一种汽车注塑件余料切割装置的制作方法
1.本实用新型涉及汽车注塑技术领域,尤其涉及一种汽车注塑件余料切割装置。
背景技术:
2.汽车注塑件在注塑完成后,注塑件的注塑口位置会残留一定大小的余料,此时需要切割装置将其切除,一般通过人工手持电锯进行切割,消耗大量人力。
3.现有一种汽车注塑件注塑后余料切割装置,通过设置正反螺纹杆和第二滑块可对不同宽度的注塑件进行固定,且通过设置电动伸缩杆,可调节电锯的高度,便于对不同高度的余料位置进行切割,减少人工劳动量。
4.但是,上述汽车注塑件注塑后余料切割装置在切割过程中,第二滑块一次固定一个注塑件,切割完成后需要取下此注塑件,再重新装上下一个注塑件,在上料和下料过程中消耗时间,导致加工效率较低。
技术实现要素:
5.本实用新型的目的在于提供一种汽车注塑件余料切割装置,解决了上述汽车注塑件注塑后余料切割装置在切割过程中,第二滑块一次固定一个注塑件,切割完成后需要取下此注塑件,再重新装上下一个注塑件,在上料和下料过程中消耗时间,导致加工效率较低的问题。
6.为实现上述目的,本实用新型提供了一种汽车注塑件余料切割装置,包括切割台和切割组件,所述切割组件与所述切割台连接,还包括上料组件;
7.所述上料组件包括驱动件、旋转平台、导向轨、安装台和夹持构件,所述驱动件与所述切割台固定连接,所述旋转平台与所述驱动件的输出端连接,并位于所述切割台的上方,所述导向轨与所述切割台固定连接,并与所述旋转平台滑动连接,所述安装台与所述旋转平台固定连接,并位于所述旋转平台的顶部,所述安装台的数量为多个,多个所述安装台沿所述旋转平台的轴心线呈圆周分布,每个所述安装台上均设置有所述夹持构件。
8.其中,所述夹持构件包括定位部件、电动推杆和抵接块,所述定位部件与所述安装台连接;所述电动推杆与所述定位部件连接;所述抵接块与所述电动推杆的输出端连接。
9.其中,所述定位部件包括第一传动丝杆和第一滑块,所述第一传动丝杆与所述安装台转动连接,并位于所述安装台的一侧;所述第一滑块与所述第一传动丝杆连接。
10.其中,所述定位部件还包括第二传动丝杆和第二滑块,所述第二传动丝杆与所述安装台转动连接,并相对所述第一传动丝杆分布;所述第二滑块与所述第二传动丝杆连接;每个所述安装台上均设置有两个所述电动推杆,两个所述电动推杆分别与所述第一滑块和所述第二滑块连接。
11.其中,所述切割组件包括支架、移动构件、伸缩件和电锯,所述支架与所述切割台固定连接,并位于所述切割台远离所述旋转平台的一侧;所述移动构件与所述支架连接;所述伸缩件与所述移动构件连接;所述电锯与所述伸缩件的输出端连接。
12.其中,所述移动构件包括调节丝杆和调节块,所述调节丝杆与所述支架转动连接,并位于所述支架远离所述切割台的一侧;所述调节块与所述调节丝杆连接,并与所述伸缩件固定连接。
13.其中,所述切割台具有漏槽,所述漏槽位于所述旋转平台与所述支架之间。
14.本实用新型的一种汽车注塑件余料切割装置,所述切割组件安装在所述切割台上,对注塑件余料进行切割,所述驱动件为电机,固定在所述切割台上,并输出端与所述旋转平台连接,驱动所述旋转平台旋转,所述导向轨固定在所述切割台上,供所述旋转平台滑动,使所述旋转平台旋转更平稳,多个所述安装台分别沿所述旋转平台的轴心线呈圆周分布,每个所述安装台上设置有所述夹持构件,所述夹持构件将注塑件夹持稳固,至此,每个所述安装台固定住注塑件,利用所述旋转平台的旋转,将注塑件送至所述切割组件的下方,进行切割,切割完毕后所述旋转平台旋转,将下一个注塑件送至所述切割组件的下方,同时,可对前一个注塑件进行下料和上料,在切割的同时完成下料和上料,减少消耗时间,大大提高加工效率。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
16.图1是本实用新型第一实施例的汽车注塑件余料切割装置的整体结构示意图。
17.图2是本实用新型第一实施例的汽车注塑件余料切割装置的剖视图。
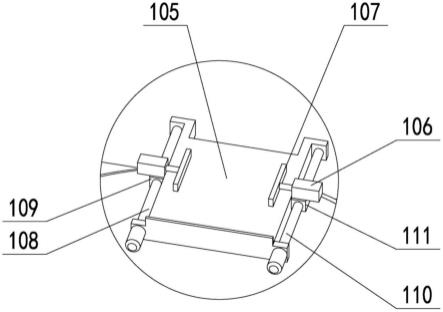
18.图3是本实用新型图1的a处放大图。
19.图4是本实用新型第二实施例的汽车注塑件余料切割装置的整体结构示意图。
20.图5是本实用新型第二实施例的汽车注塑件余料切割装置的剖视图。
21.图中:101-切割台、102-驱动件、103-旋转平台、104-导向轨、105-安装台、 106-电动推杆、107-抵接块、108-第一传动丝杆、109-第一滑块、110-第二传动丝杆、111-第二滑块、201-支架、202-伸缩件、203-电锯、204-调节丝杆、205
‑ꢀ
调节块、206-漏槽。
具体实施方式
22.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
23.本技术第一实施例为:
24.请参阅图1至图3,其中,图1是本实用新型第一实施例的汽车注塑件余料切割装置的整体结构示意图。图2是本实用新型第一实施例的汽车注塑件余料切割装置的剖视图。图3是本实用新型图1的a处放大图。本实用新型提供一种汽车注塑件余料切割装置:包括切割台101、切割组件和上料组件,所述上料组件包括驱动件102、旋转平台103、导向轨104、安装台105和夹持构件,所述夹持构件包括定位部件、电动推杆106和抵接块107,所述定位部件包括第一传动丝杆108、第一滑块109、第二传动丝杆110和第二滑块111。
25.针对本具体实施方式,所述切割组件固定在所述切割台101的上方,用于切割注塑件余料。
26.其中,所述驱动件102与所述切割台101固定连接,所述旋转平台103与所述驱动件102的输出端连接,并位于所述切割台101的上方,所述导向轨104 与所述切割台固定连接,并与所述旋转平台103滑动连接,所述安装台105 与所述旋转平台103固定连接,并位于所述旋转平台103的顶部,所述安装台 105的数量为多个,多个所述安装台105沿所述旋转平台103的轴心线呈圆周分布,每个所述安装台105上均设置有所述夹持构件。所述驱动件102为电机,固定在所述切割台101上,并输出端连接所述旋转平台103,驱动所述旋转平台 103旋转,所述导向轨104固定在所述切割台101的上方,并与所述旋转平台 103滑动连接,在所述旋转平台103旋转时起到导向作用,使其旋转更平稳,所述旋转平台103上通过螺栓固定有多个所述安装台105,多个所述安装台105分别沿所述旋转平台103的轴心线呈圆周分布,每个所述安装台105上均设置有所述夹持构件,所述夹持构件用于夹持固定注塑件。
27.其次,所述定位部件与所述安装台105连接;所述电动推杆106与所述定位部件连接;所述抵接块107与所述电动推杆106的输出端连接。所述第一传动丝杆108与所述安装台105转动连接,并位于所述安装台105的一侧;所述第一滑块109与所述第一传动丝杆108连接。所述第二传动丝杆110与所述安装台105转动连接,并相对所述第一传动丝杆108分布;所述第二滑块111与所述第二传动丝杆110连接;每个所述安装台105上均设置有两个所述电动推杆106,两个所述电动推杆106分别与所述第一滑块109和所述第二滑块111连接。每个所述安装台105的两侧分别设置有所述第一传动丝杆108和所述第二传动丝杆110,所述第一传动丝杆108和所述第二传动丝杆110相对设置,并均由所述安装台105上设置的电机驱动转动,所述第一传动丝杆108上连接有所述第一滑块109,所述第二传动丝杆110上连接有所述第二滑块111,基于滚动丝杠原理,根据所述第一传动丝杆108和所述第二传动丝杆110的正转和反转,使所述第一滑块109和所述第二滑块111前后移动,所述第一滑块109和所述第二滑块111的顶部分别固定有所述电动推杆106,所述电动推杆106型号为 pyt120,输出端均固定有所述抵接块107,所述抵接块107采用橡胶材质制成,利用两个相互设置的所述电动推杆106,推动两个所述抵接块107,将注塑件的两侧进行夹持固定,所述安装台105的平面上和后方均设置有触力传感器,能感应注塑件是否放置和是否移动到位。
28.使用本实施例的一种汽车注塑件余料切割装置时,每个电子器件均由主控制系统控制运行,首先,在每个所述安装台105上放置注塑件,此时传感器感应到注塑件的放置,传送信号至控制系统,控制系统控制所述电动推杆106伸出,将所述注塑件的两侧夹持固定,然后控制所述第一传动丝杆108和所述第二传送丝杆运行,带动所述第一滑块109和所述第二滑块111共同移动,使注塑件朝向所述安装台105后方移动,触碰到后方的传感器时,注塑件位移停止,此时每个注塑件被夹持固定在设定位置,有利于后续切割的准确性,且在放置注塑件时无需人工定位,减少人工劳动量,注塑件放置完毕后,所述驱动件102 运行,带动所述旋转平台103转动,将一个注塑件送至所述切割组件的下方,进行切割,切割完毕后旋转所述旋转平台103,送入下一个注塑件,此时,可对上一个注塑件进行下料,并上料,在切割的同时进行下料和上料,减少消耗时间,大大提高加工效率。
29.本技术第二实施例为:
30.在第一实施例的基础上,请参阅图4和图5,其中,图4是本实用新型第二实施例的汽车注塑件余料切割装置的整体结构示意图。图5是本实用新型第二实施例的汽车注塑件余料切割装置的剖视图。本实施例的所述汽车注塑件余料切割装置,所述切割组件包括支
架201、移动构件、伸缩件202和电锯203,所述移动构件包括调节丝杆204和调节块205,所述切割台具有漏槽206。
31.针对本具体实施方式,所述切割组件用于切割注塑件余料。
32.其中,所述支架201与所述切割台101固定连接,并位于所述切割台101 远离所述旋转平台103的一侧;所述移动构件与所述支架201连接;所述伸缩件202与所述移动构件连接;所述电锯203与所述伸缩件202的输出端连接。所述支架201固定在所述切割台101远离所述旋转平台103的一侧,所述移动构件设置在所述支架201的上方,用于驱动所述伸缩件202移动,所述伸缩件 202为型号sc80的气缸,输出端与所述电锯203连接,所述电锯203对注塑件余料进行切割。
33.其次,所述调节丝杆204与所述支架201转动连接,并位于所述支架201 远离所述切割台101的一侧;所述调节块205与所述调节丝杆204连接,并与所述伸缩件202固定连接。所述调节丝杆204设置在所述支架201上,并由所述支架201上固定的电机驱动转动,所述调节块205分别与所述调节丝杆204 和所述伸缩件202连接,基于滚珠丝杠原理,所述调节块205跟随所述调节丝杆204的正转和反转,在所述调节丝杆204上左右移动,进而调节所述伸缩件 202和所述电锯203的位置,使其适用于多种注塑件余料的切割。
34.同时,所述漏槽206位于所述旋转平台103与所述支架201之间。所述切割平台位于所述支架201和所述旋转平台103之间设置有所述漏槽206,所述漏槽206尘陡坡状,所述电机切割后的余料掉落至所述漏槽206中被收集,便于后续统一处理。
35.使用本实施例的一种汽车注塑件余料切割装置时,通过所述调节丝杆204 调节好所述调节块205、所述伸缩件202和所述电锯203的位置,使其对准注塑件余料位置,所述旋转平台103旋转,将一个注塑件送至所述电锯203的下方,所述伸缩件202伸出,带动所述电锯203靠近注塑件,对注塑件余料进行切割,切割后的余料落入所述漏槽206中被收集,便于后续统一处理,操作简便,节省人力,有效提高工作效率。
36.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1