汽车发动机与变速箱合装用空心定位销安装装置的制作方法
1.本实用新型涉及汽车装配技术领域,尤其是涉及一种汽车发动机与变速箱合装用空心定位销安装装置。
背景技术:
2.汽车生产线上在进行发动机与变速箱合装时,通常使用长度11mm、外径11mm的小型空心定位销来限制变速箱与发动机相互之间的自由运动度,以保证发动机与变速箱之间的紧密度,便于合装紧固。
3.现有均是由装配人员一手拿定位销、一手拿手锤,手动敲击装入变速箱定位孔中;由于定位销体积较小,甚至还没有手指大,因此拿取定位销非常不便,且定位销装入变速箱定位孔时不宜对正,另外,在使用手锤进行敲击定位销时,还极易砸伤装配人员的手指,造成装配效率非常低。
技术实现要素:
4.本实用新型目的在于提供一种汽车发动机与变速箱合装用空心定位销安装装置。
5.为实现上述目的,本实用新型可采取下述技术方案:
6.本实用新型所述的汽车发动机与变速箱合装用空心定位销安装装置,包括:
7.一横杆,其内具有一与空心定位销外径一致的装配通道;
8.一握柄,垂直固连于所述横杆的外壁上,其内具有一用于排列放置所述空心定位销的送销通道,所述送销通道的下端为装载空心定位销的装入口,其上端与所述装配通道相连通;
9.一顶杆,自所述握柄的下端穿入所述送销通道内,用于将排列放置于送销通道内的空心定位销逐一顶入所述装配通道中;及
10.一振动杆,同轴穿设于所述装配通道内;
11.其中,所述振动杆的一端为用于将所述空心定位销推出装配通道外的工作端,其另一端为带有振动装置的驱动端,所述振动装置的振动方向与所述振动杆的轴向一致,用于击打振动杆使其敲击空心定位销装入变速箱定位孔中。
12.进一步的,在所述握柄上设置有一环套于所述顶杆下端的弹性顶推带;且所述顶杆的下端内凹,形成一用于卡固所述弹性顶推带的凹腔。
13.进一步的,在所述横杆上沿其长度方向开设有一与所述装配通道相连通的调整槽道,在所述振动杆上垂直设置有一自所述调整槽道内穿出的调整手柄。
14.进一步的,在所述装配通道的出销端口沿上沿周向设置有一环形结构的送销嘴,所述送销嘴与所述装配通道同轴设置,且送销嘴的内径与装配通道内径一致。
15.本实用新型优点在于通过手持握柄配合振动装置的启闭,便能轻松将小型的空心定位销装入变速箱定位孔中,实现排列于送销通道内的空心定位销连续输送,提高空心销钉的安装效率,并且还无需装配人员握持空心定位销以及握持手锤敲击,避免误伤装配人
员,提高空心定位销安装的安全性。
附图说明
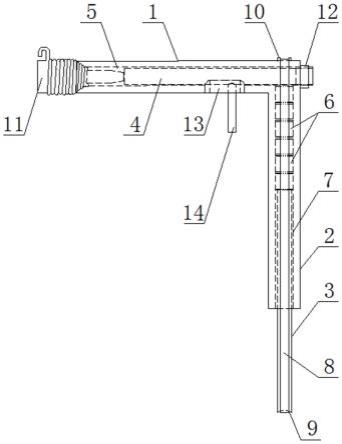
16.图1是本实用新型的结构示意图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1所示,本实用新型所述的汽车发动机与变速箱合装用空心定位销安装装置,包括一横杆1、一握柄2、一顶杆3及一振动杆4。
19.具体的,横杆1内具有一沿轴向设置的装配通道5,该装配通道5的直径应与汽车发动机和变速箱合装时所用的空心定位销6外径一致。
20.握柄2垂直固连于横杆1的外壁上,其内具有一用于排列放置空心定位销6的送销通道7,即空心定位销6在送销通道7内呈竖向排列成一列,且每一空心定位销6的轴线均应保持与装配通道5的轴线平行;另外,送销通道7的下端应为敞口结构的装入口,用于向送销通道7内装载空心定位销6,而送销通道7的上端则应与装配通道5相连通,从而能够逐一的将排列于送销通道7内的空心定位销6推入装配通道5中。
21.顶杆3自握柄2的下端穿入送销通道7内,用于向上顶推排列放置于送销通道7内的空心定位销6,从而逐一的将空心定位销6推入装配通道5中;为保证顶杆3的顶推力,在握柄2上还可设置一环套于顶杆3下端的弹性顶推带8,具体的,该弹性顶推带8可为环带,沿握柄2的长度方向绕设其上,弹性顶推带8的上端环过横杆1的上表面,其下端环过顶杆3下端,从而确保能够始终向上顶推顶杆3;另外,为尽可能的避免弹性顶推带8与顶杆3下端脱离,顶杆3的下端还可设置呈中部向内凹陷的弧面结构,从而形成一个用于卡固弹性顶推带8的凹腔9,另外,还可在横杆1的上表面上设置一能够卡固弹性顶推带8上端的卡槽10。
22.振动杆4同轴穿设于装配通道5内,振动杆4的一端为用于将空心定位销6推出装配通道5外的工作端,其另一端为带有振动装置11的驱动端,该振动装置11可采用日本瓜生制作株式会社生产的型号为brh-1ud的气动铆钉锤,振动装置11的振动方向与振动杆4的轴向一致,通过振动装置11的开启来带动其振动头沿轴向击打振动杆4,从而使振动杆4敲击经送销通道7送入装配通道5内的空心定位销6,使空心定位销6自装配通道5的出销端(即与振动杆4的工作端相对应的装配通道5前端)推出,装入变速箱定位孔中,无需再通过人工手动敲击空心定位销6来装入变速箱定位孔,避免误伤装配人员,提高空心定位销6安装的安全性及安装效率。
23.另外,为方便能够对准变速箱定位孔,还在装配通道5的出销端口沿上沿周向设置有一环形结构的送销嘴12,送销嘴12与装配通道5同轴设置,且送销嘴12的内径与装配通道5的内径一致,能够通过送销嘴12来快速且准确的与变速箱定位孔对准。进一步的,还可在横杆1上沿长度方向开设一与装配通道5相连通的调整槽道13,并在振动杆4上垂直设置一自调整槽道13内穿出的调整手柄14,通过搬动调整手柄14来推动振动杆4,使振动杆4能够
在手动操作下,将送入装配通道5内的空心定位销6先推至送销嘴12处,之后再开启振动装置11来击打振动杆4,进而击打空心定位销6,将空心定位销6装入变速箱定位孔中。
技术特征:
1.一种汽车发动机与变速箱合装用空心定位销安装装置,其特征在于:包括一横杆,其内具有一与空心定位销外径一致的装配通道;一握柄,垂直固连于所述横杆的外壁上,其内具有一用于排列放置所述空心定位销的送销通道,所述送销通道的下端为装载空心定位销的装入口,其上端与所述装配通道相连通;一顶杆,自所述握柄的下端穿入所述送销通道内,用于将排列放置于送销通道内的空心定位销逐一顶入所述装配通道中;及一振动杆,同轴穿设于所述装配通道内;其中,所述振动杆的一端为用于将所述空心定位销推出装配通道外的工作端,其另一端为带有振动装置的驱动端,所述振动装置的振动方向与所述振动杆的轴向一致,用于击打振动杆使其敲击空心定位销装入变速箱定位孔中。2.根据权利要求1所述的汽车发动机与变速箱合装用空心定位销安装装置,其特征在于:在所述握柄上设置有一环套于所述顶杆下端的弹性顶推带。3.根据权利要求2所述的汽车发动机与变速箱合装用空心定位销安装装置,其特征在于:所述顶杆的下端内凹,形成一用于卡固所述弹性顶推带的凹腔。4.根据权利要求1所述的汽车发动机与变速箱合装用空心定位销安装装置,其特征在于:在所述横杆上沿其长度方向开设有一与所述装配通道相连通的调整槽道,在所述振动杆上垂直设置有一自所述调整槽道内穿出的调整手柄。5.根据权利要求1所述的汽车发动机与变速箱合装用空心定位销安装装置,其特征在于:在所述装配通道的出销端口沿上沿周向设置有一环形结构的送销嘴,所述送销嘴与所述装配通道同轴设置,且送销嘴的内径与装配通道内径一致。
技术总结
本实用新型公开了一种汽车发动机与变速箱合装用空心定位销安装装置,包括一横杆,其内具有一与空心定位销外径一致的装配通道;一握柄,垂直固连于横杆的外壁上,其内具有一送销通道,送销通道的下端为装载空心定位销的装入口,其上端与装配通道相连通;一顶杆,自握柄的下端穿入送销通道内;一振动杆,同轴穿设于装配通道内;其中,振动杆的一端为工作端,其另一端为带有振动装置的驱动端,振动装置的振动方向与振动杆的轴向一致。本实用新型优点在于能轻松将小型的空心定位销装入变速箱定位孔中,实现空心定位销连续输送,提高空心销钉的安装效率,避免误伤装配人员,提高空心定位销安装的安全性。安装的安全性。安装的安全性。
技术研发人员:杨彦照 王建洲 王立明 张华民 赵克 刘帅 于洋 张普
受保护的技术使用者:郑州日产汽车有限公司
技术研发日:2021.12.14
技术公布日:2022/9/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1