一种厚泡棉无刀痕模切工艺的制作方法
1.本发明涉及无刀痕模切工艺,具体为厚泡棉无刀痕模切工艺,属于模切技术领域。
背景技术:
2.随着科学技术的快速发展,对于电子类型产品,在应用过程中会使用大量的缓冲型物料,这些缓冲型物料在模切行业中多为发泡型泡棉,简称泡棉。
3.含泡棉的模切件在模切过程中,排废时,很容易将产品中的泡棉和双面胶带走,导致产品掉片率高达90%以上,若想要降低产品掉片率,在排废时必须加以人工辅助。
4.随着tft-lcd液晶面板产业的发展,泡棉胶在lcd中的应用很成熟,然而应用于oled柔性产品中尚待开发,泡棉胶的用途将会更加广泛,泡棉胶有着独特的性能,对于曲面,凹凸面的吻合相当严密,而且应用其具有一定的厚度,起到遮光的作用,这些功能将在oled中得到更好的应用,随着光电行业的发展对模切行业的技术要求越来越高,泡棉胶带的模切也变得越来越难,特别是材料厚而小的产品,误差在正负0.1mm,对于泡棉胶厚度在1mm以内,宽度在2mm以内,产品容易变形、出现斜边、毛刺、刀痕、溢胶,为此,提出一种厚泡棉无刀痕模切工艺。
技术实现要素:
5.有鉴于此,本发明希望提供一种厚泡棉无刀痕模切工艺,以解决或缓解现有技术中存在的技术问题,至少提供一种有益的选择。
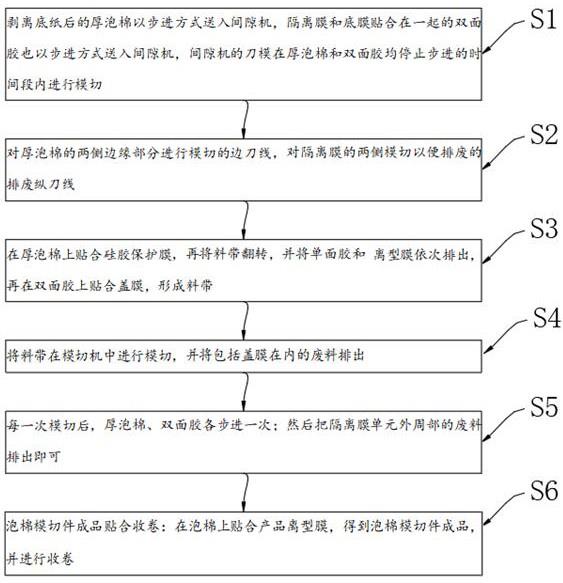
6.本发明实施例的技术方案是这样实现的:一种厚泡棉无刀痕模切工艺,包括以下步骤:s1、剥离底纸后的厚泡棉以步进方式送入间隙机,隔离膜和底膜贴合在一起的双面胶也以步进方式送入间隙机,间隙机的刀模在厚泡棉和双面胶均停止步进的时间段内进行模切;s2、对厚泡棉的两侧边缘部分进行模切的边刀线,对隔离膜的两侧模切以便排废的排废纵刀线;s3、在厚泡棉上贴合硅胶保护膜,再将料带翻转,并将单面胶和 离型膜依次排出,再在双面胶上贴合盖膜,形成料带;s4、将料带在模切机中进行模切,并将包括盖膜在内的废料排出;s5、每一次模切后,厚泡棉、双面胶各步进一次;然后把隔离膜单元外周部的废料排出即可;s6、泡棉模切件成品贴合收卷:在泡棉上贴合产品离型膜,得到泡棉模切件成品,并进行收卷。
7.进一步优选的:所述边刀线包括边横刀线、边纵刀线,边纵刀线的下端与边横刀线的内侧端垂直相连,边纵刀线的上端与下横刀线垂直相交,上横刀线的两端分别与两侧侧刀线相交。
8.进一步优选的:所述下横刀线、上横刀线、侧刀线、排废纵刀线高度相等,并大于边刀线高度;边刀线仅对厚泡棉进行模切;下横刀线对厚泡棉和隔离膜同时进行模切。
9.进一步优选的:所述因下横刀线对厚泡棉的中间主体部分的切割,每步进一次,厚泡棉的中间主体部分在纵向方向形成宽度等于厚泡棉步进距离x的厚泡棉单元粘接在隔离膜表面;若以某次步进后为0时开始计算模切次数和步进次数,步进n次后,进行第n+1次模切时,上横刀线和侧刀线对隔离膜的中间主体部分的切割线,与第1次模切时下横刀线对隔离膜的中间主体部分的切割线包围起来,形成隔离膜单元。
10.进一步优选的:所述的废料还包括泡棉和双面胶外围的边框废料。
11.进一步优选的:所述的模切机上设有与模切图案匹配的刀线b,所述的刀线b的冲切层次从上到下依次包括盖膜、双面胶和厚泡棉。
12.进一步优选的:步进距离x=1.75mm,双面胶步进距离y=4.4mm,上横刀线与下横刀线之间的距离t=10.60mm,边横刀线与下横刀线之间的距离u=2.2mm,侧刀线在纵向方向的长度w=2.2mm。
13.进一步优选的:n=4或5。
14.进一步优选的:侧上刀线与同一侧的边纵刀线之间的距离e=厚泡棉步进距离x/2
±
0.2mm。
15.一种方法制作的避免人工排废的无刀印泡棉模切件,该模切件依次包括料底膜、双面胶、厚泡棉和产品离型膜。
16.本发明实施例由于采用以上技术方案,其具有以下优点:一、本发明通过在模切工艺上,在模切以后,即产品闭合形状没有成型时就打算将离型膜排出,此时,虽然离型膜与双面胶之间的贴合力大于泡棉与硅胶保护膜之间的贴合力,但由于产品闭合形状没有成型,那么产品区域也不会因为离型膜的排出而被带走,从根本上杜绝了掉片这一现象。
17.二、本发明通过工艺中无需更换底膜,方便排废,降低生产成本,提高工作效率;三、本发明通过刀模设计为产品的分步结构图,在同一块刀模上,上下两个部分分开设计,上横刀线与下横刀线之间并不是按照产品的形状设计,而是存在一定的距离(大于产品外形),降低模切过程产品出现溢胶,变形等不良现象,特别适合于小尺寸产品的模切生产;四、在模切过程中,辅材使用减少,废料与底膜一起排废,方法简便。4、由于边横刀线与下横刀线之间的距离u>厚泡棉步进距离x,所以在厚泡棉单元的一侧部的撕手上没有厚泡棉,撕手上不会因有厚泡棉需要模切而出现刀痕,避免胶体反离型和分层。
18.上述概述仅仅是为了说明书的目的,并不意图以任何方式进行限制。除上述描述的示意性的方面、实施方式和特征之外,通过参考附图和以下的详细描述,本发明进一步的方面、实施方式和特征将会是容易明白的。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根
据这些附图获得其他的附图。
20.图1为本发明的厚泡棉无刀痕模切工艺流程图。
具体实施方式
21.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
22.下面结合附图对本发明的实施例进行详细说明。
实施例
23.如图1所示,本发明实施例提供了一种厚泡棉无刀痕模切工艺,包括以下步骤:s1、剥离底纸后的厚泡棉以步进方式送入间隙机,隔离膜和底膜贴合在一起的双面胶也以步进方式送入间隙机,间隙机的刀模在厚泡棉和双面胶均停止步进的时间段内进行模切,步进距离x=1.75mm,双面胶步进距离y=4.4mm,上横刀线与下横刀线之间的距离t=10.60mm,边横刀线与下横刀线之间的距离u=2.2mm,侧刀线在纵向方向的长度w=2.2mm。
24.s2、对厚泡棉的两侧边缘部分进行模切的边刀线,对隔离膜的两侧模切以便排废的排废纵刀线,所述边刀线包括边横刀线、边纵刀线,边纵刀线的下端与边横刀线的内侧端垂直相连,边纵刀线的上端与下横刀线垂直相交,上横刀线的两端分别与两侧侧刀线相交,所述下横刀线、上横刀线、侧刀线、排废纵刀线高度相等,并大于边刀线高度;边刀线仅对厚泡棉进行模切;下横刀线对厚泡棉和隔离膜同时进行模切;s3、在厚泡棉上贴合硅胶保护膜,再将料带翻转,并将单面胶和 离型膜依次排出,再在双面胶上贴合盖膜,形成料带;s4、将料带在模切机中进行模切,并将包括盖膜在内的废料排出,所述因下横刀线对厚泡棉的中间主体部分的切割,每步进一次,厚泡棉的中间主体部分在纵向方向形成宽度等于厚泡棉步进距离x的厚泡棉单元粘接在隔离膜表面;若以某次步进后为0时开始计算模切次数和步进次数,步进n次后,进行第n+1次模切时,上横刀线和侧刀线对隔离膜的中间主体部分的切割线,n=4或5,与第1次模切时下横刀线对隔离膜的中间主体部分的切割线包围起来,形成隔离膜单元,侧上刀线与同一侧的边纵刀线之间的距离e=厚泡棉步进距离x/2
±
0.2mm;s5、每一次模切后,厚泡棉、双面胶各步进一次;然后把隔离膜单元外周部的废料排出即可,所述的废料还包括泡棉和双面胶外围的边框废料,所述的模切机上设有与模切图案匹配的刀线b,所述的刀线b的冲切层次从上到下依次包括盖膜、双面胶和厚泡棉;s6、泡棉模切件成品贴合收卷:在泡棉上贴合产品离型膜,得到泡棉模切件成品,并进行收卷。
25.一种方法制作的避免人工排废的无刀印泡棉模切件,该模切件依次包括料底膜、双面胶、厚泡棉和产品离型膜。
26.一、本发明通过在模切工艺上,在模切以后,即产品闭合形状没有成型时就打算将离型膜排出,此时,虽然离型膜与双面胶之间的贴合力大于泡棉与硅胶保护膜之间的贴合力,但由于产品闭合形状没有成型,那么产品区域也不会因为离型膜的排出而被带走,从根
本上杜绝了掉片这一现象。
27.二、本发明通过工艺中无需更换底膜,方便排废,降低生产成本,提高工作效率;三、本发明通过刀模设计为产品的分步结构图,在同一块刀模上,上下两个部分分开设计,上横刀线与下横刀线之间并不是按照产品的形状设计,而是存在一定的距离(大于产品外形),降低模切过程产品出现溢胶,变形等不良现象,特别适合于小尺寸产品的模切生产;四、在模切过程中,辅材使用减少,废料与底膜一起排废,方法简便。4、由于边横刀线与下横刀线之间的距离u>厚泡棉步进距离x,所以在厚泡棉单元的一侧部的撕手上没有厚泡棉,撕手上不会因有厚泡棉需要模切而出现刀痕,避免胶体反离型和分层。
28.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到其各种变化或替换,这些都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1