一种模切辊
1.本实用新型涉及一种模切辊。
背景技术:
2.就现有的条状成品料带的加工、切割来说,往往会用到模切机。模切机又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、eva、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废,模切机利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。现有的模切机所用的模切辊包括辊体和位于辊体上的刀具,模切辊一般由钢一体制成,模切辊的两端分别连接至驱动装置,模切辊转动时带动刀具对工件进行模切,模切辊的材料成本高,需要采用去除材料或者烧结加工的方式制造,另外,模切辊的整体重量高,所需驱动装置的驱动力要求高,对模切机整体的要求高。
3.例如,中国发明专利cn105563043b,揭示了一种模切辊的加工方法,其加工步骤包括:加工辊体:用硬质合金材料烧结并打磨出刀具,所述刀具的刃口水平;20号钢或45号钢的棒料固定在数控加工中心上,先在棒料上车出辊体外圆,轴肩,再更换上所述刀具车出辊体的凹槽;制作嵌块:用软的硅胶完全嵌入辊体的凹槽内,压实后取出,并划出基准线,得到硅胶印模,按硅胶印模烧结出制作硬质合金嵌块坯料;加工切刀筒:用硬质合金粉料一次性烧结出切刀筒坯料及其上的切刀部,再与嵌块坯料一同进行组合烧结,形成切刀筒,以每个嵌块坯料的基准线为基准;磨修切刀部;装配:将切刀筒插入辊体,并轻微旋转,使切刀筒的嵌块完全嵌入辊体。该模切辊通过金属烧结的方式分别加工辊体和切刀筒,材料成本高,且重量仍然较高。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术中的不足,提供一种轻量化的模切辊。
5.为了解决上述技术问题,本实用新型提供了一种模切辊,包括:
6.芯轴;
7.辊体;
8.刀具;
9.所述辊体套接在所述芯轴上,所述刀具连接在所述辊体上;
10.所述芯轴呈管状结构,所述芯轴的内部填充有第一填充结构,所述辊体呈管状结构,所述辊体的内部和芯轴之间填充有第二填充结构;
11.所述第一填充结构包括沿所述芯轴的轴向延伸的多个第一横板和多个第二横板,所述第一横板和第二横板的两侧分别连接在所述芯轴的内壁,多个第一横板和多个第二横板相垂直交错连接;
12.所述第二填充结构包括沿所述辊体的轴向延伸的多个径向板、多个周向环板和多个填充子格;所述径向板沿所述辊体的径向延伸以连接在辊体和芯轴之间;多个周向环板
的沿所述辊体的周向延伸以连接在多个径向板上,多个周向环板的径向尺寸不同;所述填充子格连接在所述周向环板和径向板的连接处,所述填充子格的截面呈四角星形,所述周向环板和径向板分别连接在填充子格的凹陷处。
13.在一更佳的实施例中,多个第一横板均匀平行间隔布置,多个第二横板均匀平行间隔布置。
14.在一更佳的实施例中,所述径向板沿所述辊体的周向均匀间隔布置,相邻两个周向环板之间的间隔距离相同。
15.在一更佳的实施例中,所述填充子格呈中空结构。
16.在一更佳的实施例中,所述芯轴由无缝钢管制成,所述辊体由无缝钢管制成。
17.在一更佳的实施例中,所述刀具包括第一半壳和第二半壳,所述第一半壳和第二半壳对接并套接在所述辊体外,所述刀具还包括延伸布置在所述第一半壳和第二半壳上的模切刀。
18.在一更佳的实施例中,所述第一半壳和第二半壳通过销钉定位和螺栓锁固的方式可拆卸地连接在辊体上。
19.在一更佳的实施例中,还包括分别布置在所述辊体两端的两个限位环套,所述限位环套包括与所述第一半壳或第二半壳的外周壁对应齐平的第一限位周壁,所述限位环套还包括与所述模切刀的顶端对应齐平的第二限位周壁。
20.在一更佳的实施例中,还包括分别布置在所述芯轴两端的两个轴承套。
21.实用新型相较于现有技术,本实用新型的技术方案具备以下有益效果:
22.1.模切辊包括芯轴、辊体和刀具;所述辊体套接在所述芯轴上,所述刀具连接在所述辊体上;所述芯轴呈管状结构,所述芯轴的内部填充有第一填充结构,所述辊体呈管状结构,所述辊体的内部和芯轴之间填充有第二填充结构;所述第一填充结构包括沿所述芯轴的轴向延伸的多个第一横板和多个第二横板,所述第一横板和第二横板的两侧分别连接在所述芯轴的内壁,多个第一横板和多个第二横板相垂直交错连接;所述第二填充结构包括沿所述辊体的轴向延伸的多个径向板、多个周向环板和多个填充子格;所述径向板沿所述辊体的径向延伸以连接在辊体和芯轴之间;多个周向环板的沿所述辊体的周向延伸以连接在多个径向板上,多个周向环板的径向尺寸不同;所述填充子格连接在所述周向环板和径向板的连接处,所述填充子格的截面呈四角星形,所述周向环板和径向板分别连接在填充子格的凹陷处;
23.所述第一填充结构和第二填充结构的布置可以使得整个模切辊的重量得到削减,提高了轻量化的水平。所述第一填充结构的布置不仅可以降低所述芯轴的重量,还可以提高所述芯轴整体的刚度,并且还可以使芯轴具有良好的抗弯特性。所述第二填充结构的布置不仅可以降低所述辊体的重量,还可以提高辊体的弹性,防止断裂。
24.2.多个第一横板均匀平行间隔布置,多个第二横板均匀平行间隔布置;所述径向板沿所述辊体的周向均匀间隔布置,相邻两个周向环板之间的间隔距离相同;所述填充子格呈中空结构;
25.所述芯轴的刚性均匀度高,不会出现个别位置强度降低的情况;
26.所述辊体的刚性均匀度高,不会出现个别位置强度降低的情况,更不会出现辊体的表面出现支撑不足的问题;
27.所述填充子格的横截面呈四角星形并且呈中空结构可以使得所述辊体的重量进一步降低,另外还可以使得辊体具有收到径向力时的弹性变形余量,运转更加顺畅,不易出现损坏。
28.3.所述芯轴由无缝钢管制成,所述辊体由无缝钢管制成;结构强度高,不易损坏。
附图说明
29.图1为本实用新型优选实施例中模切辊的立体示意图;
30.图2为本实用新型优选实施例中模切辊的局部纵截面示意图;
31.图3为本实用新型优选实施例中刀具的立体示意图;
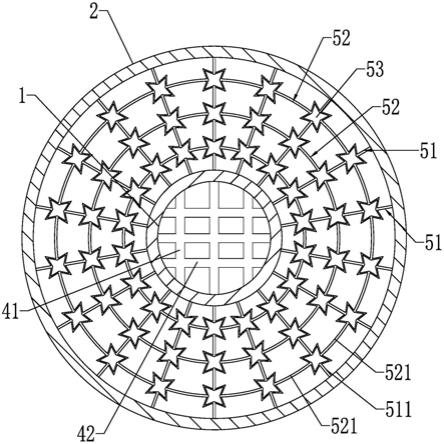
32.图4为本实用新型优选实施例中模切辊的横截面示意图,显示出第一填充结构和第二填充结构;
33.图5为本实用新型优选实施例中芯轴的横截面示意图;
34.图6为本实用新型优选实施例中第二填充结构的横截面示意图;
具体实施方式
35.下文结合附图和具体实施方式对本实用新型做进一步说明。
36.在下文中被用于描述附图的某些方向性术语,例如“内”、“外”、“上方”、“下方”和其它方向性术语,将被理解为具有其正常含义并且指正常看附图时所涉及的那些方向。除另有指明,本说明书所述方向性术语基本按照本领域技术人员所理解的常规方向。
37.本实用新型中所使用的术语“第一”、“第一个”、“第二”、“第二个”及其类似术语,在本实用新型中并不表示任何顺序、数量或重要性,而是用于将一个部件与其它部件进行区分。
38.参阅图1-图6,一种模切辊100,所述模切辊100包括芯轴1、辊体2和刀具3。所述辊体2和芯轴1均呈管状结构,在本实施例中,所述辊体2和芯轴1均由无缝钢管制成,其性能更佳,工作更稳定。所述辊体2的直径大于所述芯轴1,所述芯轴1穿设在所述辊体2的内部以使所述辊体2套接在所述芯轴1上,所述刀具3连接在所述辊体2上,所述芯轴1的两端受驱动而转动以带动所述辊体2转动,所述刀具3随着所述辊体2转动以对工件(例如,非金属材料、不干胶、eva、双面胶、电子、手机胶垫等)进行模切。
39.参阅图4-6,所述芯轴1的内部填充有第一填充结构4,所述辊体2的内部和芯轴1之间填充有第二填充结构5。所述第一填充结构4包括沿所述芯轴1的轴向延伸的多个第一横板41和第二横板42,所述第一横板41和第二横板42的两侧分别连接在所述芯轴1的内壁,多个第一横板41和多个第二横板42相垂直交错连接。所述第一横板41和第二横板42可以一体制成,例如,所述第一填充结构4由金属材质制成时(例如铁),所述第一横板41和第二横板42可以由一体铸造而成,所述第一横板41和第二横板42与芯轴1之间的连接通过焊接实现;所述第一横板41和第二横板42还可以通过拼接的方式实现连接,在此不再赘述。
40.所述第二填充结构5包括沿所述辊体2的轴向延伸的多个径向板51、多个周向环板52和多个填充子格53;所述径向板51沿所述辊体2的径向延伸以连接在辊体2和芯轴1之间;多个周向环板52的沿所述辊体2的周向延伸以连接在多个径向板51上,多个周向环板52的径向尺寸不同;所述填充子格53连接在所述周向环板52和径向板51的连接处,所述填充子
格53的截面呈四角星形,所述周向环板52和径向板51分别连接在填充子格53的凹陷处。所述径向板51、周向环板52和填充子格53可以一体制成,例如,所述第二填充结构5由金属材质制成时(例如铁),所述径向板51、周向环板52和填充子格53可以一体铸造而成,所述径向板51通过焊接的方式连接在所述芯轴1和辊体2之间。需要注意的是,所述径向板51和周向环板52可以理解成由多段板体连接的结构,例如单个径向板51包括多段分别连接在多个填充子格53上的径向子板511,单个周向环板52包括多段分别连接在多个填充子格53上的周向子板521。
41.所述第一填充结构4和第二填充结构5的布置可以使得整个模切辊100的重量得到削减,提高了轻量化的水平。所述第一填充结构4的布置不仅可以降低所述芯轴1的重量,还可以提高所述芯轴1整体的刚度,并且还可以使芯轴1具有良好的抗弯特性。所述第二填充结构5的布置不仅可以降低所述辊体2的重量,还可以提高辊体2的弹性,防止断裂。
42.在本实施例中,所述第一横板41均匀平行间隔布置,所述第二横板42均匀间隔布置。所述第一横板41和第二横板42分别均匀平行间隔布置在所述芯轴1内,所述芯轴1的刚性均匀度高,不会出现个别位置强度降低的情况。
43.在本实施例中,所述径向板51沿所述辊体2的周向均匀间隔布置,相邻两个周向环板52之间的间隔距离相同。具体来说,相邻两个径向板51之间的圆心角相同,相邻两个周向环板52沿所述辊体2的径向所间隔的距离相同。所述辊体2在工作时是进行转动并带动刀具3进行模切,因此所述径向板51和周向环板52的布置位置可以使得所述辊体2的刚性均匀度高,不会出现个别位置强度降低的情况,更不会出现辊体2的表面出现支撑不足的问题。
44.在本实施例中,所述填充子格53呈中空结构。所述填充子格53的横截面呈四角星形并且呈中空结构可以使得所述辊体2的重量进一步降低,另外还可以使得辊体2具有收到径向力时的弹性变形余量,运转更加顺畅,不易出现损坏。
45.参阅图1结合图3,所述刀具3包括第一半壳31和第二半壳32,所述第一半壳31和第二半壳32对接并套接在所述辊体2外,所述刀具3还包括延伸布置在所述第一半壳31和第二半壳32上的模切刀35。所述第一半壳31和第二半壳32分别呈半圆柱壳状,所述第一半壳31和第二半壳32相对接的一侧分别包括相互对接的凸起33和凹槽34,所述凸起33和凹槽34起到定位的作用,所述模切刀35延伸布置在所述第一半壳31和第二半壳32的外周壁上,所述模切辊100转动时带动所述刀具3的模切刀35对应模切工件。
46.在本实施例中,所述第一半壳31和第二半壳32通过销钉定位和螺栓锁固的方式可拆卸地连接在辊体2上。具体地,所述辊体2包括第一销钉孔22和第一螺栓孔,所述第一半壳31和第二半壳32分别包括与第一销钉孔22和第一螺孔21对应的销钉36和第二螺孔37,销钉36穿入第一销钉孔22以使第一半壳31和第二半壳32定位连接在所述辊体2上,螺栓分别穿过第一螺孔21和第二螺孔37以使第一半壳31和第二半壳32固定连接在所述辊体2上。在需要拆下所述刀具3时,工具,例如螺丝刀,被用于卸下螺栓和销钉,所述第一半壳31和第二半壳32能从所述辊体2拆下。在所述刀具3需要更换时,可以大大减少模切机的停机时间,从而使得模切机高效运行,对生产效率的提高具有重要的作用。
47.参阅图1结合图2,所述模切辊100还包括分别布置在所述辊体2两端的两个限位环套6,所述限位环套6包括与所述第一半壳31或第二半壳32的外周壁对应齐平的第一限位周壁61,所述限位环套6还包括与所述模切刀35的顶端对应齐平的第二限位周壁62。所述限位
环套6可以起到限制刀具3的吃刀量的作用,防止过度吃刀损坏刀具3。具体地,所述第一限位周壁61可以限制工件直接抵接至所述第一半壳31和第二半壳32的外周壁,所述第一限位周壁61和第二限位周壁62之间的高度差可以界定出刀具3的切割深度。
48.参阅图1结合图2,所述模切辊100还包括分别布置在所述芯轴1两端的两个轴承套7。在本实施例中,所述芯轴1的两端分别伸出所述辊体2以界定出用于连接所述轴承套7的端部,所述轴承套7套接在芯轴1的两端。所述辊体2的两端开口分别连接有第一挡板8,所述第一挡板8连接在所述辊体2和芯轴1之间。所述轴承套7的一端抵接所述第一挡板8。所述芯轴1的两端开口分别连接有第二挡板9。
49.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的设计构思并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,利用此构思对本实用新型进行非实质性的改动,均属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1