台的竖直中心呈左右对称分布。
10.优选的,所述安装块通过所述卡块、所述卡槽与所述移动滑台之间构成固定连接,且所述卡块与所述安装块之间呈一体化结构。
11.优选的,所述安装块与所述夹持块之间相互贴合,且所述安装块的宽度尺寸与所述夹持块的宽度尺寸相一致。
12.优选的,所述夹持块内壁开设有插槽,且所述插槽内部连接有垫片。
13.优选的,所述垫片与所述夹持块之间呈卡合连接,且垫片呈柔性结构。
14.优选的,所述辅助组件的竖直中心线与所述工作台的竖直中心线相一致,且辅助组件与所述工作台之间呈垂直状分布。
15.优选的,所述辅助组件包括电动伸缩架、安装座、托片和限位螺丝,所述电动伸缩架内部连接有所述安装座,且所述安装座通过所述限位螺丝与所述托片相连接。
16.优选的,所述托片通过限位螺丝与安装座之间构成固定结构,且所述托片截面呈矩形状结构。
17.本实用新型提供了一种自动封装反射镜夹具,具备以下有益效果:
18.1、该自动封装反射镜夹具,采用高精度移动滑台的设置,使其匀速带动夹持块向内侧移动从而能够将内部的工件夹持并定位,使其找光时间缩短,同时该装置具有结构简单、成本低的优点。
19.2、本实用新型通过安装块、卡块与卡槽之间的相互配合设置,使得安装块能够快速与移动滑台拼接,能够使得螺纹孔相对准,从而方便后续的固定过程,同时夹持块与安装块之间通过固定螺丝相连接,方便了其拆装过程,随着硬件的发展可对夹持块进行升级,提升其适配性。
20.3、本实用新型通过夹持块内侧开设的插槽,使得垫片通过插槽与夹持块卡合连接,从而能够贴合于夹持块内壁,而柔性结构的垫片能够防止工件夹持时受到夹损,保证了工件的完整性,同时卡合式的连接还方便后期的更换过程。
21.4、本实用新型通过计算机控制移动滑台运动,同时通过高帧数摄像头连续拍摄工件上反光镜的画面,同时计算机控制耦合器件做上下,前后的空间运动,找到耦合通光的红点,整个过程耗时比人工的方式短提升其加工效率。
附图说明
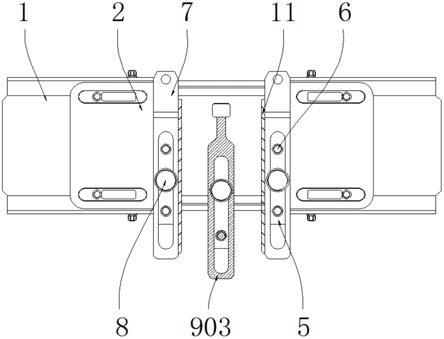
22.图1为本实用新型一种自动封装反射镜夹具的整体结构示意图;
23.图2为本实用新型一种自动封装反射镜夹具的移动滑台侧视结构示意图;
24.图3为本实用新型一种自动封装反射镜夹具的安装块立体结构示意图;
25.图4为本实用新型一种自动封装反射镜夹具的辅助组件结构示意图;
26.图5为本实用新型一种自动封装反射镜夹具的夹持块正视结构示意图。
27.图中:1、工作台;2、移动滑台;3、卡槽;4、卡块;5、安装块;6、螺纹孔;7、夹持块;8、固定螺丝;9、辅助组件;901、电动伸缩架;902、安装座;903、托片;904、限位螺丝;10、插槽;11、垫片。
具体实施方式
28.如图1所示,一种自动封装反射镜夹具,包括工作台1,移动滑台2,安装于工作台1表面,且移动滑台2表面开设有卡槽3;卡槽3内部连接有卡块4,且卡块4另一端连接有安装块5,安装块5表面开设有螺纹孔6;夹持块7,通过固定螺丝8与安装块5相连接;辅助组件9,安装于工作台1中部,
29.请参考图1
‑
3所示,移动滑台2与工作台1之间呈滑动连接,且移动滑台2关于工作台1的竖直中心呈左右对称分布,采用高精度移动滑台2的设置,使其匀速带动夹持块7向工作台1的内侧移动从而能够将内部的工件夹持并定位,使其找光时间缩短,同时该装置具有结构简单、成本低的优点,安装块5通过卡块4、卡槽3与移动滑台2之间构成固定连接,且卡块4与安装块5之间呈一体化结构,安装块5与夹持块7之间相互贴合,且安装块5的宽度尺寸与夹持块7的宽度尺寸相一致,通过安装块5、卡块4与卡槽3之间的相互配合设置,使得安装块5能够快速与移动滑台2拼接,能够使得螺纹孔6相对准,从而方便后续的固定过程。
30.请参考图5所示,夹持块7内壁开设有插槽10,且插槽10内部连接有垫片11,垫片11与夹持块7之间呈卡合连接,且垫片11呈柔性结构,通过夹持块7内侧开设的插槽10,使得垫
片11通过插槽10与夹持块7卡合连接,从而能够贴合于夹持块7内壁,而柔性结构的垫片11能够防止工件夹持时受到夹损,保证了工件的完整性,同时卡合式的连接还方便后期的更换过程。
31.请参考图1和图4所示,辅助组件9由电动伸缩架901、安装座902、托片903和限位螺丝904构成,
32.其中,电动伸缩架901内部连接有安装座902,且安装座902通过限位螺丝904与托片903相连接,托片903通过限位螺丝904与安装座902之间构成固定结构,且托片903截面呈矩形状结构,通过辅助组件9的设置能够将工件放置于托片903的表面,从而驱动移动滑台2带动夹持块7对工件进行夹持定位,同时该托片903通过限位螺丝904与安装座902相连接,方便其后期更换过程,通过电动伸缩架901能够带动托片903与工件上下运动,从而方便设备快速找到耦合通光的红点,提升其加工效率。
33.综上,该自动封装反射镜夹具,使用时,首先将待加工件放置于辅助组件9表面的托片903中,通过安装块5、卡块4与卡槽3之间的相互配合设置,使得安装块5能够快速与移动滑台2拼接,能够使得螺纹孔6相对准,从而方便后续的固定过程,接着启动移动滑台2使其带动夹持块7向工作台1的内侧移动从而能够将内部的工件夹持并定位,通过夹持块7内侧开设的插槽10,使得垫片11通过插槽10与夹持块7卡合连接,从而能够贴合于夹持块7内壁,而柔性结构的垫片11能够防止工件夹持时受到夹损,保证了工件的完整性,同时卡合式的连接还方便后期的更换过程,最后通过计算机控制移动滑台2运动,同时通过高帧数摄像头连续拍摄工件上反光镜的画面,同时通过电动伸缩架901能够带动托片903与工件上下运动,从而方便设备快速找到耦合通光的红点,提升其加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1