一种密封型材安装定位辅助装置的制作方法
1.本技术涉及但不限于飞机橡胶密封型材装配技术领域,尤指一种密封型材安装定位辅助装置。
背景技术:
2.大飞机整流罩结构上分布较多的维护性口盖,因维护口盖需高频率拆卸,维护口盖常使用不脱落型口盖锁与机体结构连接。
3.用于安装维护口盖的不脱落型口盖锁的螺栓组件通过止动圈固定在口盖上,止动圈能随双线螺栓一起灵活转动,实现口盖锁螺栓组件的快速装卸而又不脱离口盖,可有效防止螺栓组件丢失或错装。另外,由于维护口盖的高频率拆卸结构对飞机的水密性有一定要求,因此,维护口盖与口框结构之间常设置橡胶密封材型进行结构密封,橡胶密封型材通过粘接剂与口盖或口框进行粘接。
4.然而,现有橡胶密封型材在安装过程中,存在定位难度大,且易发生滑移,粘接后易出现与口盖、口框上的孔不同心等问题。
技术实现要素:
5.本实用新型的目的:为了解决上述技术问题,本实用新型实施例提供了一种密封型材安装定位辅助装置,以解决现有橡胶密封型材在安装过程中,存在定位难度大,且易发生滑移,粘接后易出现与口盖、口框上的孔不同心等问题。
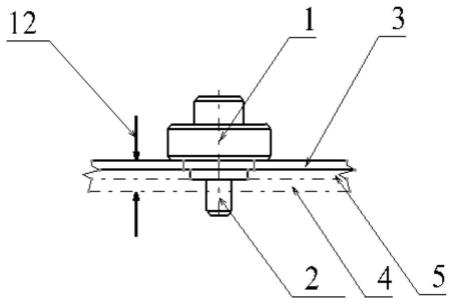
6.本实用新型的技术方案:本实用新型实施例提供一种密封型材安装定位辅助装置,包括:滚花螺母1、螺纹定位销2、安装压板3;
7.其中,待安装的橡胶密封型材5上开设有密封型材孔11,螺纹定位销2的中部设置有定位销挡片10,螺纹定位销2通过定位销挡片10套设在橡胶密封型材5的密封型材孔11内,螺纹定位销2的定位端9穿过口盖4上的口盖锁安装孔8,其螺纹端伸出橡胶密封型材5的外侧;
8.所述安装压板3上开设有压板通孔6,安装压板3通过压板通孔6套设在螺纹定位销2的螺纹端外部,并通过滚花螺母1与所述螺纹端的螺纹连接固定连接安装压板3、橡胶密封型材5和口盖4。
9.可选地,如上所述的密封型材安装定位辅助装置中,还包括:快速压紧器12;
10.所述快速压紧器12的一个压紧端位于安装压板3外侧,另一压紧端位于口盖4内侧,通过对两个压紧端施加相对的力,以压紧安装压板3、橡胶密封型材5和口盖4。
11.可选地,如上所述的密封型材安装定位辅助装置中,
12.所述口盖4与橡胶密封型材5之间通过粘接剂7进行粘接固定。
13.可选地,如上所述的密封型材安装定位辅助装置中,
14.所述橡胶密封型材5上的密封型材孔11的直径,远远大于口盖4上的口盖锁安装孔8的直径,使得以定位销挡片10装配到橡胶密封型材5上的螺纹定位销2,与橡胶密封型材5
一起安装在口盖4上时,通过定位销挡片10阻止粘接剂7进入口盖4的口盖锁安装孔8内。
15.可选地,如上所述的密封型材安装定位辅助装置中,
16.所述安装压板3设置为有机玻璃压板,且有机玻璃压板上开设的压板通孔6为长圆孔,用于定位压紧过程中调整有机玻璃压板的安装位置。
17.可选地,如上所述的密封型材安装定位辅助装置中,
18.所述螺纹定位销2与所述定位销挡片10为一体成型结构,且所述定位销挡片10与橡胶密封型材5的密封型材孔11的形状相配合。
19.本实用新型的有益效果:本实用新型实施例提供一种密封型材安装定位辅助装置,其结构简单,易于操作,制造成本较低;该安装定位辅助装置中设置的有机玻璃压板的重量轻,柔韧性强且不易损伤产品。采用本实用新型实施例提供的定位辅助装置,可以同时进行定位和压紧,使橡胶密封型材5与口盖4之间良好粘接,有效避免粘接后橡胶密封型材5与口盖4的孔不同心及粘接压紧过程中粘接剂7流入到口盖4的孔中;另外,有机玻璃压板上设置长圆孔,采用滚花螺母1将螺纹定位销2与有机玻璃压板进行连接,避免丢失,同时又可以用于定位压紧过程中的调节。
附图说明
20.附图用来提供对本实用新型技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本实用新型的技术方案,并不构成对本实用新型技术方案的限制。
21.图1为本实用新型实施例提供的一种密封型材安装定位辅助装置的外部结构示意图;
22.图2为图1所示实用新型实施例提供的密封型材安装定位辅助装置的截面图;
23.图3为图1所示实用新型实施例提供的密封型材安装定位辅助装置中安装压板和压板通孔的结构示意图。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚明白,下文中将结合附图对本实用新型的实施例进行详细说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
25.上述背景技术中已经说明,维护口盖与口框结构之间常设置橡胶密封材型进行结构密封,橡胶密封型材通过粘接剂与口盖或口框进行粘接。
26.现有橡胶密封型材在实际安装中,橡胶密封型材由于受材料本身影响不能钻孔,其口盖锁螺栓通过孔无法与口盖、口框上的通过孔同时制孔。现有技术为分别制孔,即密封型材上的孔采用冲孔,口盖及口框上的孔采用钻孔。密封型材与口盖或口框粘接过程中通过目视定位,由于密封型材结构较软,有一定的延展性,因此,现有橡胶密封型材在安装过程中,存在定位难度大,且易发生滑移,粘接后易出现与口盖、口框上的孔不同心等问题;另外,在粘接压紧过程中,粘接剂受挤压会流入到口盖或口框的孔中,清理过程较为困难,浪费人力,并且经常会出现清理不彻底导致口盖锁止动圈在运动过程中受外力而造成破坏,从而影响不脱落型口盖锁的功能。
27.针对现有橡胶密封型材在安装中存在的上述各项问题,本实用新型实施例提供了一种密封型材安装定位辅助装置,采用该装置,在安装过程中可以对密封型材进行定位、压紧,并起到防止粘接剂流入到结构孔中的作用。
28.本实用新型提供以下几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
29.图1为本实用新型实施例提供的一种密封型材安装定位辅助装置的外部结构示意图,图2为图1所示实用新型实施例提供的密封型材安装定位辅助装置的截面图。参照图1和图2所示,本实用新型实施例提供的密封型材安装定位辅助装置的主要结构,可以包括:滚花螺母1、螺纹定位销2、安装压板3。该密封型材安装定位辅助装置的功能为,将橡胶密封型材5安装在飞机口盖4上,并且在安装过程中要实现定位、压紧作用,并且需要防止用于安装的粘接剂流入到口盖4的孔中。
30.如图1和图2所示密封型材安装定位辅助装置的结构中,橡胶密封型材5上开设有密封型材孔11,螺纹定位销2的中部设置有定位销挡片10,螺纹定位销2通过定位销挡片10套设在橡胶密封型材5的密封型材孔11内,其定位端9穿过口盖4上的口盖锁安装孔8,其螺纹端伸出橡胶密封型材5的外侧。
31.在具体实施中,定位销挡片10与橡胶密封型材5的密封型材孔11的形状为相配合的,使得定位销挡片10正好可以嵌入到密封型材孔11内。另外,在一种较优的实施方式中,螺纹定位销2与定位销挡片10可以设置为一体成型结构。
32.如图1和图2所示密封型材安装定位辅助装置的结构中,安装压板3上开设有压板通孔6,安装压板3通过压板通孔6套设在螺纹定位销2的螺纹端外部,并通过滚花螺母1与螺纹端的螺纹连接固定连接安装压板3、橡胶密封型材5和口盖4。
33.在本实用新型实施例的一种可选地实施方式中,该安装压板3可以采用有机玻璃压板,且有机玻璃压板上开设的压板通孔6为长圆孔,在定位压紧过程中,可以通过长圆孔条件有机玻璃压板的安装位置。如图3所示,为图1所示实用新型实施例提供的密封型材安装定位辅助装置中安装压板和压板通孔的结构示意图。
34.参考图1所示,可选地,本实用新型实施例提供的密封型材安装定位辅助装置,在其结构上还可以包括:快速压紧器12。
35.快速压紧器12的一个压紧端位于安装压板3外侧,另一压紧端位于口盖4内侧,通过对两个压紧端施加相对的力,如图1所示的施力方向,可以将安装压板3、橡胶密封型材5和口盖4有效的压紧,并且保证压紧后滚花螺母1对螺纹定位销2的定位可靠性。
36.在实际应用中,在橡胶密封型材5的安装过程中,需要通过粘接剂7对口盖4与橡胶密封型材5之间进行粘接固定。
37.进一步地,针对现有橡胶密封型材在安装中粘接剂流入口盖4的问题,本实用新型实施例中在橡胶密封型材5上开设的密封型材孔11的直径,远远大于口盖4上的口盖锁安装孔8的直径;例如,口盖锁安装孔8的直径通常为6mm左右,密封型材孔11的直径在15mm~20mm,这样,可以使得以定位销挡片10装配到橡胶密封型材5上的螺纹定位销2,与橡胶密封型材5一起安装在口盖4上时,通过定位销挡片10阻止粘接剂7进入口盖4的口盖锁安装孔8内。
38.本实用新型实施例提供的密封型材安装定位辅助装置,其结构简单,易于操作,制
造成本较低;该安装定位辅助装置中设置的有机玻璃压板的重量轻,柔韧性强且不易损伤产品。采用本实用新型实施例提供的定位辅助装置,可以同时进行定位和压紧,使橡胶密封型材5与口盖4之间良好粘接,有效避免粘接后橡胶密封型材5与口盖4的孔不同心及粘接压紧过程中粘接剂7流入到口盖4的孔中;另外,有机玻璃压板上设置长圆孔,采用滚花螺母1将螺纹定位销2与有机玻璃压板进行连接,避免丢失,同时又可以用于定位压紧过程中的调节。
39.以下通过一个具体实施例对本实用新型实施例提供的密封型材安装定位辅助装置的具体实施方式进行详细说明。
40.参见图1到图3所示,该具体实施例密封型材安装定位辅助装置的结构主要包括:滚花螺母1、螺纹定位销2和安装压板3。待安装的橡胶密封型材5使用螺纹定位销2进行定位,代替了现有安装方案中的目视定位,螺纹定位销2上设置有定位销挡片10,该定位销挡片可以为设置在螺纹定位销2中部的圆形挡片,其不仅用于对橡胶密封型材5上的密封型材孔11进行定位,还可以有效阻挡粘接剂流入到口盖4或口框的孔中,螺纹定位销2一端插入口盖4的孔中进行定位,另一端设置为螺纹端,通过滚花螺母1将螺纹定位销2与安装压板3进行连接,可以避免整套定位、压紧结构的丢失;安装压板3例如采用质量较轻的有机玻璃压板,安装压板3上的孔设置为长圆孔,用于定位压紧过程中的调节。
41.进一步的,还可以采用快速压紧器12对安装压板3、橡胶密封型材5和口盖4进行压紧。
42.采用本实用新型实施例提供的密封型材安装定位辅助装置,对橡胶密封型材5和口盖4进行定位、压紧、安装的具体过程为:
43.步骤1,按照工程图样要求在口盖4上划线制出口盖锁安装孔8;
44.步骤2,将橡胶密封型材5与口盖4进行预定位,并通过有机玻璃压板3及快速压紧器12进行压紧;
45.步骤3,按照口盖4上已制出的口盖锁安装孔8在橡胶密封型材5上标记出橡胶密封型材孔11的位置;
46.步骤4,拆卸橡胶密封型材5,并冲压出橡胶密封型材孔11;
47.步骤5,在口盖4上涂覆粘接剂7,用于后续与橡胶密封型材5的粘接;
48.步骤6,将橡胶密封型材5通过橡胶密封型材孔11和螺纹定位销2及其定位销挡片10预装在有机玻璃压板3上,并采用滚花螺母1与螺纹定位销2的螺纹端连接,将橡胶密封型材5、有机玻璃压板3和螺纹定位销2和滚花螺母1连接成整体结构,有利于防止结构件的丢失;
49.步骤7,将螺纹定位销2的定位端9穿入口盖4的口盖锁安装孔8中;
50.步骤8,通过有机玻璃压板3上的长圆孔6调整有机玻璃压板3至合适位置,随后,拧紧滚花螺母1进行定位;
51.步骤9,采用快速压紧器12对有机玻璃压板3、橡胶密封型材5及口盖4的安装结构进行压紧;
52.步骤10,静止待粘接剂硫化后拆卸整个装置,完成橡胶密封型材粘接装配。
53.针对橡胶密封型材5安装、定位和粘接存在的问题,本实用新型实施例提供的密封型材安装定位辅助装置,在现有基础上通过安装定位辅助装置进行橡胶密封型材5的定位
及压紧,解决由于橡胶密封型材5结构较软而带来的定位困难问题,保证粘接后密封型材与口盖4、口框上的孔同心;避免粘接过程中粘接剂7受挤压流入到口盖4的孔中;提高橡胶密封型材5整体粘接质量,降低由于不同心或粘接剂清理不彻底导致的口盖锁止动圈在运动过程中受外力而造成破坏的风险。该实用新型实施例提供的密封型材安装定位辅助装置,已经在yg型机翼身整流罩口盖密封型材安装过程中进行验证和应用,且应用效果良好。
54.虽然本实用新型所揭露的实施方式如上,但所述的内容仅为便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。任何本实用新型所属领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1