一种圆柱体模具切槽机的制作方法
1.本技术涉及切槽机的领域,尤其是涉及一种圆柱体模具切槽机。
背景技术:
2.随着工业技术的发展,各工程领域的材料加工作业量日益增多,尤其是定制化的材料加工,不可避免地需要对材料进行不同要求的切槽处理,由于人工切槽的效率较低,因此通常多采用切槽机来对材料进行表面切槽。
3.公开号为cn210589535u的中国实用新型专利文献公开了一种切槽机,包括切槽组件,切槽组件包括机构架、切割刀片及驱动切割刀片转动的动力部件,机构架包括横向导轨,横向导轨上移动装配横向移动部件,机构架上设置有横向丝杠,横向移动部件的前侧转动装配有转动部件,转动部件与横向移动部件之间设置有固定结构,转动部件上沿转动部件的径向导向移动装配有纵向移动部件,转动部件上设置有纵向丝杠,切槽组件安装于所述纵向移动部件上。
4.当使用切割机时,将被切割件置于工作台的移动平台上,通过转动横向丝杠来调整横向移动部件的左右位置,横向移动部件带动切割刀片左右移动进而调整切槽的左右位置;松开顶紧螺钉,旋转转动部件,调整切割刀片的切割角度即切槽的角度,通过转动纵向丝杠可以调整切割刀片的高度,从而调整切槽的深度。移动平台驱动机构驱动移动平台沿前后方向移动,从而实现切割刀片在被切割件上切出切槽。
5.针对上述相关技术,在进行切割之前,需要先后调节横向丝杠、转动部件以及移动平台驱动机构,然后才能进行切槽操作,在此过程中,操作较为繁琐,存在效率较低的技术缺陷。
技术实现要素:
6.为了提高切割机的切割效率,本技术提供一种圆柱体模具切槽机。
7.本技术提供的一种圆柱体模具切槽机,采用如下的技术方案:
8.一种圆柱体模具切槽机,包括切槽箱以及设置在切槽箱上的切槽机构,所述切槽机构包括转动辊、传动组件以及切槽组件,所述转动辊上套设有待切槽的产品,且所述转动辊与产品过盈配合,所述传动组件包括两转动设置在切槽箱侧壁上的摩擦辊,两所述摩擦辊之间形成用于带动转动辊上的产品旋转的工位;
9.所述切槽箱侧壁上开设有通槽,所述通槽内滑动设置有第一滑动板、第二滑动板,所述转动辊转动设置在第一滑动板上,所述切槽组件设置在第二滑动板上;
10.所述切槽箱上还设置有用于带动第一滑动板、第二滑动板在通槽内升降的升降机构。
11.通过采用上述技术方案,当对产品表面进行切槽时,先将产品用力按压并套设在转动辊上,此时产品与转动辊之间过盈配合,转动辊能够带动产品一同转动,控制升降机构工作,使升降机构带动第一滑动板、第二滑动板沿着通槽的内壁滑动,当升降机构将转动辊
推动到两摩擦辊之间的工位处时,此时产品的周壁分别与两摩擦辊的周壁贴合,控制驱动组件工作,驱动组件控制摩擦辊转动,摩擦辊带动转动辊转动,升降机构继续向摩擦辊方向推动切槽组件,使切槽组件的切割部位抵压在产品的周壁上,产品被抵压在两摩擦辊和切槽组件之间,在两摩擦辊的带动下,产品发生旋转,此时切槽组件的切割部位完成对产品周壁的切槽处理,在此过程中,仅需控制升降机构和驱动组件工作即可,操作较为简单,整体的切槽效率较高。
12.可选的,所述切槽箱内壁上设置有用于驱动两摩擦辊转动的驱动组件,所述驱动组件包括驱动轮、皮带以及电机,所述驱动轮设置有两个,两所述驱动轮同轴设置在对应所述摩擦辊的转轴上,所述皮带与两所述驱动轮带连接,所述电机与一所述摩擦辊的转轴同轴连接。
13.通过采用上述技术方案,当需要对产品表面进行切槽时,控制电机旋转,电机旋转带动一摩擦辊的转轴转动,通过皮带带传动驱动轮,使得另一摩擦辊也一同转动,从而实现两摩擦辊一同同向转动。
14.可选的,所述切槽组件包括固定在第二滑动板上的底座以及安装在底座上的切割盘,所述切割盘周侧设置有环形刀片。
15.通过采用上述技术方案,当升降机构推动切割盘向产品的周壁进行抵压时,环形刀片最先与产品的周壁抵接,在摩擦辊的抵压下,产品随摩擦辊一同转动,此时环形刀片对转动的产品表面进行切槽处理。
16.可选的,所述升降机构包括第一连接板、第二连接板、安装板、连接杆、限位件、弹簧以及液压伸缩缸,所述第一连接板固定设置在第一滑动板上且位于背离转动辊的一侧,所述第二连接板、安装板间隔设置在第二滑动板上且位于背离底座的一侧,所述安装板位于所述第一连接板、第二连接板之间,所述连接杆一端贯穿所述安装板与第一连接板固定连接,另一端与所述限位件固定连接,且所述连接杆滑动设置在安装板上,所述弹簧设置在所述安装板和所述限位件之间,所述液压伸缩缸的活塞杆与所述第二连接板固定连接。
17.通过采用上述技术方案,当对产品表面进行切槽时,先将产品按压套设在转动辊上,然后控制液压伸缩缸工作,使液压伸缩缸的活塞杆推动第二连接板移动,第二连接板推动第二滑动板在通槽内滑动,第二滑动板带动安装板移动,第一连接板、第一滑动板以及转动辊在重力的作用下向两摩擦辊移动,当转动辊到达切槽工位时,两摩擦辊分别与转动辊贴合,此时打开电机,电机通过皮带和驱动轮带动两摩擦辊转动,摩擦辊带动转动辊转动,液压伸缩缸的活塞杆继续伸长,此时切割盘上的环形刀片抵压在产品的周壁上,对产品的周壁进行切槽处理。
18.可选的,弹簧一端与限位件固定连接,另一端与所述安装板固定连接。
19.通过采用上述技术方案,两端固定的弹簧能够更加稳定的对限位件和安装板进行弹性减震,使得转动辊和产品在升降的过程中更加的平稳。
20.可选的,所述第一滑动板上设置有用于将产品从转动辊上自动退料的退料机构。
21.通过采用上述技术方案,当完成产品的表面切槽时,退料机构能够自动将产品从转动辊上抵推下来,减少了手动退料的劳动量,节省了人力。
22.可选的,所述退料机构包括安装架以及电动伸缩杆,所述转动辊的转轴中心开设有通孔,所述安装架设置在第一滑动板背离转动辊的一侧,所述电动伸缩杆安装在所述安
装架上,所述电动伸缩杆的活塞杆穿设在所述通孔内,且所述电动伸缩杆的活塞杆能够伸出所述通孔外。
23.通过采用上述技术方案,当产品切槽完成时,控制液压伸缩缸的活塞杆收缩,使得环形刀片从转动辊上脱离,且切割盘和转动辊均向远离两摩擦辊的方向移动,当移动到对应的初始位置时,控制电动伸缩杆的活塞杆伸长,电动伸缩杆的活塞杆从通孔内穿出到转动辊外,从产品的内部对产品进行抵推,从而使产品从转动辊上脱离。
24.可选的,所述切槽箱上还设置有控制台,所述控制台分别与所述电机、液压伸缩缸以及电动伸缩杆电性连通。
25.通过采用上述技术方案,通过控制台上的各种操作开关能够分别控制切割机各个部分的工作状态,简化了操控切槽机的操作,使人更加容易上手操控。
26.可选的,所述控制台上设置有显示屏,所述显示屏与所述控制台电性连通。
27.通过采用上述技术方案,通过显示屏能够清楚的查看已经切槽的产品数量,便于统计。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.本技术中的切槽机仅需通过控制驱动组件和升降机构工作即可对产品的表面进行自动切割,简化了切槽过程中的其他操作,使得切槽过程更加的方便,提高了切槽过程的工作效率;
30.2.当完成对产品表面的切槽处理时,退料机构能够自动将产品从转动辊上抵推下来,减少了手动退料的劳动量,节省了人力;
31.3.通过显示屏能够清楚的查看已经切槽的产品数量,便于统计。
附图说明
32.图1是本技术实施例中一种圆柱体模具切槽机的整体结构示意图。
33.图2是图1中一种圆柱体模具切槽机的剖视图。
34.图3是图1中一种圆柱体模具切槽机的部分内部结构示意图。
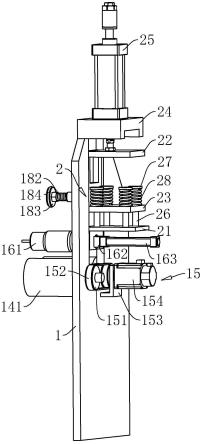
35.附图标记:1、切槽箱;11、控制台;12、显示屏;13、通槽;14、传动组件;141、摩擦辊;15、驱动组件;151、驱动轮;152、皮带;153、固定架;154、电机;16、第一滑动板;161、转动辊;1611、通孔;162、安装架;163、电动伸缩杆;164、轴承;17、第二滑动板;18、切槽组件;181、底座;182、切割轴;183、切割盘;184、环形刀片;2、升降机构;21、第一连接板;22、第二连接板;23、安装板;24、支撑架;25、液压伸缩缸;26、连接杆;27、限位盘;28、弹簧。
具体实施方式
36.以下结合附图1-3,对本技术作进一步详细说明。
37.本技术实施例公开一种圆柱体模具切槽机。
38.参照图1和图2,一种圆柱体模具切槽机包括切槽箱1、切槽机构、第一滑动板16、第二滑动板17以及升降机构2。切槽箱1上开设有通槽13,第一滑动板16、第二滑动板17均沿着通槽13的内壁进行滑动;切槽机构包括转动辊161、传动组件14以及切槽组件18,转动辊161转动设置在第一滑动板16上,转动辊161上套设有待切槽的产品,在本实施例中,产品为圆柱体模具,圆柱体模具在图中未示出,圆柱体模具与转动辊161过盈配合,传动组件14包括
两转动设置在切槽箱1侧壁上的摩擦辊141,两摩擦辊141位于通槽13的下方,两摩擦辊141之间形成用于同时带动转动辊161上的圆柱体模具旋转的工位,切槽组件18设置在第二滑动板17上;升降机构2用于带动第一滑动板16和第二滑动板17在通槽13内升降。
39.参照图1,第一滑动板16上开设有固定孔,固定孔内固定有轴承164,轴承164的外圈与固定孔的内周壁焊接,转动辊161的转轴同轴套设并焊接在轴承164的内圈中,使得转动辊161能够自由转动。
40.参照图1,切槽组件18包括底座181以及切割盘183,底座181通过螺栓固定在第二滑动板17上,底座181上垂直焊接有切割轴182,切割盘183通过螺栓固定在切割轴182远离底座181的一端,切割盘183周侧一体连接有环形刀片184。
41.参照图2和图3,升降机构2包括第一连接板21、第二连接板22、安装板23、支撑架24、液压伸缩缸25、连接杆26、限位件以及弹簧28,第一连接板21焊接固定在第一滑动板16背离转动辊161的一侧,第二连接板22、安装板23间隔焊接在第二滑动板17背离底座181的一侧,支撑架24通过螺栓固定安装在切槽箱1上,液压伸缩缸25通过螺栓固定在支撑架24上,液压伸缩缸25的活塞杆与第二连接板22通过螺栓固定连接,第一连接板21、第二连接板22以及安装板23之间相互平行,且安装板23位于第一连接板21、第二连接板22之间,安装板23上开设有开孔,连接杆26一端穿过开孔与第一连接板21焊接,另一端与限位件焊接,且连接杆26能够在开孔内滑动,限位件为限位盘27,弹簧28位于安装板23和限位盘27之间,弹簧28的一端通过螺栓固定在限位盘27上,另一端通过螺栓固定在安装板23上。
42.参照图3,在切槽箱1的内壁上,还设置有用于驱动两摩擦辊141转动的驱动组件15,驱动组件15包括驱动轮151、皮带152、固定架153以及电机154,驱动轮151设置有两个,两驱动轮151同轴套设在对应摩擦辊141的转轴上,皮带152与两驱动轮151带连接,固定架153焊接在切槽箱1的内壁上,电机154通过螺栓固定安装在固定架153上,电机154的输出轴与一摩擦辊141的转轴同轴固定连接,在电机154旋转时,电机154的输出轴带动一摩擦辊141的转轴转动,通过皮带152与驱动轮151的配合,使得另一摩擦辊141也一同转动,由于两摩擦辊141是通过带传动连接的,因此两摩擦辊141的转动方向同向。
43.参照图1和图3,为了便于操控切槽机,在切槽箱1的外壁上还设置有控制台11,控制台11通过螺栓固定安装在切槽箱1的外壁上,控制台11上通过螺栓固定安装有显示屏12,控制台11分别与电机154、液压伸缩缸25以及电动伸缩缸电性连通,显示屏12与控制台11电性连通,控制台11上集成有多个控制开关,控制开关对应控制切槽机1各个部分的操作,通过控制台11能够控制和操作切槽的进程,而通过显示屏12能够比较直观的查看已经切槽的圆柱体模具的数量,方便统计。
44.参照图3,由于圆柱体模具与转动辊161之间过盈配合,完成切槽时,手动将圆柱体模具从转动辊161上取下的难度较大,因此在第一滑动板16上设置有用于将圆柱体模具从转动辊161上退料的退料机构。退料机构包括安装架162以及电动伸缩杆163,转动辊161的转轴中心开设有通孔1611,安装架162通过螺栓固定安装在第一滑动板16背离转动辊161的一侧,电动伸缩杆163通过螺栓安装在安装架162上,电动伸缩杆163的活塞杆穿设在通孔1611内,当切槽完成时,控制电动伸缩杆163的活塞杆伸长,电动伸缩杆163的活塞杆从通孔1611内穿出转动辊161外,使得电动伸缩杆163的活塞杆从圆柱体模具的内部对圆柱体模具进行抵推,从而使圆柱体模具从转动辊161上脱离。
45.本技术实施例一种圆柱体模具切槽机的实施原理为:当对圆柱体模具进行切槽时,手动将圆柱体模具抵压并套设在转动辊161上,然后控制液压伸缩缸25工作,使液压伸缩缸25的活塞杆推动第二连接板22移动,第二连接板22推动第二滑动板17在通槽13内滑动,第二滑动板17带动安装板23移动,第一连接板21、第一滑动板16以及转动辊161在重力的作用下向两摩擦辊141移动,当转动辊161到达切槽工位时,两摩擦辊141分别与转动辊161贴合,此时打开电机154,电机154通过皮带152和驱动轮151带动两摩擦辊141转动,摩擦辊141带动转动辊161转动,液压伸缩缸25的活塞杆继续伸长,此时切割盘183上的环形刀片184抵压在圆柱体模具的周壁上,对圆柱体的周壁进行切槽。当对圆柱体模具切槽完成时,液压伸缩缸25的活塞杆收缩,第二连接板22带动切割盘183向远离摩擦辊141的方向移动,然后再使转动辊161向远离摩擦辊141的方向移动,使转动辊161与摩擦辊141分离,切割盘183移动一定距离后,液压伸缩缸25的活塞杆停止收缩,切割盘183与转动辊161不再发生移动,此时控制电动伸缩杆163的伸缩端伸长,电动伸缩杆163的伸缩端从通孔1611内穿出转动辊161外,从圆柱体模具的内部对圆柱体模具进行抵推,使圆柱体模具从转动辊161上脱离。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1