一种鞋底真空吸附定位装夹治具的制作方法
1.本实用新型涉及制鞋设备技术领域,尤其是涉及一种鞋底真空吸附定位装夹治具。
背景技术:
2.在实际生产中对鞋底进行机械加工时,夹具的使用取代了传统的手工辅助,夹具是在生产制造过程中用来固定加工对象,使产品占有正确的位置,让操作员有效的生产产品的辅助装置。现有的鞋底加工夹具多以夹紧结构为鞋底紧固,鞋底工装时,需要把工装夹具进行解开,然后把工件置放于定位结构,再通过夹紧结构对工件进行固定,操作繁琐,换装效率低。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种鞋底真空吸附定位装夹治具,实现鞋底工件的吸附固定,提高换装效率以及工作稳定性。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种鞋底真空吸附定位装夹治具,包括真空吸附底板以及可替换使用的鞋材定位模板,真空吸附底板的底部设有用于外接负压装置的负压连接部,真空吸附底板的顶面设有凹陷设置的负压凹腔结构,负压凹腔结构与负压连接部相接;鞋材定位模板的上表面设有鞋材定位部,鞋材定位部凹陷成型有与鞋底工件形状大小匹配的定位凹腔体,定位凹腔体的底面开设有通孔结构,通孔结构包括多个上下贯穿的抽真空通孔,鞋材定位模板活动安装于真空吸附底板的上表面,通孔结构与负压凹腔结构之间呈重叠或相交。
5.在进一步的技术方案中,负压凹腔结构包括负压槽道体,负压槽道体包括一沿真空吸附底板的长度方向延伸的主槽道以及多个分支槽道,主槽道的底部开设有上下贯穿的负压连接通孔,负压连接通孔与负压连接部相接;各分支槽道分别位于主槽道的两侧,并且分支槽道与主槽道相通。
6.在进一步的技术方案中,分支槽道的设置数量为复数个,各分支槽道分别以主槽道位对称轴呈对称设置。
7.在进一步的技术方案中,分别位于主槽道同一侧的各个分支槽道之间相互平行并形成分支槽道组合,分支槽道组合的分支槽道的设置数量为复数个,同一分支槽道组合种的各个分支槽道分别沿主槽道的延伸方向间隔分布。
8.在进一步的技术方案中,分支槽道与主槽道之间形成分支夹角,分支夹角为10
°‑
90
°
。
9.在进一步的技术方案中,真空吸附底板呈矩形设置,真空吸附底板相邻的两个侧边缘分别设有第一定位挡边和第二定位挡边,第一定位挡边和第二定位挡边相互垂直并半包围形成用于辅助鞋材定位模板快速定位的模板定位部,鞋材定位模板分别与第一定位挡边和第二定位挡边定位配合。
10.在进一步的技术方案中,真空吸附底板的顶面设有复数个凸起设置的定位销杆;鞋材定位模板的底面开设有与定位销杆的数量匹配的定位销孔;鞋材定位模板快速安装于真空吸附底板时,各定位销杆分别插接于相应定位销孔,并且负压凹腔结构与通孔结构相连通。
11.在进一步的技术方案中,鞋材定位模板的底面设有凹陷的负压快接凹腔体,负压快接凹腔体与定位凹腔体相匹配,并且负压快接凹腔体与定位凹腔体投影重叠,负压快接凹腔体盖覆于负压槽道体。
12.在进一步的技术方案中,负压凹腔结构包括负压凹腔体,负压凹腔体连通负压连接部,负压凹腔体呈圆形、矩形或菱形设置。
13.在进一步的技术方案中,负压凹腔结构包括仿形凹腔体,仿形凹腔体连通负压连接部,仿形凹腔体与定位凹腔体相匹配,并且仿形凹腔体与定位凹腔体之间投影重叠设置。
14.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型提供了一种鞋底真空吸附定位装夹治具,通过定位凹腔体对鞋底工件进行定位,再通过连接负压的通孔结构对鞋底工件进行负压紧固,完成工装,提高了鞋底工件的工装稳定性以及换装效率,免除复杂的夹紧工作操作,进一步提高企业的生产效率;通过负压槽道体与鞋材定位模板的底面之间包围形成负压风道结构,实现通孔结构与负压装置的快速相接,利用鞋材定位模板实现鞋底工件的快速换装,避免换装时直接掰扯鞋底工件,导致鞋底工件被掰坏。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
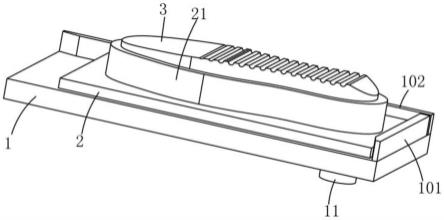
16.图1是本实用新型的结构示意图。
17.图2是本实用新型的分解示意图。
18.图3是本实用新型的真空吸附底板的结构示意图。
19.图4是本实用新型的鞋材定位模板的结构示意图。
具体实施方式
20.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
21.一种鞋底真空吸附定位装夹治具,如图1至图4所示,包括真空吸附底板1以及可替换使用的鞋材定位模板2,真空吸附底板1的底部设有用于外接负压装置的负压连接部11,真空吸附底板1的顶面设有凹陷设置的负压凹腔结构,负压凹腔结构与负压连接部11相接;鞋材定位模板2的上表面设有鞋材定位部21,鞋材定位部21凹陷成型有与鞋底工件3形状大小匹配的定位凹腔体210,定位凹腔体210的底面开设有通孔结构,通孔结构包括多个上下贯穿的抽真空通孔211,鞋材定位模板2活动安装于真空吸附底板1的上表面,通孔结构与负压凹腔结构之间呈重叠或相交。本实施例中,提供了一种带负压槽道体12的真空吸附定位装夹治具,通过鞋材定位模板2的通孔结构与真空吸附底板1的负压槽道体12快速连接,以实现置放于定位凹腔体210的鞋底工件3的负压工装,并且通过鞋材定位模板2的换装,以实现鞋底工件3的换装,免除外接负压设备的停开机,更免除掰扯鞋底工件3,进一步提高鞋底工件3的换装效率,以及工装稳定性。鞋底工件3在进行负压工装不会在鞋底工件3的表面留
有装夹痕迹,避免鞋底工件3被夹伤,与现有的夹紧工装结构相比,具有较高的工装稳定性以及更为良好的保护性。
22.具体地,负压凹腔结构包括负压槽道体12,负压槽道体12包括一沿真空吸附底板1的长度方向延伸的主槽道121以及多个分支槽道122,主槽道121的底部开设有上下贯穿的负压连接通孔110,负压连接通孔110与负压连接部11相接;各分支槽道122分别位于主槽道121的两侧,并且分支槽道122与主槽道121相通。
23.具体地,分支槽道122的设置数量为复数个,各分支槽道122分别以主槽道121位对称轴呈对称设置。
24.具体地,分别位于主槽道121同一侧的各个分支槽道122之间相互平行并形成分支槽道122组合,分支槽道122组合的分支槽道122的设置数量为复数个,同一分支槽道122组合种的各个分支槽道122分别沿主槽道121的延伸方向间隔分布。
25.具体地,分支槽道122与主槽道121之间形成分支夹角,分支夹角为10
°‑
90
°
。
26.这种带负压槽道体12的鞋材定位模板2,能够使负压槽道体12与真空吸附底板1的底面半包围所形成负压风道,提高抽真空通孔211的负压强度,从而提高鞋底工件3的工装稳定性。类似于树杈状的负压槽道体12能够延伸布满鞋底工件3的投影位置,使的鞋底工件3的底面能够受到较为平均的负压吸附作用,进一步提高了鞋底工件3的工装稳定性,避免鞋底工件3在进行机械加工时发生工装脱离。
27.具体地,真空吸附底板1呈矩形设置,真空吸附底板1相邻的两个侧边缘分别设有第一定位挡边101和第二定位挡边102,第一定位挡边101和第二定位挡边102相互垂直并半包围形成用于辅助鞋材定位模板2快速定位的模板定位部,鞋材定位模板2分别与第一定位挡边101和第二定位挡边102定位配合。利用第一定位挡边101和第二定位挡边102分别对鞋材定位模板2进行快递定位,从而使通孔结构能够连通负压槽道体12,同时鞋材定位模板2的底面完全覆盖负压槽道体12,避免泄压,进一步提高工装更换效率以及工作稳定性。
28.具体地,真空吸附底板1的顶面设有复数个凸起设置的定位销杆103;鞋材定位模板2的底面开设有与定位销杆103的数量匹配的定位销孔104;鞋材定位模板2快速安装于真空吸附底板1时,各定位销杆103分别插接于相应定位销孔104,并且负压凹腔结构与通孔结构相连通。通过插销结构对鞋材定位模板2进行二次快速定位,进一步提高鞋材定位模板2的定位精度。
29.具体地,鞋材定位模板2的底面设有凹陷的负压快接凹腔体20,负压快接凹腔体20与定位凹腔体210相匹配,并且负压快接凹腔体20与定位凹腔体210投影重叠,负压快接凹腔体20盖覆于负压槽道体12。
30.当然,负压凹腔结构除了可以设为负压槽道体12,也可以设为负压凹腔体,负压凹腔体连通负压连接部11,负压凹腔体呈圆形、矩形或菱形设置。能够提高抽真空通孔211连通负压的有效数量,进一步提高工装的稳定性。
31.另外,负压凹腔还可以设为仿形凹腔体,仿形凹腔体连通负压连接部11,仿形凹腔体与定位凹腔体210相匹配,并且仿形凹腔体与定位凹腔体210之间投影重叠设置。能够使全部抽正空通孔211均连通负压,但是,鞋底工件3的负压吸附受力不均匀,不适用于鞋底打磨工装,可用于鞋底刷胶工装。
32.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实
用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1