一种极片料带模切装置及极片成型系统的制作方法
1.本实用新型属于电池极片料带模切技术领域,涉及一种极片料带模切装置及极片成型系统。
背景技术:
2.锂离子电池极片是经过浆料涂敷,干燥和辊压之后,形成集流体及两面涂层的三层复合结构的极片料带。根据锂电池的设计结构和规格,需要在极片料带放卷过程中,使用模切机对极片料带进行快速冲型。
3.现有技术中,在极片料带放卷过程中,通过在模切机上设置感性开关,通过感性开关检测极片料带在放卷方向上放卷至预定位置处,控制模切机的冲切模具对极片料带进行模切。
4.但是,极片料带在放卷过程中,因为极片料带的卷体本身张力大小的变化,极片料带在其宽度方向上会发生偏移。从而使模切机在冲切极片料带时,会切在极片料带的宽度方向的边缘处,出现漏切等情况。以使极片料带的冲切形状不完整以及冲切形状的尺寸不统一等问题,对物料造成极大的浪费。
5.因此,如何提供一种极片料带模切装置,能够提高冲切质量的稳定性、降低极片料带冲切时的不良率、降低成本,成为本领域技术人员亟待解决的技术问题。
技术实现要素:
6.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种极片料带模切装置及极片成型系统,用于解决现有技术中模切质量不稳定、极片料带模切的不良率高及成本较高等问题。
7.为实现上述目的及其他相关目的,本实用新型提供一种极片料带模切装置,包括模切机构、成像机构以及位置调节机构。
8.模切机构包括成组设置的凸模和凹模,所述凸模和所述凹模可相向挤压,对极片料带进行预定形状的模切。
9.成像机构沿极片料带的放卷方向设于所述模切机构的上游,且与所述模切机构通信连接;所述成像机构包括自上而下依次设置的成像光源、遮光板和成像检测装置,极片料带横穿在所述遮光板与所述成像检测装置之间;所述遮光板上设有透光孔,所述透光孔的轮廓与所述预定形状相同,且在极片料带的放卷方向上、所述透光孔的中心与所述模切机构的中心位于同一条直线上;所述成像光源经过所述透光孔后在所述极片料带上形成预定形状的光区,且所述极片料带不透光;所述成像检测装置用于检测所述极片料带下方是否出现外溢光线,以及在检测到外溢光线时向所述模切机构发送停止模切信号,以及发送外溢光线所形成的光斑尺寸和光斑位置信息。
10.位置调节机构设于所述模切机构上并与所述成像检测装置通讯连接,用于根据接收的所述外溢光线形成的光斑尺寸和光斑位置信息将所述模切机构调整到符合模切要求
的位置,并在所述模切机构完成一次模切后复位。
11.可选地,所述成像检测装置包括图像传感器;所述图像传感器用于获取所述外溢光线形成的光斑尺寸和光斑位置信息并发送至所述位置调节机构。
12.可选地,所述位置调节机构包括第一伺服电机和第一转动轴,所述第一转动轴与所述第一伺服电机的输出轴固定连接,所述第一转动轴上设转动齿,所述模切机构的底面设置齿条,所述第一转动轴与所述齿条啮合传动连接;所述位置调节机构用于通过第一伺服电机控制转动所述第一转动轴、调节所述模切机构在极片料带的宽度方向上的位置。
13.可选地,所述第一伺服电机的转动幅度根据所述光斑尺寸确定;所述第一伺服电机转动方向根据所述光斑位置信息确定。
14.可选地,所述模切机构与所述成像机构的底部通过安装底板固定连接。
15.可选地,所述成像机构还包括与所述安装底板固定连接的支撑框架,所述支撑框架的顶部设置聚光部,所述聚光部为台形,所述成像光源设于所述聚光部的内部。
16.可选地,所述聚光部的下部设置安装部,所述安装部上设有安装槽,所述安装槽用于插设所述遮光板。
17.可选地,所述遮光板包括多种类型,多种类型的所述遮光板具有不同形状的透光孔。
18.可选地,所述凹模设于所述凸模的下部,所述凹模沿极片料带放卷方向的两端分别设置一个支撑辊;所述支撑辊与所述凹模转动连接,用于辅助输送极片料带。
19.本实用新型还提供了一种极片成型系统,至少包括极片料带放卷装置、极片料带模切装置,所述极片料带模切装置为上述任意一项提供的极片料带模切装置,所述极片料带模切装置用于在极片料带上模切出多个具有预定形状的极片轮廓。
20.有益效果:
21.本实用新型的极片料带模切装置及极片成型系统,在极片料带发生偏移后,成像光源投射至极片料带上后会外溢至检测板上,通过成像检测装置检测到外溢光线时向模切机构发送停止模切信号,停止对极片料带进行模切。并通过位置调节机构调整模切机构的模切位置,以使成像检测装置上没有外溢光线,确定每次模切出来的极片形状完整。能够提高极片料带成型后的一致性,使用极片料带装配后电池容量一致;提高极片料带检测时的良品率,避免物料浪费,降低成本。所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
附图说明
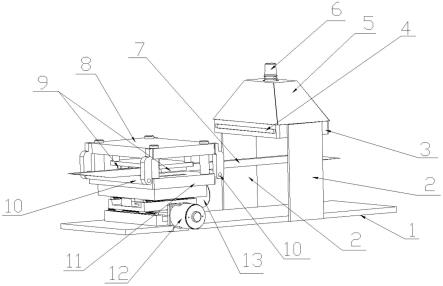
22.图1显示为本实用新型的极片料带模切装置的结构示意图。
23.图2显示为本实用新型的极片料带模切装置中,遮光板的结构示意图。
24.附图标记说明如下:
25.1、安装底板;2、支撑框架;3、安装部;4、遮光板;5、聚光部;6、成像光源;7、极片料带;8、下压机构;9、凸模;10、支撑辊;11、凹模;12、第二伺服电机;13、第一伺服电机。
具体实施方式
26.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说
明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。
27.请参阅图1。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容所涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
28.本实施例提供一种极片料带模切装置,请参阅图1,显示为极片料带模切装置的结构示意图,包括模切机构、成像机构以及位置调节机构。
29.需要说明的是,在本实施例中,将极片料带7的宽度方向设为第一方向,将极片料带7的放卷方向设为第二方向。
30.模切机构包括成组设置的凸模9和凹模11,凸模9和凹模11可相向挤压。在极片料带7经过凸模9和凹模11之间时,凸模9和凹模11相向挤压后完成对极片料带7的预定形状的模切。
31.成像机构在第二方向上设于模切机构的上游,且与模切机构通信连接。
32.成像机构包括自上而下依次设置的成像光源6、遮光板4和成像检测装置,极片料带横穿在遮光板4与成像检测装置之间;如图2所示,遮光板4上设有透光孔,透光孔的轮廓与预定形状相同,且在第二方向上、透光孔的中心与模切机构的中心位于同一条直线上;成像光源6经过透光孔后在极片料带7上形成预定形状的光区,且极片料带7不透光;成像检测装置用于检测极片料带7的下方是否出现外溢光线,以及在检测到外溢光线时向模切机构发送停止模切信号,以及发送外溢光线所形成的光斑尺寸和光斑位置信息。
33.需要说明的是,当极片料带7的下方出现外溢光线时,说明极片料带7在第一方向上发送偏移,极片料带7不能完全将成像光源进行遮挡。
34.位置调节机构设于模切机构上并与成像检测装置通讯连接,用于根据接收的外溢光线形成的光斑尺寸和光斑位置信息将模切机构调整到符合模切要求的位置,并在模切机构完成一次模切后复位。
35.需要说明的是,位置调节机构控制调节模切机构的位置后,使成像检测装置上没有外溢光线时,模切机构的位置即为符合模切要求的位置。
36.作为示例,所述成像检测装置包括图像传感器;所述图像传感器用于获取所述外溢光线形成的光斑尺寸和光斑位置信息,并将光斑尺寸和光斑位置信息转化为电信号发送至所述位置调节机构,以实现精确控制位置调节机构,从而控制模切机构的模切位置,以增加模切的准确性。
37.具体的,光斑尺寸为光斑在第二方向上的尺寸。
38.作为示例,位置调节机构包括第一伺服电机13和第一转动轴,第一转动轴与第一伺服电机13的输出轴连接,第一转动轴上设有转动齿,凹模11的底面设置齿条,第一转动轴与齿条啮合后,通过转动第一转动轴控制模切机构沿第一方向进行直线移动。第一伺服电
机13和第一转动轴均连接于用于提供支撑力的第一安装板上。
39.需要说明的是,第一伺服电机13的转动圈数根据光斑尺寸确定;第一伺服电机13的转动方向根据光斑位置信息确定。
40.具体的,成像检测装置包括检测板,图像传感器获取落于检测板上的光斑尺寸,具体为第一方向上的长度信息,位置调节机构根据长度信息控制第一伺服电机13转动,第一伺服电机13带动第一转动轴转动后使模切机构沿第一方向沿上述长度信息进行移动,以使成像检测装置上无外溢光线,即极片料带7上具有完整的光区。在该状态下进行模切,保证极片料带7模切质量。在第一方向上,检测板上的外溢光线位于极片料带7的右侧时,第一伺服电机13正转,使模切机构向右移动;检测板上的外溢光线位于极片料带7的左侧时,第一伺服电机13倒转,使模切机构向左移动。
41.作为示例,模切机构与成像机构的底部通过安装底板1固定连接,以保证调节时具有统一参考面。
42.作为示例,成像机构还包括与安装底板1固定连接的支撑框架2,支撑框架2的顶部设置聚光部5,聚光部5为台形,成像光源6设于聚光部5的内部,成像光源6经过聚光部5进行汇聚后向下投射,保证光区边缘的清晰度,以使成像检测装置能够准确获取外溢光线的尺寸信息。
43.作为示例,聚光部5的下部设置安装部3,安装部3上设有安装槽,安装槽内插设遮光板4。遮光板4包括多种类型,每种遮光板4的透光孔的形状不同,根据模切机构的预定形状更换具有对应形状的透光孔的遮光板4,以满足多种模切规格。
44.作为示例,凹模11设于凸模9的下部,凹模11在第二方向的两端分别设置一个支撑辊10,支撑辊10转动连接于凹模11上,支撑辊10通过转动辅助输送极片料带7,减小极片料带7与模切机构之间的摩擦力,防止极片料带7冲切完后与凹模11粘连,以提高极片料带7通过率,从而提高设备生产效率。
45.作为示例,凸模9的顶部与下压机构8固定连接,凸模9通过下压机构8控制下压,向凹模11一侧移动后挤压极片料带7,以完成对极片料带7的模切。
46.作为示例,凹模11与凸模9之间设置多个导向柱,导向柱固定连接于凹模11的四角处,凸模9在下压机构8的控制下沿导向柱滑动连接。导向柱为凸模9的下压提供移动路径,保证模切的精确度,提高模切质量。
47.作为示例,位置调节机构还包括第二伺服电机12和第二转动轴,第二转动轴与第一转动轴垂直设置,第二转动轴与第二伺服电机12的输出轴连接,第二转动轴提供齿轮-齿条的结构形式与第一安装板啮合传动连接。通过转动第二转动轴控制模切机构沿第二方向进行直线移动。考虑在极片料带7放卷过程中,由于张力的改变,会使极片料带7在第二方向上产生微小移动,可以通过第二伺服电机12进行控制微调模切机构在第二方向上的位置。
48.根据本技术的第二方面,还提供了一种极片成型系统,包括如第一方面提供的极片料带模切装置。完成极片料带放卷、极片料带模切、极片料带检测、极片料带下料完成极片料带成型制作。
49.综上所述,本实用新型的极片料带模切装置及极片成型系统,在极片料带7发生偏移后,成像光源6投射至极片料带7上后会外溢至检测板上,通过成像检测装置检测到外溢光线时向模切机构发送停止模切信号,停止对极片料带7进行模切。并通过位置调节机构调
整模切机构的模切位置,以使成像检测装置上没有外溢光线,确定每次模切出来的极片形状完整。能够提高极片料带7成型后的一致性,使用极片料带7装配后电池容量一致;提高极片料带7检测时的良品率,避免物料浪费,降低成本。所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
50.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1