线盒装盖机构的制作方法
本技术涉及光伏组件生产线,具体是一种线盒装盖机构。
背景技术:
1、在光伏组件生产线的接线盒装盖工位,原为人工装盖方式,人工装盖需要检测盒体内的灌装质量,但人工检测盒内的灌胶质量准确率低。
技术实现思路
1、本实用新型提供一种线盒装盖机构,减少人力,提高装盖质量。
2、为了解决上述技术问题,本实用新型采用的技术方案是:
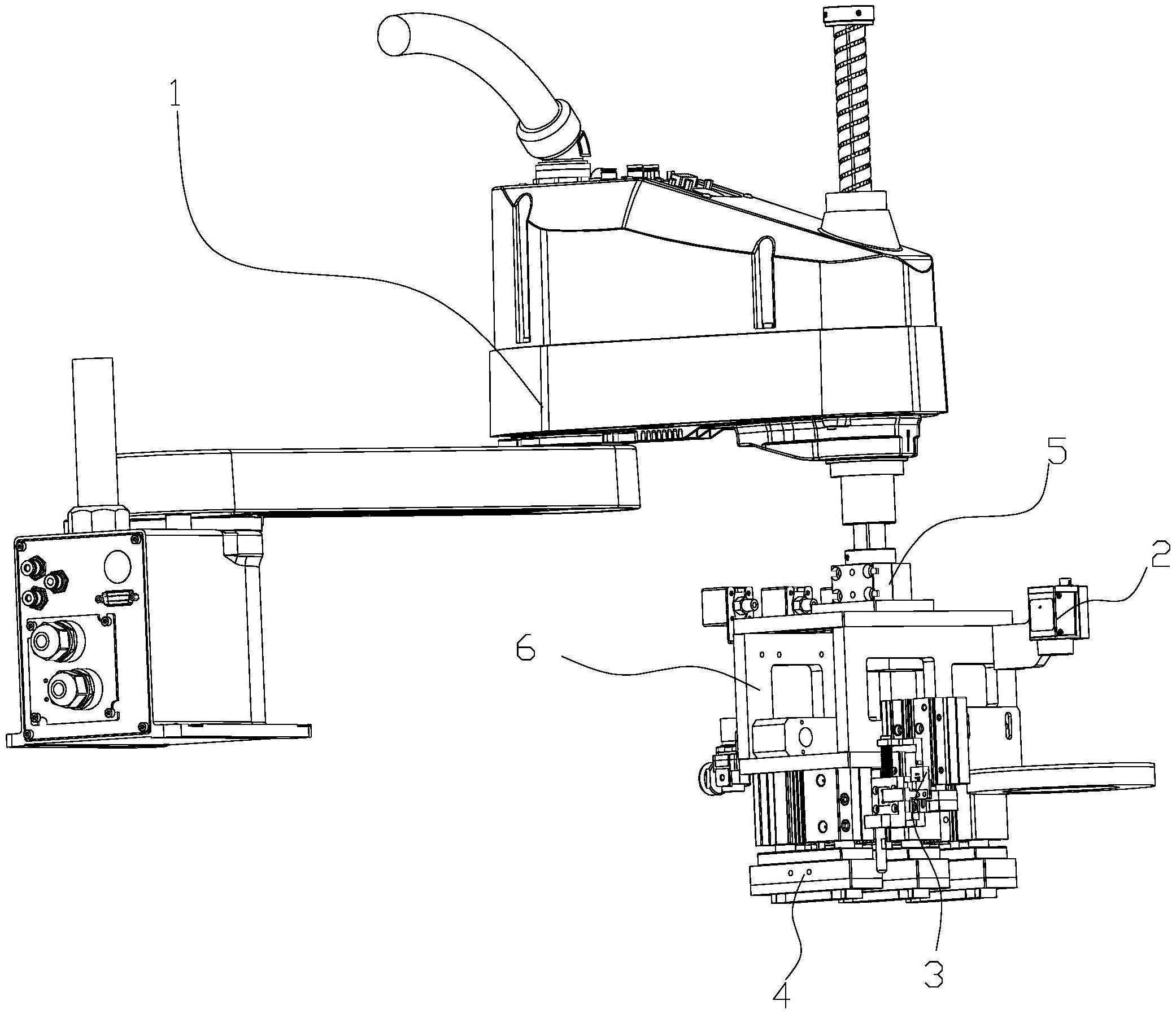
3、本实用新型公开一种线盒装盖机构,包括机械手、相机、固化检测机构和压装吸嘴机构,机械手通过夹紧座与压装框架连接,压装框架的底部安装若干个压装吸嘴机构,相机通过相机安装板安装在压装框架的一侧,光源通过光源安装板安装在压装框架的一侧,光源位于相机的下方,固化检测机构安装在压装框架上,固化检测机构和相机位于压装框架的同一侧。
4、进一步的,压装框架包括压装安装底板、压装安装顶板、左压装支撑板和右压装支撑板,左压装支撑板和右压装支撑板竖直设置,左压装支撑板和右压装支撑板分别连接压装安装底板和压装安装顶板,相机、光源和固化检测机构安装在左压装支撑板上,右压装支撑板的上方安装负压表,压装吸嘴机构安装在压装安装底板的下端,夹紧座安装在压装安装顶板的上端。
5、进一步的,夹紧座包括夹紧底板、前夹紧块和后夹紧块,夹紧底板安装在压装安装顶板上,前夹紧块和后夹紧块与夹紧底板连接,前夹紧块和后夹紧块设有横向的连接孔。
6、进一步的,固化检测机构包括固化气缸、固化气缸安装板、检测杆、检测杆夹紧块、滑块、滑轨、滑轨安装板和固化检测安装板,固化检测安装板安装在固化气缸的输出端,固化气缸的输出端位于固化气缸的底部,固化气缸的侧面安装在固化气缸安装板上,固化气缸安装板安装在左压装支撑板上,滑轨安装板竖直设置,滑轨安装板的背面固定在固化检测安装板的一端,滑轨安装在滑轨安装板上,滑块与滑轨滑动连接,检测杆夹紧块与滑块固定连接,检测杆安装在检测杆夹紧块的底部。
7、进一步的,滑轨安装板包括竖直安装板、顶部安装板和底部安装板,顶部安装板和底部安装板平行,竖直安装板连接顶部安装板和底部安装板,顶部安装板和底部安装板的间距大于滑轨的高度,顶部安装板上安装限位螺杆,检测杆夹紧块的顶部设有凹槽,螺杆的底部位于凹槽内,螺杆的顶部和检测杆夹紧块之间设有复位弹簧。
8、进一步的,检测杆夹紧块上设有检测片,竖直安装板的侧面设有传感器。
9、进一步的,压装吸嘴机构包括压装气缸、吸嘴和吸嘴安装板,压装气缸安装在压装框架的底部,吸嘴安装板安装在压装气缸的下端,吸嘴安装在吸嘴安装板的下端。
10、进一步的,光源安装板包括竖直板和水平板,水平板的中间设有圆形孔,竖直板上设有2个腰型孔,光源安装在光源安装板的下方,相机位于圆形孔的正上方。
11、本实用新型的有益效果是:
12、本实用新型利用机械手移动整个结构,压装吸嘴机构吸取待安装的盒盖,固化检测机构检测接线盒里的密封胶有没有固化,然后相机再对线盒进行定位,最后吸嘴根据相机提供的数据将吸取的盒盖压装在线盒上。本实用新型取消了人工装盒,不需要人工来判断灌胶质量,大大提高了装盒质量和装盒效率。
技术特征:
1.线盒装盖机构,其特征在于,包括机械手、相机、固化检测机构和压装吸嘴机构,机械手通过夹紧座与压装框架连接,压装框架的底部安装若干个压装吸嘴机构,相机通过相机安装板安装在压装框架的一侧,光源通过光源安装板安装在压装框架的一侧,光源位于相机的下方,固化检测机构安装在压装框架上,固化检测机构和相机位于压装框架的同一侧。
2.根据权利要求1所述线盒装盖机构,其特征在于,压装框架包括压装安装底板、压装安装顶板、左压装支撑板和右压装支撑板,左压装支撑板和右压装支撑板竖直设置,左压装支撑板和右压装支撑板分别连接压装安装底板和压装安装顶板,相机、光源和固化检测机构安装在左压装支撑板上,右压装支撑板的上方安装负压表,压装吸嘴机构安装在压装安装底板的下端,夹紧座安装在压装安装顶板的上端。
3.根据权利要求2所述线盒装盖机构,其特征在于,夹紧座包括夹紧底板、前夹紧块和后夹紧块,夹紧底板安装在压装安装顶板上,前夹紧块和后夹紧块与夹紧底板连接,前夹紧块和后夹紧块设有横向的连接孔。
4.根据权利要求2所述线盒装盖机构,其特征在于,固化检测机构包括固化气缸、固化气缸安装板、检测杆、检测杆夹紧块、滑块、滑轨、滑轨安装板和固化检测安装板,固化检测安装板安装在固化气缸的输出端,固化气缸的输出端位于固化气缸的底部,固化气缸的侧面安装在固化气缸安装板上,固化气缸安装板安装在左压装支撑板上,滑轨安装板竖直设置,滑轨安装板的背面固定在固化检测安装板的一端,滑轨安装在滑轨安装板上,滑块与滑轨滑动连接,检测杆夹紧块与滑块固定连接,检测杆安装在检测杆夹紧块的底部。
5.根据权利要求4所述线盒装盖机构,其特征在于,滑轨安装板包括竖直安装板、顶部安装板和底部安装板,顶部安装板和底部安装板平行,竖直安装板连接顶部安装板和底部安装板,顶部安装板和底部安装板的间距大于滑轨的高度,顶部安装板上安装限位螺杆,检测杆夹紧块的顶部设有凹槽,螺杆的底部位于凹槽内,螺杆的顶部和检测杆夹紧块之间设有复位弹簧。
6.根据权利要求5所述线盒装盖机构,其特征在于,检测杆夹紧块上设有检测片,竖直安装板的侧面设有传感器。
7.根据权利要求1所述线盒装盖机构,其特征在于,压装吸嘴机构包括压装气缸、吸嘴和吸嘴安装板,压装气缸安装在压装框架的底部,吸嘴安装板安装在压装气缸的下端,吸嘴安装在吸嘴安装板的下端。
8.根据权利要求1所述线盒装盖机构,其特征在于,光源安装板包括竖直板和水平板,水平板的中间设有圆形孔,直板上设有2个腰型孔,光源安装在光源安装板的下方,相机位于圆形孔的正上方。
技术总结
本技术公开一种线盒装盖机构,包括机械手、相机、固化检测机构和压装吸嘴机构,机械手通过夹紧座与压装框架连接,压装框架的底部安装若干个压装吸嘴机构,相机通过相机安装板安装在压装框架的一侧,光源通过光源安装板安装在压装框架的一侧,光源位于相机的下方,固化检测机构安装在压装框架上,固化检测机构和相机位于压装框架的同一侧,本技术取消了人工装盒,不需要人工来判断灌胶质量,大大提高了装盒质量和装盒效率。
技术研发人员:叶元朋,袁得伟,陈伟峰
受保护的技术使用者:苏州智巨源自动化科技有限公司
技术研发日:20220228
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!