一种面向大型复杂构件的机器人轨迹自适应修正方法
1.本发明涉及一种离线轨迹自适应修正方法。特别是涉及一种面向的大型复杂构件的轨迹姿态自适应修正方法。
背景技术:
2.随着智能制造技术的发展,越来越多的需要喷涂工艺的工厂开始使用自动化生产线,离线轨迹规划发挥了巨大的作用,其技术也在不断成熟。其中包含,离线编程、轨迹修正、离线仿真等。而轨迹优化和修正是喷涂机器人离线编程系统中的关键技术。
3.在复杂大型构件生产领域,由于前道工序造成的构件形变,构件实际点云与理论数模会存在较大差异,仅对整体点云进行旋转和平移操作可能难以完成标准数模点云向测得点云间的配准,即刚性配准方法可能失效。由此引入非刚性配准的方法,即使每个点在三个坐标上都具有一个缩放因子,实现局部缩放,从而达到精确配准的效果。但是针对上述提到的非刚性配准方法计算量相当大,会导致匹配时间过长,无法达到加工过程实时的特性。其次,现在多数情况下,工程师是利用现有的经验、知识储备以及现场工况,针对离线轨迹和姿态进行修改。仅靠工程师根据自身经验知识已经现场的观察来修正姿态和轨迹会造成工艺精度的下降,其次,不同的工程师会有不同的修正方案,后期难以维护。
技术实现要素:
4.本发明的目的在于解决现有技术所存在的技术问题,提出一种面向大型复杂构件的机器人轨迹自适应修正方法,基于构件信息及工艺规则的机器人轨迹进行自适应修正,解决大型构件离线加工程序与现场构件难以匹配的难题。
5.为达到上述目的,本发明采用下述技术方案:
6.一种面向的大型复杂构件的轨迹姿态自适应修正方法,操作步骤如下:
7.1)生成离线轨迹:
8.建立工件坐标系,机器人坐标系,工具坐标系,将产品的标准数模导入计算机,通过离散处理,得到点云文件;通过手动示教或者自动离线生成的方式,按照工艺规则生成轨迹和姿态,作为后续步骤的标准配准位姿;
9.2)构件点云采集及预处理:
10.多视角激光传感器对构件进行三维点云采集,采用工件运动、相机静止方案,选用地轨链板输送线,通过点云的拼接技术,得到构件扫描点云数据;同时对稠密点云进行预处理,通过构造基于点云配准精度和配准速度的评价指标,寻找能够不破坏点云数据几何结构,保留构件局部细节特征,有效减小点云规模和密度;
11.3)变形区域识别及配准处理:
12.首先对扫描进行降噪、降采样,然后使用刚性配准方法进行粗配准,识别出变形量较大的部分,减少进行细配准时的计算量,节约配准时间,具体采用欧式距离作为变形量评价标准,设置阈值,将点云按照结构特征进行区域以及不同机器人工作范围进行划分,划分
为几个不同的区域,计算平均距离和阈值的关系判断该区域是否需要进行非刚性配准,若大于阈值,则该区域进行整体非刚性配准;若小于阈值,则该区域维持刚性配准结果;接着根据非刚性配准方法来实现细配准,变形区域中的每个配准点都拥有一个伸缩因子,最后将刚性配准和非刚性配准的点云进行拼接,得到所有点云的变换因子,在后续步骤中将其作为变换矩阵,从而进行轨迹和姿态的自适应修正;
13.4)轨迹自适应修正:
14.考虑到大型构件变形是剪切、扭转、弯曲和伸缩变形的叠加状态,轨迹自适应分为两步:首先忽略伸缩变形,只考虑变形区域中的剪切、扭转和弯曲类变形,利用变换函数将原始点云的标准轨迹整体映射到实际点云上去,根据加工构件要求进行轨迹形状的修正和优化;然后考虑拉伸变形,机器人标准作业轨迹可能变得过于稀疏或密集而不满足工艺要求,需要先对标准轨迹进行密集化处理,再利用插值方法重新选取合适的轨迹点,同时兼顾节拍的变化,根据新轨迹的个数,重新计算机器人节拍,并调整运行速度;
15.5)姿态自适应修正:
16.首先赋予轨迹点初始姿态,具体赋值方案如下:
17.在配准轨迹点的周围以轨迹点间距的一半为半径,取此部分点云的平均法向量作为参考基准,再根据工艺参数在此基础上进行偏转修正,以此作为初始姿态。随后,由于构件变形量修正的机器人轨迹可能存在部分姿态由于逆运动学无解而导致机器人不可达的情况,为此,采用一种基于迭代的机器人求取逆解方法,用来校验新生成轨迹是否在满足工艺合理性的同时,也能够满足机器人可达性。若不满足,则设置迭代机制根据工艺规则,对机器人轨迹持续优化,直到输出符合工艺要求以及机器人可达性要求修正机器人作业轨迹。
18.优选地,所述步骤4)中的具体方法为:
19.针对剪切、扭转、弯曲变形的机器人轨迹修正,在步骤3)得到配准变换矩阵后,将步骤2)生成的标准轨迹点进行变换,计算得到配准后的轨迹点位置和姿态;此时,按照工艺知识库对新的轨迹划分特征区域并进行修正,其中调整轨迹点的形状,在配准过程中原有轨迹的间距会发生变化,变得不符合喷涂标准,此时新的的轨迹会从工艺知识库中重新匹配对应规则,重新调整作业道数,完成修正。当构件发生拉伸变形时,实际构件扫描得到点云密度明显多于模型离线点云的情况,原始轨迹点经过变换函数生成的新的轨迹点将变的稀疏,从而使精度下降。本项目采取一种点云切片的技术,在实际扫描点云上按照映射后的轨迹进行切片,从而得到扫描点云表面一条连续的轨迹点,继续进行插值得到密集点,再根据对剪切、扭转和弯曲变形的机器人轨迹修方法进行轨迹修正。
20.优选地,所述步骤5)中具体的姿态优化计算方法为:
21.针对不可达点结合前一个轨迹点和后一个轨迹的姿态进行评估,判断是否为喷涂过渡点的起始点,若是:复制上一点姿态;若不是:在上一点和下一点之间取喷涂方向的中间向量(z
i-1
+z
i+1
),并将此中间向量作为此点的喷涂方向,绕其不断向顺时针和逆时针以同一步长寻找存在逆解的姿态,若同时存在,计算两种情况机器人各关节角之和(θ1+θ2+
…
+θn),取较小值的作为最优解。
22.与现有技术相比,本发明具有如下显而易见的突出实质性特点和显著优点:
23.1.本发明的方法使用刚性配准粗定位变形区域,非刚性配准精匹配扫描点云和标
准点云,提高了零件感知精度,既能够保证变形特征被精确定位,又能够减小计算量缩短计算时间;轨迹自适应技术将工程师的经验转化成了可定量描述的信息,规范化了轨迹适应方案;姿态自适应技术将最终的轨迹点验证是否存在逆解,保证了所有的轨迹点都能够到达,从而生成完整修正轨迹;
24.2.本发明通过结合离线编程和现场扫描点云的方法进行轨迹和姿态的自适应修正;解决了大型构件离线加工程序与现场构件难以匹配的难题,取代了人工手动修轨迹,并且结合刚性配准和非刚性配准,提高了现场数据和离线数据配准的计算速度;
25.3.本发明通过现场零件扫描感知取代工程师评估,更准确的进行特征提取;通过刚性配准结合非刚性配准的方法,在保留原有大部分轨迹的基础上,将局部变形量大的部分识别并进行配准,快速进行模型修正;通过轨迹知识库的工艺规则快速匹配对应的修正方案,实现轨迹自适应功能;通过修正轨迹点的可达性检查,针对不可达点在所有的可达解中搜寻最优解,实现姿态自适应功能。最终实现整套轨迹和位姿的输出。
附图说明
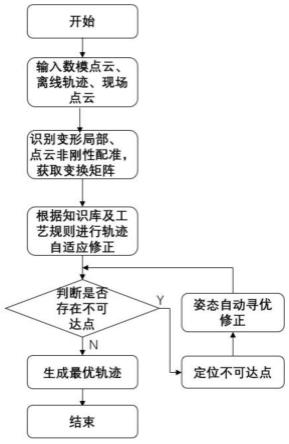
26.图1为本发明方法的流程图。
27.图2为本发明优选实施例的变形区域识别及配准处理的流程图。
28.图3为本发明优选实施例的姿态自适应修正的流程图。
具体实施方式
29.本发明就优选实施例结合附图详述如下:
30.实施例一:
31.参见图1,一种面向大型复杂构件的机器人轨迹自适应修正方法,操作步骤如下:
32.1)生成离线轨迹:
33.建立工件坐标系,机器人坐标系,工具坐标系,将产品的标准数模导入计算机,通过离散处理,得到点云文件;通过手动示教或者自动离线生成的方式,按照工艺规则生成轨迹和姿态,作为后续步骤的标准配准位姿;
34.2)构件点云采集及预处理:
35.利用多视角激光传感器对构件进行三维点云采集,采用工件运动、相机静止方案,选用地轨链板输送线,通过点云的拼接方法,得到构件扫描点云数据;同时对稠密点云进行预处理,通过构造基于点云配准精度和配准速度的评价指标,寻找能够不破坏点云数据几何结构,保留构件局部细节特征,有效减小点云规模和密度;
36.3)变形区域识别及配准处理:
37.计算机输入数模、离线轨迹以及现场扫描点云,针对现场扫描点云进行预处理,使其样本量减小去除噪声,然后使用刚性配准方法进行粗配准,识别出变形量较大的部分,减少进行细配准时的计算量,节约配准时间;具体采用欧式距离作为变形量评价标准,设置阈值,将点云按照结构特征进行区域以及不同机器人工作范围进行划分,划分为几个不同的区域,计算平均距离和阈值的关系判断该区域是否需要进行非刚性配准,若大于阈值,则该区域进行整体非刚性配准;若小于阈值,则该区域维持刚性配准结果;
38.接着根据非刚性配准方法来实现细配准,变形区域中的每个配准点都拥有一个伸
缩因子,最后将刚性配准和非刚性配准的点云进行拼接,得到所有点云的变换因子,在后续步骤中将其作为变换矩阵,从而进行轨迹和姿态的自适应修正;
39.4)轨迹自适应修正:
40.考虑到大型构件变形是剪切、扭转、弯曲和伸缩变形的叠加状态,轨迹自适应分为两步:
41.首先忽略伸缩变形,只考虑变形区域中的剪切、扭转和弯曲类变形,利用变换函数将原始点云的标准轨迹整体映射到实际点云上去,根据加工构件要求进行轨迹形状的修正和优化;
42.然后考虑拉伸变形,机器人标准作业轨迹可能变得过于稀疏或密集而不满足工艺要求,需要先对标准轨迹进行密集化处理,再利用插值方法重新选取合适的轨迹点,同时兼顾节拍的变化,根据新轨迹的个数,重新计算机器人节拍,并调整运行速度;
43.5)姿态自适应修正:
44.首先赋予轨迹点初始姿态,具体赋值方案如下:
45.在配准轨迹点的周围以轨迹点间距的一半为半径,取此部分点云的平均法向量作为参考基准,再根据工艺参数在此基础上进行偏转修正,以此作为初始姿态;
46.随后,考虑到构件变形量修正的机器人轨迹可能存在部分姿态由于逆运动学无解而导致机器人不可达的情况,采用一种基于迭代的机器人求取逆解方法,用来校验新生成轨迹是否在满足工艺合理性的同时,也能够满足机器人可达性;若不满足,则设置迭代机制根据工艺规则,对机器人轨迹持续优化,直到输出符合工艺要求以及机器人可达性要求修正机器人作业轨迹。
47.本实施例方法使用刚性配准粗定位变形区域,非刚性配准精匹配扫描点云和标准点云,提高了零件感知精度,既能够保证变形特征被精确定位,又能够减小计算量缩短计算时间;采用轨迹自适应方法将工程师的经验转化成了可定量描述的信息,规范化了轨迹适应方案;姿态自适应方法将最终的轨迹点验证是否存在逆解,保证了所有的轨迹点都能够到达,从而生成完整修正轨迹。
48.实施例二:
49.本实施例与实施例一基本相同,特别之处如下:
50.在本实施例中,所述步骤4)中,针对综合变形分量中的剪切、扭转、弯曲变形,在步骤3)得到配准变换矩阵后,将标准轨迹点进行变换,计算得到配准后的轨迹点位置和姿态;此时,按照工艺知识库对新的轨迹划分特征区域并进行修正,其中调整每条轨迹的形状,在非刚性配准后,原有的直线轨迹在变换后可能会产生抖动的轨迹,为此,针对以上情况需要调整轨迹的形状,从而达到工作要求;大型构件在加工的时候难免发生变形从而产生制造误差,实际构件扫描得到点云密度明显多于或稀疏于模型离线点云的情况,原始轨迹点经过变换函数生成的新的轨迹点将变的稀疏或密集,从而使精度下降获或加工节拍变长;采取一种点云切片的技术,在实际扫描点云上按照映射后的轨迹选取合适的参考点进行切片,得到扫描点云表面一条连续的轨迹,之后利用轨迹点与切面的距离和作为评价标准,向梯度减小的方向不断调整切面角度,使其精度达到要求范围,选取此时的切面对模型进行处理,得到最优轨迹,继续在此轨迹上进行插值得到姿态和位置密集点,根据要求确定轨迹点密度并选取。
51.在本实施例中,所述步骤5)中具体的姿态优化计算方法为:
52.针对不可达点结合前一个轨迹点和后一个轨迹的姿态进行评估,判断是否为喷涂过渡点的起始点,若是:复制上一点姿态工具坐标系的前进轴y轴,固定z轴方向,更新x轴,重新计算y轴,确定此点姿态;若不是:在上一点和下一点之间取喷涂方向的中间向量(z
i-1
+z
i+1
),并将此中间向量作为此点的喷涂方向,绕其不断向顺时针和逆时针以同一步长寻找存在逆解的姿态,若同时存在,计算两种情况机器人各关节角之和(θ1+θ2+
…
+θn),取较小值的作为最优解,(θ1+θ2+
…
+θn)代表各关节角。
53.本实施例通过结合离线编程和现场扫描点云的方法进行轨迹和姿态的自适应修正;解决了大型构件离线加工程序与现场构件难以匹配的难题,取代了人工手动修轨迹,并且结合刚性配准和非刚性配准,提高了现场数据和离线数据配准的计算速度;本发明通过结合离线编程和现场扫描点云的方法进行轨迹和姿态的自适应修正;解决了大型构件离线加工程序与现场构件难以匹配的难题,取代了人工手动修轨迹,并且结合刚性配准和非刚性配准,提高了现场数据和离线数据配准的计算速度;本实施例通过刚性配准结合非刚性配准的方法,在保留原有大部分轨迹的基础上,将局部变形量大的部分识别并进行配准,快速进行模型修正;通过轨迹知识库的工艺规则快速匹配对应的修正方案,实现轨迹自适应功能;通过修正轨迹点的可达性检查,针对不可达点在所有的可达解中搜寻最优解,实现姿态自适应功能。最终实现整套轨迹和位姿的输出。
54.实施例三:
55.参见图1,一种面向大型复杂构件的机器人轨迹自适应修正方法,步骤如下:
56.1)生成离线轨迹:根据机器人建立dh模型,并建立工件坐标系,机器人坐标系,工具坐标系,将产品数模命名并导入计算机,通过离散处理,得到点云文件。通过手动示教或者自动离线生成的方式,按照工艺规则生成轨迹和姿态。
57.2)构件点云采集及预处理:多视角激光传感器对构件进行三维点云采集,采用工件运动、相机静止方案,选用地轨链板输送线,通过点云的拼接技术,得到构件扫描点云数据。同时对稠密点云进行预处理,通过构造基于点云配准精度和配准速度的评价指标,寻找能够不破坏点云数据几何结构,保留构件局部细节特征,有效减小点云规模和密度。
58.3)变形区域识别及配准处理:首先基于点云数据拓扑结构的kd树的近邻搜索方法,利用半径滤波器高效地去除离群点,然后使用刚性配准方法进行粗配准,识别出变形量较大的部分,减少进行细配准时的计算量,节约配准时间,具体采用欧式距离作为变形量评价标准,设置阈值,将点云按照结构特征进行区域划分,并根据平均距离和阈值的关系判断该区域是否需要进行非刚性配准。接着根据非刚性配准方法来实现细配准,变形区域中的每个配准点都拥有一个伸缩因子,在后续步骤中将其作为变换矩阵,从而进行轨迹和姿态的自适应修正。
59.4)轨迹自适应修正:针对变形区域中的剪切、扭转和弯曲类变形,可以不考虑点云密度的变化,利用变换函数将原始点云和轨迹整体映射到实际点云上去,根据工艺规则进行轨迹和姿态的修正和优化。但是当构件发生拉伸变形时,机器人标准作业轨迹可能变得过于稀疏而不满足工艺要求,就需要先对标准轨迹进行密集化处理,再利用插值方法对机器人姿态进行优化。
60.5)姿态自适应修正:根据构件变形量修正的机器人轨迹可能存在部分姿态由于逆
运动学无解而导致机器人不可达的情况。为此,采用一种基于迭代的机器人求取逆解方法,用来校验新生成轨迹是否在满足工艺合理性的同时,也能够满足机器人可达性。若不满足,则设置迭代机制根据工艺规则,对机器人轨迹持续优化,直到输出符合工艺要求以及机器人可达性要求修正机器人作业轨迹。
61.在所述步骤4)中的具体方法为:实例中采用的机器人为irb5400,喷涂工具采用非球型手腕,其dh参数如下表1:
62.表1.dh参数表
63.iθ
idiai-1
α
i-1
1θ1d1002θ20a
1-90
°
3θ30a204θ4d4a
3-90
°
5θ5d50β6-θ5d60-2β7θ6d70β
64.针对综合变形分量中的剪切、扭转、弯曲变形,在步骤3)得到配准变换矩阵后,将步骤2)生成的标准轨迹点进行变换,计算得到配准后的轨迹点位置和姿态。此时,按照工艺知识库对新的轨迹划分特征区域并进行修正,其中调整每条轨迹的形状,在非刚性配准后,原有的直线轨迹在变换后可能会产生抖动的轨迹,为此,针对以上情况需要调整轨迹的形状,从而达到工作要求。大型构件在加工的时候难免发生变形从而产生制造误差,实际构件扫描得到点云密度明显多于或稀疏于模型离线点云的情况,原始轨迹点经过变换函数生成的新的轨迹点将变的稀疏或密集,从而使精度下降获或加工节拍变长。本发明采取一种点云切片的技术,在实际扫描点云上按照映射后的轨迹选取合适的参考点进行切片,得到扫描点云表面一条连续的轨迹,之后利用轨迹点与切面的距离和作为评价标准,向梯度减小的方向不断调整切面角度,使其精度达到要求范围,选取此时的切面对模型进行处理,得到最优轨迹,继续在此轨迹上进行插值得到姿态和位置密集点,根据要求确定轨迹点密度并选取。
65.所述步骤5)中具体的姿态优化计算方法为:首先输出修改后轨迹,取其中的一行轨迹点作为实例分析,具体位置和姿态如下表2:
66.表2.具体位置和姿态信息表
[0067][0068]
计算不可达点,针对轨迹点104结合前一个轨迹点和后一个轨迹的姿态进行评估,判断是否为喷涂过渡点的起始点,此点不是过渡点:在上一点和下一点之间取喷涂方向的中间向量(z
i-1
+z
i+1
),即为(1.73205-6.00926e-171)并将此中间向量作为此点的喷涂方向,绕其不断向顺时针和逆时针以1
°
作为步长寻找存在逆解的姿态,当逆时针旋转7
°
时找到逆解,且顺时针7
°
无逆解,取此时的姿态作为最优姿态并更新轨迹。
[0069]
本发明上述实施例面向大型复杂构件的机器人轨迹自适应修正方法,首先变形区域识别及配准处理,然后进行轨迹自适应修正,再进行姿态自适应修正。本发明上述实施例
通过结合离线编程和现场扫描点云的方法进行轨迹和姿态的自适应修正。上述实施例解决了大型构件离线加工程序与现场构件难以匹配的难题,取代了人工手动修轨迹,并且结合刚性配准和非刚性配准,提高了现场数据和离线数据配准的计算速度。本发明上述实施例通过现场零件扫描感知取代工程师评估,更准确的进行特征提取;通过刚性配准结合非刚性配准的方法,在保留原有大部分轨迹的基础上,将局部变形量大的部分识别并进行配准,快速进行模型修正;上述实施例通过轨迹知识库的工艺规则快速匹配对应的修正方案,实现轨迹自适应功能;通过修正轨迹点的可达性检查,针对不可达点在所有的可达解中搜寻最优解,实现姿态自适应功能。最终实现整套轨迹和位姿的输出。
[0070]
上面对本发明实施例结合附图进行了说明,但本发明不限于上述实施例,还可以根据本发明的发明创造的目的做出多种变化,凡依据本发明技术方案的精神实质和原理下做的改变、修饰、替代、组合或简化,均应为等效的置换方式,只要符合本发明的发明目的,只要不背离本发明的技术原理和发明构思,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1