一种自动生产线机器人换电极帽系统的制作方法
本发明涉及自动生产线机器人维护,特别涉及一种自动生产线机器人电极帽更换的调控系统。
背景技术:
1、汽车制造行业大量使用机器人自动焊钳,相应的,需要大量更换电极帽。
2、机器人更换电极帽的方式包括:
3、1、将plc与机器人手动进行脱机,人为操作机器人进入维修位置,使用拆卸扳手进行手动换帽,plc无法控制换帽步骤;
4、2.plc与机器人连接正常,人为操作面板不考虑、电极帽磨损程度、焊接次数等因素,执行进行强制换帽,应用场景包括:设备调试过程、质量认证过程、其他非正常工作范围或特殊测试需求需要。
5、3.plc与机器人连接正常,全自动工作常态,达到电极帽更换条件/使用寿命,机器人自动运行,换帽程序,进行换帽。
6、目前,机器人电极帽更换是以焊接控制器反馈回来的焊点修磨寿终作为更换信号;由于整条生产线有大量机器人,而且,每个机器人的焊接点数不一致,仅以焊点修磨寿终作为更换信号,导致各机器人频繁停机更换电极帽,降低了生产效率。对于同一个机器人包含的多个电极帽,更换也不同步,造成节拍上的浪费。
7、急需一种能够更加智能的电极帽更换的调控系统来缓解节拍的浪费。
技术实现思路
1、本发明提供一种自动生产线机器人换电极帽系统,通过多个分段控制实现不同条件下的电极帽更换,运用plc编程将不同条件下电极帽的更换有效贯通,从而提升了生产效率。
2、本发明所述的一种自动生产线机器人换电极帽系统,包括:plc、多个机器人、铣削装置,plc分别与多个机器人、铣削装置双向数据连接;其中,
3、plc记录各个机器人的焊接次数、周期焊点数、铣削标准次数;
4、plc将机器人的焊接次数与铣削标准次数进行比较后,控制铣削装置对机器人电极帽进行铣削并记录铣削次数;
5、plc依据预设的电极帽更换标准及机器人的周期焊点数,获得机器人的电极帽更换周期;
6、plc依据机器人的电极帽更换周期将机器人分为多个工作组;
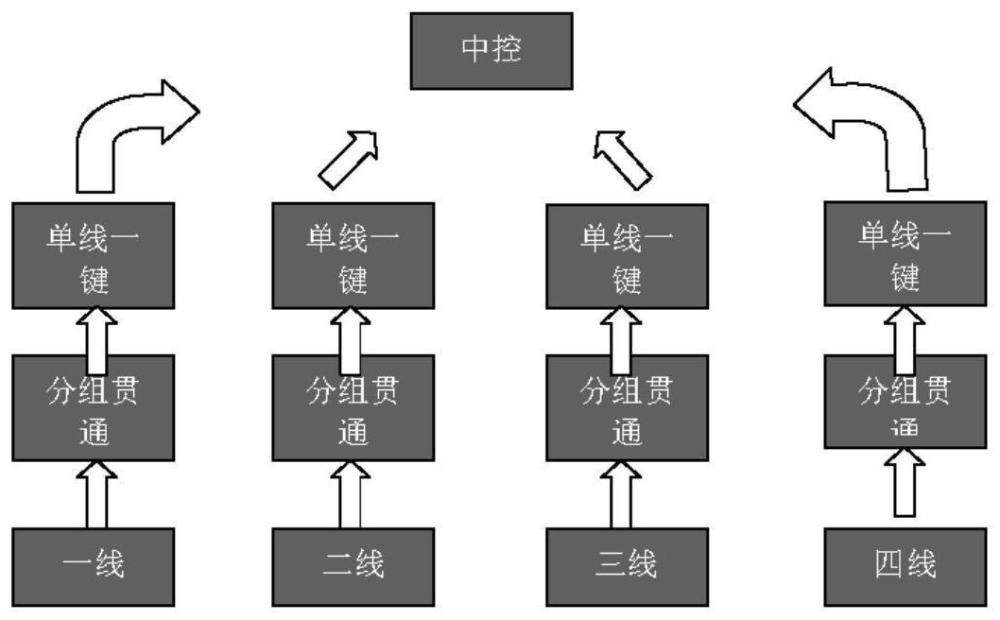
7、plc依据生产线的组成,将机器人和/或工作组分为多个线体;
8、plc依据预设策略控制机器人、工作组或线体更换电极帽。
9、优选的,所述电极帽更换标准是铣削次数,每次铣削约0.05mm,铣削次数为120次。
10、优选的,所述电极帽更换标准是电极帽的生命线长度,一般6mm。
11、更优选的,铣削装置设有长度检测装置,用于检测电极帽的生命线长度。
12、优选的,所述电极帽更换标准是意外条件,包括:出现焊点质量问题、焊点花纹或斑点。该状况进行更换,非正常工作流程。
13、优选的,plc还依据电控安全回路、负载电压和所带模块数量将机器人分为多个工作组,每个工作组为一个整体控制单元,具有独立的逻辑运算能力。
14、优选的,所述预设策略是按工作组更换电极帽或按线体更换电极帽。
15、优选的,所述预设策略是按线体上各个机器人最小的电极帽更换周期调整其它机器人的电极帽更换周期及铣削标准次数。
16、优选的,所述预设策略是将线体上各个机器人最小的电极帽更换周期作为基准周期,计算其它机器人的电极帽更换周期与基准周期的倍数关系,再依据倍数关系调整其它机器人的电极帽更换周期及铣削标准次数。
17、优选的,所述预设策略是按时间更换电极帽。
18、本发明的自动生产线机器人换电极帽系统,通过设定预设策略作为中控网络,将工段多个线体整体监控,并且设计合理的自动换帽触发条件如:基于产能,控制每天进行一次换帽;基于逻辑算法,自动计数到达生命周期后统一换帽;按时间、按班次统一统一换帽,避免了换帽的时间浪费。
技术特征:
1.一种自动生产线机器人换电极帽系统,其特征在于,包括:plc、多个机器人、铣削装置,plc分别与多个机器人、铣削装置双向数据连接;其中,
2.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述电极帽更换标准是铣削次数,每次铣削约0.05mm,铣削次数为120次。
3.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述电极帽更换标准是电极帽的生命线长度,一般6mm。
4.如权利要求2所述的自动生产线机器人换电极帽系统,其特征在于,铣削装置设有长度检测装置,用于检测电极帽的生命线长度。
5.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述电极帽更换标准是意外条件,包括:出现焊点质量问题、焊点花纹或斑点。该状况进行更换,非正常工作流程。
6.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,plc还依据电控安全回路、负载电压和所带模块数量将机器人分为多个工作组,每个工作组为一个整体控制单元,具有独立的逻辑运算能力。
7.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述预设策略是按工作组更换电极帽或按线体更换电极帽。
8.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述预设策略是按线体上各个机器人最小的电极帽更换周期调整其它机器人的电极帽更换周期及铣削标准次数。
9.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述预设策略是将线体上各个机器人最小的电极帽更换周期作为基准周期,计算其它机器人的电极帽更换周期与基准周期的倍数关系,再依据倍数关系调整其它机器人的电极帽更换周期及铣削标准次数。
10.如权利要求1所述的自动生产线机器人换电极帽系统,其特征在于,所述预设策略是按时间更换电极帽。
技术总结
本发明的一种自动生产线机器人换电极帽系统,包括:PLC、多个机器人、铣削装置,PLC分别与多个机器人、铣削装置双向数据连接;其中,PLC记录各个机器人的焊接次数、周期焊点数、标准铣削次数,控制铣削装置对机器人电极帽进行铣削并记录铣削次数,依据预设的电极帽更换标准及机器人的周期焊点数,获得机器人的电极帽更换周期,依据机器人的电极帽更换周期将机器人分为多个工作组,依据生产线的组成部分,将机器人和或工作组分为多个线体,依据预设策略控制机器人、工作组或线体更换电极帽。通过多个分段控制实现不同条件下的电极帽更换,运用PLC编程将不同条件下电极帽的更换有效贯通,从而提升了生产效率。
技术研发人员:陈钢,宋晨,孙长柏,周浩东,邢浩
受保护的技术使用者:一汽-大众汽车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!