一种返回弹簧限位钢丝挡圈装拆装置的制作方法
1.本实用新型涉及一种装拆装置,具体地说,是涉及一种返回弹簧限位钢丝挡圈的装拆装置。
背景技术:
2.返回弹簧限位钢丝挡圈的装配是齿轮箱装配的重要步骤,传统装配方法是把活塞、弹簧、弹簧座顺次装入传动轴组件,然后用压机辅以长套筒将卡簧装入。但对于船上等装配维修来说由于受设备场地等的限制,限位钢丝挡圈的装拆成一难题。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的是提供一种返回弹簧限位钢丝挡圈装拆装置,该装置结构小巧,适用范围广、操作方便,能解决船上等维修的难题。
4.基于上述目的,本实用新型提供一种返回弹簧限位钢丝挡圈装拆装置,该装置包括底盘、压板、压盘及压紧螺栓,所述底盘中部凸起用于固定活塞的周向,所述压板与底盘相对设置,且可相对底盘的轴向移动,所述压盘设置于压板远离底盘的一侧,其可在外力作用下带动压板沿压盘的轴向向靠近压盘的方向移动;
5.当进行返回弹簧限位钢丝挡圈的装配时,首先将活塞套设在底盘上,然后将弹簧装入活塞的导向孔内,再依次安装弹簧座和压板,最后用压盘配合压紧螺栓将弹簧预压到位,此时,活塞、弹簧、弹簧座及压板组成活塞组件,将活塞组件装入待装配的传动轴组件中,此时,活塞组件低于挡圈槽位置,将装限位钢丝挡圈到轴上相应位置,最后拆卸压盘及压板,弹簧座依靠弹簧的回弹力回弹至抵在限位钢丝挡圈上;
6.当进行返回弹簧限位钢丝挡圈的拆卸时,将压板穿过传动轴定位在弹簧座上,向靠近底盘方向压动压板,拆卸限位钢丝挡圈。
7.作为优选,所述压盘的中部限定有第一螺孔,所述底盘上对应地设置第二螺孔,第一螺孔和第二螺孔由压紧螺栓连接,当压紧螺栓旋入时,压盘推动压板向靠近底盘方向移动。
8.作为优选,所述压板靠近活塞的一侧限定有一环形凹槽,当弹簧的一端装入活塞的导向孔时,活塞的另一端嵌入在该环形槽内。
9.作为优选,压板面向活塞的一侧间隔地设置两等高的限位柱。
10.作为优选,压板的板面上靠近边缘处间隔地设置两个腰孔,当进行返回弹簧限位钢丝挡圈的拆卸时,采用双头的连接螺栓,该连接螺栓一头贯穿腰孔后拧入活塞,另一头通过螺母拧紧以施力压动压板。
11.与现有技术相比,本实用新型的有益效果为:
12.本实用新型通过把活塞、弹簧、弹簧座辅以工装先组成活塞组件,工装小巧、携带方便,适用范围广、操作方便,能解决船上等维修的难题。
附图说明
13.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的限定。
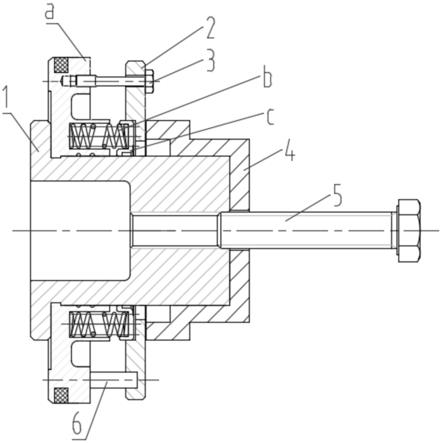
14.图1是本实用新型实施例中的返回弹簧限位钢丝挡圈装拆装置的整体结构示意图;
15.图2是本实用新型实施例中压板的结构示意图;
16.图3是本实用新型实施例中装拆装置在装配活塞组件状态下的结构示意图;
17.图4是本实用新型实施例中活塞组件的结构示意图;
18.图5是本实用新型实施例中装拆装置在装配返回弹簧限位钢丝挡圈过程中的结构示意图;
19.图6是本实用新型实施例中装拆装置在装配返回弹簧限位钢丝挡圈状态下的结构示意图。
20.其中,1、底盘;2、压板;3、连接螺栓;4、压盘;5、压紧螺栓;6、限位柱;
21.a、活塞;b、弹簧;c、弹簧座;d、挡圈。
具体实施方式
22.下面结合附图与实施例对本实用新型作进一步说明。
23.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
24.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
25.本实施例提供一种返回弹簧b限位钢丝挡圈装拆装置,该装置包括底盘1、压板2、压盘4及压紧螺栓5,所述底盘1中部凸起用于固定活塞a的周向,所述压板2与底盘1相对设置,且可相对底盘1的轴向移动,所述压盘4设置于压板2远离底盘1的一侧,其可在外力作用下带动压板2沿压盘4的轴向向靠近压盘4的方向移动;
26.当进行返回弹簧b限位钢丝挡圈的装配时,首先将活塞a套设在底盘1上,然后将弹簧b装入活塞a的导向孔内,再依次安装弹簧座c和压板2,最后用压盘4配合压紧螺栓5将弹簧b预压到位,此时,活塞a、弹簧b、弹簧座c及压板2组成活塞a组件,将活塞a组件装入待装配的传动轴组件中,此时,活塞a组件低于挡圈槽位置,将装限位钢丝挡圈到轴上相应位置,最后拆卸压盘4及压板2,弹簧座c依靠弹簧b的回弹力回弹至抵在限位钢丝挡圈上;
27.当进行返回弹簧b限位钢丝挡圈的拆卸时,将压板2穿过传动轴定位在弹簧座c上,向靠近底盘1方向压动压板2,拆卸限位钢丝挡圈;本装拆方法相比以前传统的把活塞a、弹簧b、弹簧座c顺次装入传动轴组件,然后用压机辅以长套筒将挡圈装入的创新之处是:它把活塞a、弹簧b、弹簧座c辅以工装先组成活塞a组件,工装小巧,携带方便,装拆灵活,解决了船上等维修的难题。
28.作为一种较优的实施方式,所述压盘4的中部限定有第一螺孔,所述底盘1上对应
地设置第二螺孔,第一螺孔和第二螺孔由压紧螺栓5连接,当压紧螺栓5旋入时,压盘4推动压板2向靠近底盘1方向移动。
29.作为一种较优的实施方式,所述压板2靠近活塞a的一侧限定有一环形凹槽,当弹簧b的一端装入活塞a的导向孔时,活塞a的另一端嵌入在该环形槽内。
30.作为一种较优的实施方式,压板2面向活塞a的一侧间隔地设置两等高的限位柱6。
31.作为一种较优的实施方式,压板2的板面上靠近边缘处间隔地设置两个腰孔,当进行返回弹簧b限位钢丝挡圈的拆卸时,采用双头的连接螺栓3,该连接螺栓3一头贯穿腰孔后拧入活塞a,另一头通过螺母拧紧以施力压动压板2。
32.实施例:以某型号齿轮箱中限位钢丝挡圈装拆为例,根据活塞a、弹簧座c尺寸及挡圈在轴上的位置设计底盘1、压板2、压板2上限位柱6的长度、压盘4,如图1示,然后按上述操作方式装配活塞a、弹簧b、弹簧座c、压板2,预压弹簧b到位后,用两连接螺栓3穿过压板2腰型孔拧入活塞a两螺孔中,装配好的活塞a组件如图4示。将活塞a组件装到传动轴组件,装配挡圈如图5示,拧出两连接螺栓3,拆卸压板2,弹簧座c弹回图6所示位置。拆卸时,用压板2穿过轴定位于弹簧座c上,双头螺栓一头拧入活塞a螺孔,一头用螺母拧紧施力,拆卸挡圈。
33.本实用新型通过把活塞、弹簧、弹簧座辅以工装先组成活塞组件,工装小巧、携带方便,适用范围广、操作方便,能解决船上等维修的难题。
34.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在不脱离本实用新型的原理和宗旨的情况下在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1