一种后桥半轴组装工作台的制作方法
1.本实用新型涉及后桥半轴组装技术领域,具体为一种后桥半轴组装工作台。
背景技术:
2.后桥半轴是汽车后驱动桥的核心部件,而半轴的安装直接影响后桥半轴的正常工作和运转。
3.现有的后桥半轴大都由后桥轴承和半轴组成,组装过程中,需要将后桥轴承固定,再使用冲床将半轴冲压进后桥轴承的轴承内圈中,由于后桥轴承是圆环形,很难固定,导致组装困难;此外,由于不同型号的后桥轴承直径不一样,现有的后桥轴承组装治具只能固定同一种直径的后桥轴承,导致适用性极差,因此设计一种后桥半轴组装工作台。
技术实现要素:
4.本实用新型的目的在于针对上述的不足,提供一种能自动将半轴装入后桥轴承,使用方便,适用性更强的后桥半轴组装工作台。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种后桥半轴组装工作台,包括工作台本体、设于所述工作台本体一侧的控制器、设于所述工作台本体上的轴承夹紧组件、设于所述轴承夹紧组件上方的半轴限位组件、设于所述半轴限位组件上方的压块、用于驱动所述压块上下滑动所采用的冲压组件以及用于安装所述冲压组件和半轴限位组件所采用的安装架,所述安装架的底端固定连接在所述工作台本体上,所述轴承夹紧组件用于夹紧后桥轴承,所述半轴限位组件用于给半轴限位,所述轴承夹紧组件、半轴限位组件和冲压组件均电性连接所述控制器。
7.进一步,所述轴承夹紧组件包括正对设置的两个夹紧块,用于驱动所述夹紧块水平移动的夹紧气缸,用于安装所述夹紧气缸所采用的夹紧座,两个所述夹紧块的正对面上均设有夹紧弧形槽,所述夹紧座固定在所述工作台本体上。
8.进一步,所述安装架为门字形安装架,所述半轴限位组件设有两组,两组所述半轴限位组件对称设于所述门字形安装架的竖向部。
9.进一步,所述半轴限位组件包括弧形限位块,用于驱动所述弧形限位块水平移动所采用的限位气缸,用于安装所述限位气缸所采用的限位座。
10.进一步,所述弧形限位块与半轴的接触面上嵌设有压力感应传感器,所述压力感应传感器电性连接所述控制器。
11.进一步,所述冲压组件包括多个冲压气缸,用于安装所述冲压气缸所采用的冲压座,所述冲压座固定在所述门字形安装架的横向部,所述冲压气缸的活塞杆杆头驱动连接所述压块。
12.本实用新型的有益效果是:
13.实际应用中,将后桥轴承水平放在工作台本体上,控制器通过控制轴承夹紧组件自动将后桥轴承夹紧,将半轴的底端正对轴承内圈,控制器控制半轴限位组件自动给半轴
限位,使其只能上下滑动,通过冲压组件驱动压块下滑将半轴底端压入轴承内圈中;本实用新型能自动将半轴装入后桥轴承,使用方便,适用性更强。
附图说明
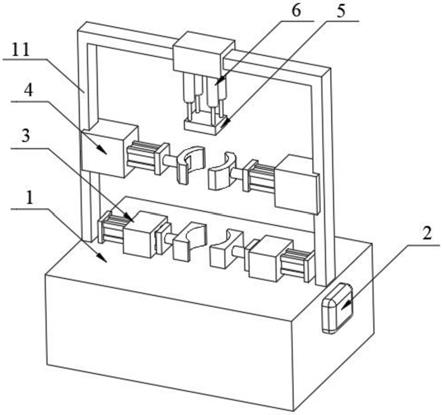
14.图1是本实用新型的整体结构示意图;
15.图2是本实用新型的主视图;
16.图3是图2中a-a处剖示图;
17.附图标记:工作台本体1;安装架11;控制器2;轴承夹紧组件3;夹紧块31;夹紧气缸32;夹紧座33;夹紧弧形槽34;半轴限位组件4;弧形限位块41;限位气缸42;限位座43;压块5;冲压组件6;冲压气缸61;冲压座62;压力感应传感器7。
具体实施方式
18.如图1、图2和图3所示,一种后桥半轴组装工作台,包括工作台本体1、设于所述工作台本体1一侧的控制器2、设于所述工作台本体1上的轴承夹紧组件3、设于所述轴承夹紧组件3上方的半轴限位组件4、设于所述半轴限位组件4上方的压块5、用于驱动所述压块5上下滑动所采用的冲压组件6以及用于安装所述冲压组件6和半轴限位组件4所采用的安装架11,所述安装架11的底端固定连接在所述工作台本体1上,所述轴承夹紧组件3用于夹紧后桥轴承,所述半轴限位组件4用于给半轴限位,所述轴承夹紧组件3、半轴限位组件4和冲压组件6均电性连接所述控制器2。
19.使用时,将后桥轴承水平放在工作台本体1上,控制器2通过控制轴承夹紧组件3自动将后桥轴承夹紧,将半轴的底端正对轴承内圈,控制器2控制半轴限位组件4自动给半轴限位,使其只能上下滑动,通过冲压组件6驱动压块5下滑将半轴底端压入轴承内圈中;本实用新型能自动将半轴装入后桥轴承,使用方便,适用性更强。
20.如图1、图2和图3所示,所述轴承夹紧组件3包括正对设置的两个夹紧块31,用于驱动所述夹紧块31水平移动的夹紧气缸32,用于安装所述夹紧气缸32所采用的夹紧座33,两个所述夹紧块31的正对面上均设有夹紧弧形槽34,所述夹紧座33固定在所述工作台本体1上;本实施例中,通过夹紧座33上的夹紧气缸32驱动夹紧块31移动,将后桥轴承夹紧在夹紧弧形槽34内。
21.如图1、图2和图3所示,所述安装架11为门字形安装架,所述半轴限位组件4设有两组,两组所述半轴限位组件4对称设于所述门字形安装架的竖向部;本实施例中,通过门字形安装架安装两组半轴限位组件4,通过对称设置的两组半轴限位组件4给半轴限位。
22.如图1、图2和图3所示,所述半轴限位组件4包括弧形限位块41,用于驱动所述弧形限位块41水平移动所采用的限位气缸42,用于安装所述限位气缸42所采用的限位座43;本实施例中,通过限位座43上的限位气缸42驱动弧形限位块41水平移动,给半轴的左右两侧限位。
23.如图1、图2和图3所示,所述弧形限位块41与半轴的接触面上嵌设有压力感应传感器7,所述压力感应传感器7电性连接所述控制器2;本实施例中,通过压力感应传感器7检测弧形限位块41的夹紧程度,使相邻弧形限位块41之间的半轴能上下滑动。
24.如图1、图2和图3所示,所述冲压组件6包括多个冲压气缸61,用于安装所述冲压气
缸61所采用的冲压座62,所述冲压座62固定在所述门字形安装架的横向部,所述冲压气缸61的活塞杆杆头驱动连接所述压块5;本实施例中,通过多个冲压气缸61的活塞杆杆头伸缩,驱动压块5上下滑动,将半轴压进半桥轴承内圈中。
25.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种后桥半轴组装工作台,其特征在于:包括工作台本体(1)、设于所述工作台本体(1)一侧的控制器(2)、设于所述工作台本体(1)上的轴承夹紧组件(3)、设于所述轴承夹紧组件(3)上方的半轴限位组件(4)、设于所述半轴限位组件(4)上方的压块(5)、用于驱动所述压块(5)上下滑动所采用的冲压组件(6)以及用于安装所述冲压组件(6)和半轴限位组件(4)所采用的安装架(11),所述安装架(11)的底端固定连接在所述工作台本体(1)上,所述轴承夹紧组件(3)用于夹紧后桥轴承,所述半轴限位组件(4)用于给半轴限位,所述轴承夹紧组件(3)、半轴限位组件(4)和冲压组件(6)均电性连接所述控制器(2)。2.根据权利要求1所述的一种后桥半轴组装工作台,其特征在于:所述轴承夹紧组件(3)包括正对设置的两个夹紧块(31),用于驱动所述夹紧块(31)水平移动的夹紧气缸(32),用于安装所述夹紧气缸(32)所采用的夹紧座(33),两个所述夹紧块(31)的正对面上均设有夹紧弧形槽(34),所述夹紧座(33)固定在所述工作台本体(1)上。3.根据权利要求1所述的一种后桥半轴组装工作台,其特征在于:所述安装架(11)为门字形安装架,所述半轴限位组件(4)设有两组,两组所述半轴限位组件(4)对称设于所述门字形安装架的竖向部。4.根据权利要求3所述的一种后桥半轴组装工作台,其特征在于:所述半轴限位组件(4)包括弧形限位块(41),用于驱动所述弧形限位块(41)水平移动所采用的限位气缸(42),用于安装所述限位气缸(42)所采用的限位座(43)。5.根据权利要求4所述的一种后桥半轴组装工作台,其特征在于:所述弧形限位块(41)与半轴的接触面上嵌设有压力感应传感器(7),所述压力感应传感器(7)电性连接所述控制器(2)。6.根据权利要求3所述的一种后桥半轴组装工作台,其特征在于:所述冲压组件(6)包括多个冲压气缸(61),用于安装所述冲压气缸(61)所采用的冲压座(62),所述冲压座(62)固定在所述门字形安装架的横向部,所述冲压气缸(61)的活塞杆杆头驱动连接所述压块(5)。
技术总结
本实用新型涉及后桥半轴组装技术领域,具体为一种后桥半轴组装工作台,包括工作台本体、控制器、轴承夹紧组件、半轴限位组件、压块、冲压组件以及用于安装所述冲压组件和半轴限位组件所采用的安装架,所述安装架的底端固定连接在所述工作台本体上,所述轴承夹紧组件用于夹紧后桥轴承,所述半轴限位组件用于给半轴限位;实际应用中,将后桥轴承水平放在工作台本体上,控制器通过控制轴承夹紧组件自动将后桥轴承夹紧,将半轴的底端正对轴承内圈,控制器控制半轴限位组件自动给半轴限位,使其只能上下滑动,通过冲压组件驱动压块下滑将半轴底端压入轴承内圈中;本实用新型能自动将半轴装入后桥轴承,使用方便,适用性更强。适用性更强。适用性更强。
技术研发人员:罗云涛
受保护的技术使用者:南平市建阳区恒泰汽配有限公司
技术研发日:2021.08.23
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1